无磷前处理技术在大客车电泳中的应用探究
2021-04-25顾九如严遇春南京金龙客车制造有限公司江苏南京211200
顾九如,严遇春 (南京金龙客车制造有限公司,江苏 南京211200)
0 引言
在当前客车市场竞争越来越激烈和环保法规越来越严格的形势下,保证质量、降低成本、绿色环保、低碳、节能减排成为了客车涂装工艺发展的趋势和方向。根据江苏省环保文件要求,对新、改、扩建的工厂项目禁止含磷废水排放,我司对运营成本的严格管控及长远发展考虑,新建的涂装线选择了环境友好的硅烷-纳米陶瓷复合前处理工艺,以满足环保要求及降低生产成本。硅烷-纳米陶瓷复合前处理工艺无需经过表调及钝化处理,工件经脱脂水洗后,可在室温下经过硅烷槽液处理,获得致密、轻薄且耐蚀性强的含锆硅烷膜,在硅烷膜的基础上进一步形成附着力及耐蚀性等满足要求的电泳漆膜[1]。
经过20多年的发展,硅烷技术更新换代,硅烷-纳米陶瓷复合技术可有效应用于金属表面处理及防腐工艺,对各种生产条件、工件材质都有了更广泛和成熟的应用。硅烷-纳米陶瓷复合前处理的成膜机理如下:
(1) Zr4++OH-→Zr(OH)4
(2) Men++ nF-→MeFn
(3) 硅烷与表面氢键的缩合反应。
1 大客车硅烷-纳米陶瓷复合前处理
1.1 大客车硅烷-纳米陶瓷复合前处理工艺流程
大客车硅烷纳米陶瓷复合前处理工艺流程如下:
人工预清理 →热水喷淋清理 → 预脱脂 → 主脱脂→ 水洗1 → 水洗2→ 纯水洗1→ 硅烷 → 水洗3→ 纯水洗2 → 电泳 → UF1水洗 → UF2水洗 → 纯水洗3 →电泳漆烘干 → 电泳强冷。
1.2 磷化与硅烷-纳米陶瓷复合前处理工艺对比
1.2.1 成膜厚度
磷化膜厚1~2 μm,硅烷-纳米陶瓷复合膜厚10~20 nm,可提高与金属的结合力。
1.2.2 环保性
硅烷产品完全无磷、无有害重金属、BOD(生化耗氧量)/COD(化学耗氧量)更低,产渣量极少。两种工艺的废水废渣量比较见表1。
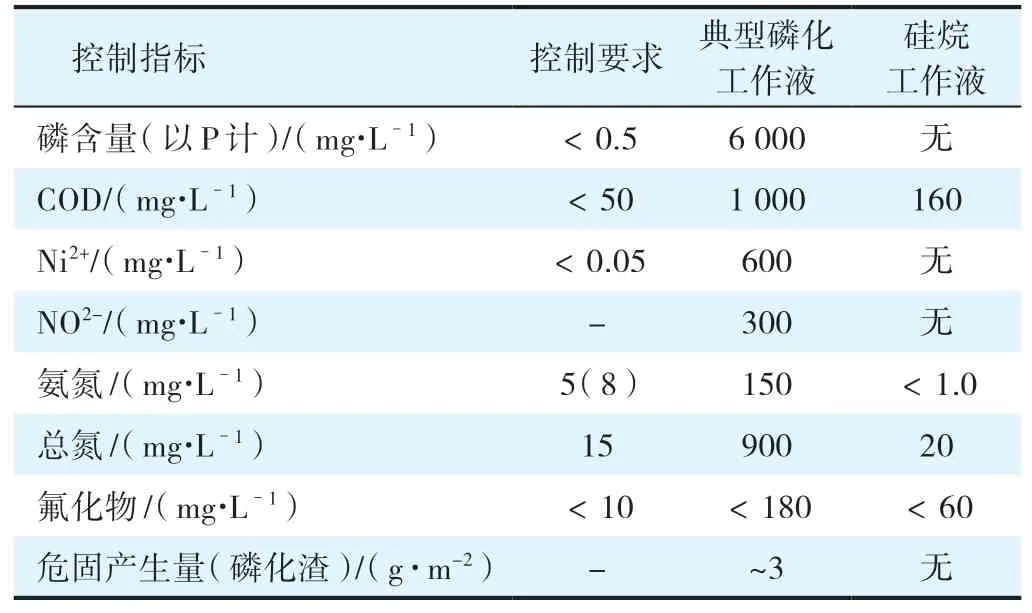
表1 两种工艺的废水废渣量比较Table 1 Comparison of the amount of waste water and residue of the two processes
控制要求参照GB 18918—2002《城镇污水处理污染物排放标准》中1级A类排放标准,其中氟化物指标参照GB 8978-1996《污水排放综合标准》中1级排放标准。
1.2.3 运行成本
两种工艺的运行成本比较见表2。
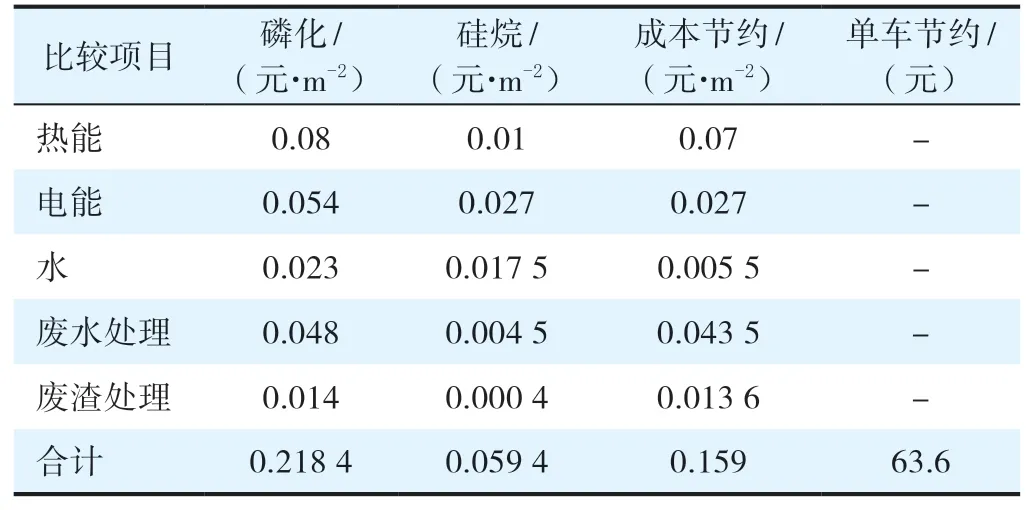
表2 运行成本比较Table 2 Comparison of operating cost
由表2可见,与锌系磷化相比,硅烷-纳米陶瓷复合前处理工艺单车可节约成本63.6元。
1.3 硅烷-纳米陶瓷复合前处理工艺特点[2-3]
(1) 膜层薄,板材表面原始缺陷很容易在电泳涂装后显现,要保证板材表面状态标准化和统一性;另外板材表面应无可见油脂、氧化皮、锈蚀、旧漆层等,电泳上线前目视检查并处理;
(2) 膜层致密、裸膜耐蚀性好;
(3) 基材适应性强,适用于黑色金属、镀锌及铝材混材处理;
(4) 涂料匹配性好,耐蚀性高。
1.4 硅烷-纳米陶瓷复合前处理工艺控制要点
1.4.1 工作液参数
工作液参数见表3。
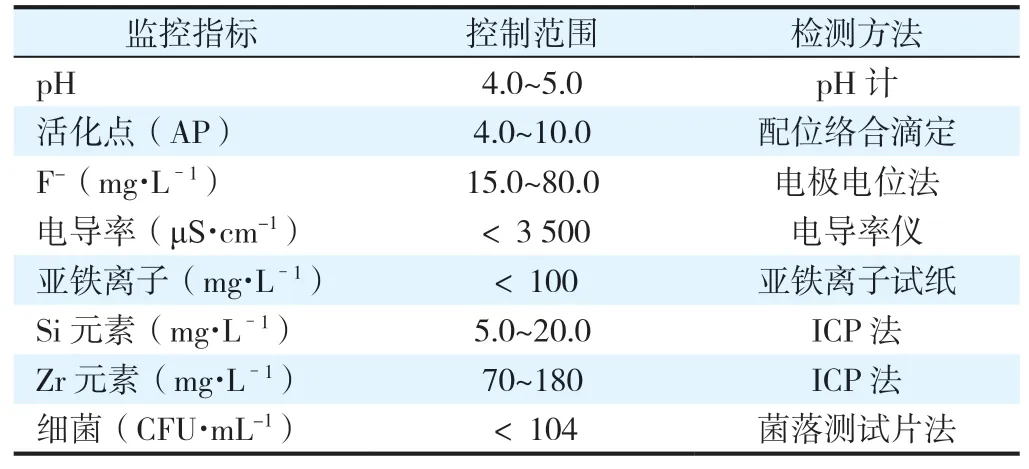
表3 工作液参数Table 3 Working fluid parameters
1.4.2 工作液稳定性
(1) 氟离子的控制
铝板刻蚀反应与冷轧板、镀锌板材不同,需要有氟离子的参与,进而引起氟离子含量的变化。在实际生产中,可结合当前产品铝材质占比对处理液中的氟离子量做适当调整;公司营运客车(如NJL6117EV车型)车身板材中铝材质占比较大(Al-40 %,HDG-50 %,CRS-10 %),公交系列(如NJL6129EV车型)车身板材中铝材质占比较少(Al-5 %,HDG-85 %,CRS-10 %),需有针对性地调整氟离子含量,提高槽液的稳定性。
(2) 铁离子的控制
基材表面反应形成的铁离子会形成大量氢氧化铁水合物,这种水合物是一种胶体物质,粒径通常很小,使硅烷槽液呈现黄色;这种物质并不易于过滤,当氢氧化铁水合物胶体团聚到一定程度,附着到工件表面会形成质量隐患。建议增加过滤袋的更换次数,更换频率为每2周1次,必要时可以更换10 μm的过滤袋进行过滤,尽量去除槽液中的杂质。
(3) 温度的控制
夏季温度较高,硅烷前处理反应速度会明显加快,可能会发生过度反应现象,可适当降低活化点(锆含量);冬季温度低,特别是北方地区,如硅烷槽未设置升温装置,可以适当提高活化点,加快反应速度。针对北方地区的电泳生产线,建议设置硅烷槽升温装置。
(4) 污染的控制
由于硅烷-纳米陶瓷复合前处理工艺膜层薄,因此对硅烷前脱脂除油要求以及水洗水的洁净度要求等也随之提高[4]。
• 脱脂除油效果
脱脂除油效果的主要影响因素包括槽液温度、脱脂时间、机械力和产品质量。
一般来说,槽液温度越高,脱脂效果越好,但不是所有场合都是温度越高越好,需结合脱脂剂产品的特点,设置合适的脱脂温度,才能达到最佳效果。
大客车电泳线的预脱脂、脱脂工序一般采取浸渍式,脱脂时间一般设置为2~3 min。脱脂工序前道设置洪流冲洗,清除车身表面大部分金属颗粒、杂质等,并且预热车身后,再进行预脱脂、脱脂浸洗,并采用多次清洗的工艺,确保最佳的清洗效果。
机械力有助于剥离污染物、油脂,需及时补充新鲜脱脂剂至工件表面,确保脱脂液与工件充分接触。
脱脂剂产品本身对脱脂质量也有很大的影响,特别是大客车车身材质复杂,要根据车身不同材质、油污状态、处理方式以及与电泳工序的配套效果,认真严格地选择脱脂剂。
• 水洗水清洁度
提高车身清洁度,并尽量避免脱脂液对硅烷工作液的影响。结合产量及化验参数,水洗1按每周更换1次,水洗2、纯水洗1及水洗3按每两周更换1次,纯水洗2按每月更换1次的频率进行更换。

表4 水洗水参数控制Table 4 Washing water parameter control
• 白车身
白半身的监控项目见表5。
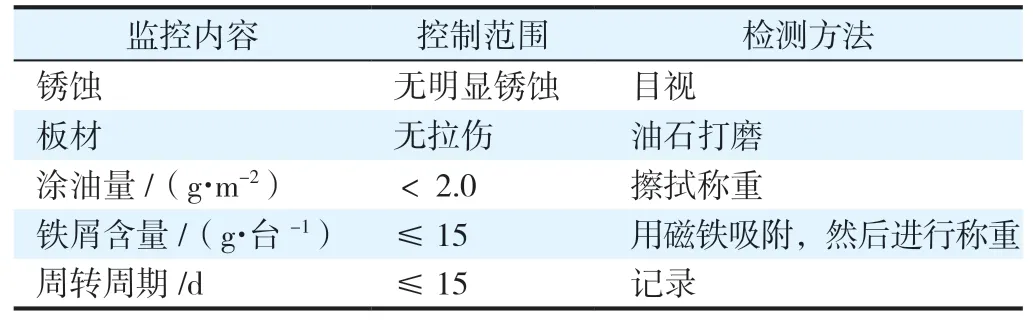
表5 白车身的监控项目Table 5 Monitoring items of BIW(Body in White)
• 槽液过滤
槽液过滤采用板框压滤机或袋式过滤器。过滤系统流量应确保槽液循环过滤1次不超过5~6 h;过滤材料精度选择25 μm,后续可根据槽液残渣实际产生情况,综合考虑过滤系统流量和过滤精度,如过滤精度不够,可调整为10 μm,若过滤材料易堵塞,则可调整为50 μm。
• 槽液杀菌
定期检测硅烷槽和水洗槽的细菌含量,并定期进行杀菌处理。
1.4.3 成膜质量
(1) 膜外观
通过挂板、烘干试验,观察不同板材表面硅烷-纳米陶瓷复合前处理膜的外观,一般在冷轧板上呈现均匀的金黄色,铝板上呈现淡黄色,镀锌板上呈现淡蓝色[5]。
(2) 膜重
通过XRF(x射线荧光光谱法)枪在线检测硅烷膜重:冷轧板(20~60 mg/m2),铝板(20~60 mg/m2),镀锌板(80~100 mg/m2)。
硅烷-纳米陶瓷复合前处理工序反应时间为2.5~3 min,膜重与反应时间成正比关系。
2 结语
实践表明,硅烷薄膜型前处理工艺对白车身脱脂除油效果、水洗洁净度等要求较高,必须严格控制带液、加料等,还需要有高泳透力电泳漆与之配套[6];而传统磷化工艺经长期应用改进,已能够适用于多种线体工艺和板材材质,且对各种可能出现的弊病、槽液问题等均有相应的调整方法,硅烷薄膜型前处理工艺在适应性、稳定性等方面仍有待提高。
