立式焊接绝热气瓶结构设计要点的分析
2021-04-25黄银刚西安德森新能源装备有限公司陕西西安710043
黄银刚(西安德森新能源装备有限公司,陕西 西安 710043)
1 立式焊接绝热气瓶结构简介
立式焊接绝热气瓶作为一种低温绝热压力容器,可以贮存并使用低温液体(液氧、液氮、液氩、液态二氧化碳、液态氧化亚氮),且其内部设置有汽化盘管,同时能够自动提供连续稳定的气体。如何保证低温液体在瓶体内不被汽化,需要从物理学的热传导、热辐射、热对流[1]三方面进行考虑,与车用液化天然气气瓶相同的,立式焊接绝热气瓶也需设置双层结构:
(1)夹套内被抽成高真空有效防止热对流;
(2)内容器外壁缠有多层绝热材料有效防止热辐射;
(3)内容器与外壳之间相连的支撑部分设置有环氧玻璃钢衬套有效阻止热传导。三者共同形成良好的绝热系统[2]。
立式焊接绝热气瓶的各项技术指标中“维持时间”和“充装率”是客户最关注的指标,也是客户评价产品“好与坏”的重要标准。
2 立式焊接绝热气瓶结构现状
立式焊接绝热气瓶作为一种自主供气系统,其结构主要分为三部分:支撑结构、夹层管路系统及外部阀门系统。常规立式焊接绝热气瓶容积多为175~210 L,其瓶体高度较低,瓶头直接焊接阀门可满足客户操作要求,市场上各厂家外部阀门系统设计基本相同,以下主要从支撑结构及夹层管路系统进行介绍。
2.1 支撑结构
支撑结构[3]包括顶端支撑结构及底端支撑结构,内胆与外壳之间通过支撑结构相连,常规焊接绝热气瓶由于自重及加液量较少,多采用上端为固定端,下端为自由端的支撑结构。
2.2 夹层管路系统
与车用液化天然气气瓶及“快易冷”不同的是立式焊接绝热气瓶夹层内设置有汽化盘管与增压盘管,增压盘管及汽化盘管采用钎焊形式固定于外筒体之上,其铜管规格常见的有φ10*1 mm和φ8*1 mm,增压盘管通常呈螺旋形缠绕与外筒体之上,而汽化盘管则有两种不同分布形式:“双U型”和螺旋型。
3 立式焊接绝热气瓶性能研究
常规焊接绝热气瓶(175~210 L)其充装率通常介于90%~95%之间,但不同生产厂家气瓶的维持时间差异却较大,维持时间短的在4 d左右,维持时间长的可到达7 d以上。性能的差异决定于产品的结构设计,因而对产品结构设计中影响性能的因素进行研究就显得尤为重要,下面以试制试验进行研究。
3.1 充装率对维持时间的影响
据徐烈等[4]可知:当容器无损贮存(憋压)后,由于受其漏热的影响。一方面由于系统内能的增加,温度上升,而使其饱和压力增加;另一方面,由于温度上升,而使液体的体积膨胀,使气相空间减少,因液体体积的不可压缩性而使压力急剧增大。充装率大于90%以后,低温液体介质温度升高,饱和密度减小,体积膨胀而导致气瓶压力升高,充装率的变化,都会导致维持时间急剧的变化。
图1以DPL450-210-2.4型立式焊接绝热气瓶为例,采用同一支撑结构设计、同一绝热系统设计,通过调整加液量,实现不同充装率,完成不同充装率下气瓶维持时间随充装率的变化曲线图。
由图1可知,充装率降低7%时,维持时间增长177%,可见维持时间随着充装率的减少呈明显增长趋势,这与美国MVE公司低温容器不同充装率时压力与时间的关系曲线一致。
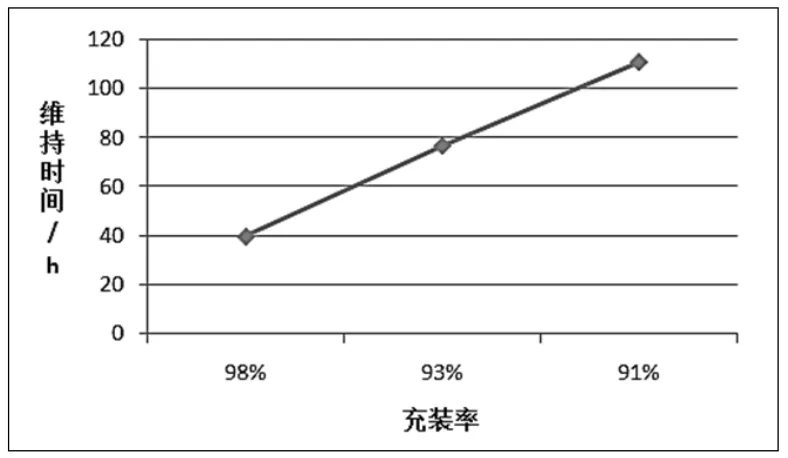
图1 维持时间随充装率的变化曲线
3.2 NER对维持时间的影响
图2以DPL450-195-2.4型立式焊接绝热气瓶为例,保证气瓶充装率(约91%)一致的前提下,通过改变气瓶支撑结构设计及绝热系统设计,实现不同静态蒸发率,完成了不同NER下气瓶维持时间随NER的变化曲线图。

图2 维持时间随NER的关系曲线
3.3 影响立式焊接绝热气瓶NER的因素
NER直接反应气瓶的保温性能,通过传热学理论的三种传热方式可知,影响NER的因素为热对流(冷态真空度)、热传导(夹层空间,内、外胆壁厚,支撑结构)、热辐射(绝热材料)。
根据《低温绝热与贮运技术》可知,低温真空度优于9.0×10-3Pa级时,热导率的变化趋近于零,即真空度的变化对NER几乎无影响,因而在产品制造过程需满足出瓶真空度大于1.0×10-2Pa即可,此处不再对其进行研究。
3.3.1 夹层空间对NER的影响
同一支撑结构及绝热系统设计下,NER随夹层空间(去除铜管所占距离后的净空间)的变化曲线,通常立式焊接绝热气瓶的绝热材料缠绕厚度多介于8~10 mm之间。当夹层净空间小于绝热材料缠绕厚度时,绝热材料与外壳铜管接触形成新的导热路径,将会造成NER急剧增加。
3.3.2 支撑结构对NER的影响
表1以DPL450-195-2.4型立式焊接绝热气瓶为例,在保证绝热系统及充装率设计相同的情况下,通过试制试验完成了不同支撑气瓶NER和维持时间对比表。根据结果可知,在充装量,夹层空间,绝热材料相同的情况下,随着支撑结构导热减小,NER值明显降低。

表1 不同支撑结构气瓶NER和维持时间对比表
3.3.3 绝热材料对NER 的影响
表2以DPL450-195-2.4型立式焊接绝热气瓶为例,在相同充装率及结构设计情况下,采用2种性能不同绝热纸,通过试制试验对比得出性能优的气瓶NER明显提升。
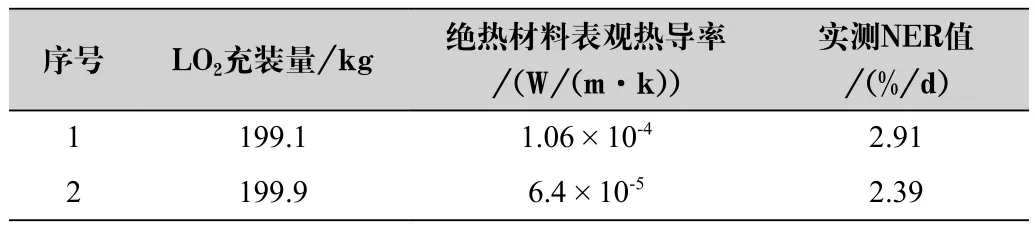
表2 不同绝热材料NER和维持时间对比表
4 立式焊接绝热气瓶设计要点
鉴于近年来气体切割、焊接、低温实验室、医疗用气的持续发展,立式焊接绝热气瓶凭借其投资成本低、更换方便及运输便捷等一系列优点,在工业、学术、医疗等领域仍占据重要市场份额。基于以上立式焊接绝热气瓶结构特点及试制试验,总结出以下设计要点:
(1)充装率设计时,建议不要追求越大越好,需要结合法规要求及产品性能;
(2)产品支撑结构设计时,在满足强度要求的前提下,颈管的壁厚可采用局部削薄结构,其长度尽可能较长。同时控制下端支撑板的厚度,增加其长度,也可采用环氧玻璃钢轴套替代不锈钢轴套。
(3)夹层空间设计时,无论汽化盘管采取何种缠绕方式,建议净夹层空间(外壳内直径-内胆外径-铜管所占厚度)需大于绝热材料缠绕厚度,保证绝热材料不与外壳内壁上铜管接触,形成新的导热路径。
(4)绝热材料选取时,可经过测试对比选取表观导热系数更低的绝热材料,能够有效地降低气瓶NER,提高产品维持时间。
5 结语
通过对杜瓦瓶的关键性能指标研究,对以后的产品开发提供了设计依据:
(1)新产品开发前期需结合客户需求和对标竞品技术参数,制定设计目标;
(2)后期产品试制及试验过程中对重量、静态蒸发率、维持时间等各项技术参数进行测试,核查试验数据是否达到设计目标,作为产品定型技术参数依据。
