制作钛钢复合板管箱的焊接工艺分析
2021-04-23陈金顶赵一普崔健南京三方化工设备监理有限公司江苏南京210036
陈金顶,赵一普,崔健(南京三方化工设备监理有限公司,江苏 南京 210036)
0 引言
钛钢复合板管箱焊接工艺,因为钛合金本身具有超强耐腐蚀性,加上强度大等优势,不管是焊接性还是使用期间的韧性等,均为钛钢复合板管箱的应用创造更多空间。当前航天行业、化工制造等行业均应用到钛合金材料。尤其是化工行业,因为化学产品生产制造过程中均存在一定腐蚀性,加上应用材料特殊,所以需要应用钛合金材料的化工容器完成储备、反应等工作。钛钢复合板管箱焊接操作工艺复杂,很多环节均要求能够一次焊接成型。结合钛钢复合板管箱焊接工艺的应用进行优化分析,保证焊接工艺操作顺利完成。
1 钛钢复合板管箱焊接工艺工程介绍
钛钢复合板焊接工艺的应用研究,主要结合某公司所上的PTA项目为前提,其中涉及到冷凝器设备,其作为系统关键设备组成,冷凝器的管程因为介质腐蚀性等原因影响,所以选择钛钢复合板。其中涉及到基层与覆层,基层钛钢复合板主要选择Q345R,规定厚度在30~50 mm。覆层钛钢复合板则选择纯钛板,厚度要求为3 mm,型号为TA1。通过对钛钢复合板的有效焊接,确保分离器筒体板符合规定要求。钛钢复合板焊接,因为受到铁、钛元素特点加上线膨胀系数等的影响,加上两者热导率相差过多,所以焊接接头处理以及质量控制非常关键。尤其是钛钢复合板的低熔点共晶体以及TiC等情况特殊,需要积极对钛钢复合板焊接技术进行优化,以此保证焊接质量。
2 钛钢复合板管箱焊接特点分析
钛钢复合板管箱焊接工艺较为复杂,因为钛金属属于不能熔类型,如此能够在钛钢复合板焊接处理中节省过渡层焊接的不足,但是钛金属焊接期因为高温以及钢等的影响,会在焊接中产生金属化合物,如此强度降低,整体会出现脆化现象。一旦出现脆化现象,则钛焊接就面临着失败[1]。正因为这样,必须确保管箱焊接期间,将钛钢复合板的两种材料分开进行焊接处理。钛钢复合板焊接处理中,为了保证材料本身的强度,需要通过基层钢板加上复层处理的方式进行优化,如此不仅基本强度得到提高,同时抗腐蚀性也得到提高。在此基础上对复层进行特殊处理,通过复层加盖板的形式,有效防止不锈钢层被介质腐蚀。应用专用填充材料将盖板以及钛钢复合板之间进行充分填充,以此保证钛钢复合板焊接质量[2]。
作为金属元素,钛在液态时极易受到温度的影响,氢、氧和氮等气体均可被钛吸收,导致钛的性质出现变化。氢、氧和氮等元素的吸入会影响到钛塑性,钛钢复合板焊接期间会出现韧性下降的情况。碳钢基层焊接处理中,需要提前对接头位置进行复层剥离处理,如此可以避免焊接期间受到氧化影响导致碳钢基层焊接性能达不到理想要求[3]。钛钢复合板管箱焊接期间,因为管箱设计要求,划分为A、B两种焊缝;管箱上开孔接管的焊缝,根据焊接规划,均采用焊接接头型式完成焊接处理,具体如图1和图2所示。

图1 焊接示意图
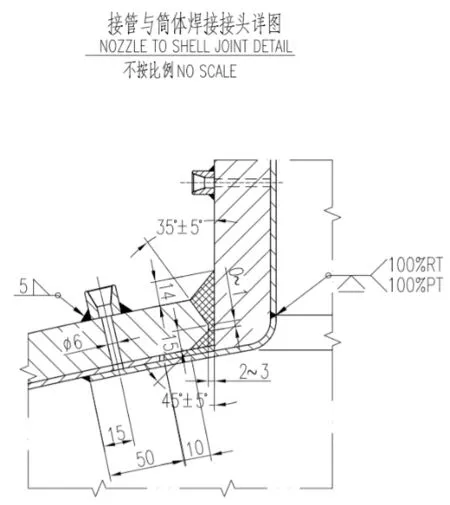
图2 焊接示意图
焊接方法选择中,结合钛钢复合板电阻系数以及热容量等特点,加上其热导率相对较低,所以必须保证熔池尺寸以及焊接时候的温度。尽量延长热影响区的停留时间,避免出现接头过热现象,同时还能有效规避晶粒粗大以及塑性低的情况[4]。焊接方法选择,电流与焊接速度的控制,要求以小电流为主,加快焊接速度。及时对钛钢复合板清根处理,防止出现铁离子污染现象,焊接方法以手工氩弧焊(如需)、手工焊、埋弧自动焊的综合焊接为主。具体可参考NB/T 47015—2011《压力容器焊接规程》。
3 钛钢复合板管箱焊接工艺应用
钛钢复合板管箱焊接工艺,严格遵循基层焊接为先,复合焊接为后的顺序。基层焊接相较于复合焊接简洁,焊接工艺的应用已经非常成熟。
3.1 基层材料焊接处理
基层材料焊接处理,涉及到埋弧自动焊以及焊条电弧焊、气体保护焊等多种焊接处理手段。要求基层板点根据钛钢复合板管箱焊接情况设计宽长度在40~50 mm之间,其中涉及到的所有焊缝错边量,规定均≤1.5 mm。纵缝焊接中,开始端需要进行引弧处理,待焊接完毕,引弧板需通过等离子切割的方式完成切割,并打磨去除切口渗碳层。做好基层焊接期间环焊缝的对接处理,不仅如此还包括基层板纵以及临时支撑构件,焊接过程中都要控制层间温度不能超过200 ℃。焊接缝及时检查,做好焊接打磨处理,检查方法中X射线最为重要。所有检查均通过后进入到钛材焊接环节[5]。
除此之外,要求所有承压件焊接接头处理,尤其是连接位置,焊接操作都必须根据TSG 21—2016《固定式压力容器安全技术监察规程》、NB/T47014《承压设备焊接工艺评定》、TSG Z6002—2010《特种设备焊接操作人员考核细则》、GB/T 150.1~4—2011《压力容器》等规范。焊接处理期间,手工焊条电弧焊焊缝金属厚度按照要求必须≤3.0 mm,埋弧焊焊缝处理则厚度≤4.0 mm,手工钨极氩弧焊焊缝处理,按照规定金属厚度≤2.0 mm,管头自动焊焊接处理,厚度需≤1.0 mm。所有焊接操作,材料存储期间,都必须做好烘干温度以及保温等处理,根据供应商提供的焊接材料使用说明为主,特殊情况下则需要以焊接工艺为准。
3.2 钛复合板焊接工艺
钛复合板焊接处理中,结合上述对钛的介绍以及复合板焊接注意事项总结,前期做好充足的准备工作。确定焊接保护区域,焊接期间调整好喷嘴与焊件平面的角度,两者必须处于垂直形态,控制好焊丝的摆动。
3.2.1 选择适当的钛复合板焊接环境
钛复合板焊接环境要求必须无尘、无烟,并且保持空气整洁。焊接人员焊接之前需佩戴专业的手套,任何区域均不能在无手套的情况触摸,尤其是坡口位置。坡口处理不允许锤击。出现任何与规定不相符的情况,都要立即终止焊接。及时测定风速是否控制到≥1.5 m/s,湿度是否≥80%,焊件的温度是否≤5 ℃。
3.2.2 焊接涉及到的材料
除了钛复合板之外,焊接还需要应用到钛焊丝、氩气、钨极等。其中钛焊丝主要从钛板母材中提取,但是这种焊丝不能在焊接中再直接应用。需进行清洁与干燥处理,并且将前端位置切除至少10 mm,检查是否存在被氧化现象,如果出现氧化现象立即切除。现在市场上也开始有了成熟的焊丝可供采购。焊材在使用之前应用丙酮或者乙醇等进行化学清洁。氩气必须保证纯度≥99.99%,虽然可以存有氧,但是需控制≤0.002%范围之内,压力≥0.5 MPa,水分要求不能超出0.001 mg/L。钨极主要以铈钨极为主,钨极顶端为主需要经过特殊打磨,不能出现太尖的情况,否则焊接期间受到温度影响会出现夹钨的情况。
3.2.3 焊接预热与定位焊缝
定位焊缝的完成必须由专业人员指导,主要方法为钨极氩弧焊,焊接期间做好定位焊缝的拖罩保护处理。点焊钛盖板期间,必须将钛复板以及盖板距离设定好,要求间距必须在50 mm,并且点焊处理中长度需≤10 mm。焊接中将焊缝的位置错开,尽量在焊接定位处理中不要添加更多的焊丝。在此基础上将钛钢复合板紧密贴合到钛盖板上,将间隙控制到最小,随后进行点焊。
3.2.4 具体焊接处理
焊接工艺应用中尽量控制电弧电压不出现任何波动,并且利用小线能量进行焊接处理。短弧没有过多摆动,对焊缝背面加以保护。将焊丝提前加热,尤其是两端都应该放置在焊接保护气体中加以保护。焊接层间温度控制在100 ℃以内,钛焊缝位置及时进行氩气保护。注意做好焊件表面的保护工作,避免在焊接中出现电弧擦伤的情况,当焊接息弧后,及时将弧坑填满,并且将焊缝表面的缺陷进行打磨处理。
焊接完毕及时对接头积极检查,检查方法主要包括外观与PT检查。具体检查判断及处理方法如表1[5]所示。

表1 焊缝焊接颜色判断检查表
通过表1对钛钢复合板管箱焊接检查情况为基础,外观合格之后还要对管箱进行PT渗透检测,检测等级达到Ⅰ级属于焊接合格。在此基础上还要做好焊缝返修处理,尤其是检测不合格的区域,需进行特殊打磨,如果焊接的母材依然能够满足厚度要求,则可以在母材基础上进行补焊。如果焊接的母材厚度已经不能满足焊接要求,则需要更换母材再次进行焊接。
4 结语
综上所述,钛钢复合板管箱焊接,作为化工企业中的重要容器材料,其质量直接影响到企业生产安全。不仅如此,航天以及其他行业对钛钢复合板材料需求都比较大。钛钢复合板管箱焊接工艺的应用,从前期准备到焊接处理,后期的检测以及缺陷处理都要保证准确到位,如此才能真正做到一次性焊接成型,焊接质量得到提高。
