核辅助系统管道在役检查
2021-04-23李涛
李涛
核工业工程研究设计有限公司 北京 101300
1 核辅助系统管道在役检查(所有的在役检查方法均为无损检验)方法有如下四种
(1)目视检查(VT):用肉眼或者辅助观察设备对管道及其支撑的破坏情况所作的直观检查。
(2)液体渗透检查(PT):用于检查焊缝的开口性缺陷,例如:裂纹。
(3)超声波检查(UT):a.检查管道局部的厚度--弯头的外弧面;b.检查焊缝的内部缺陷—未融合。
(4)射线检查(RT):用于检查焊缝内部缺陷,如气泡及夹渣等缺陷。
以上四种方法经常单独使用,但某些部位需要结合使用。检查部位不同,检查方法可能不同,如图1所示.
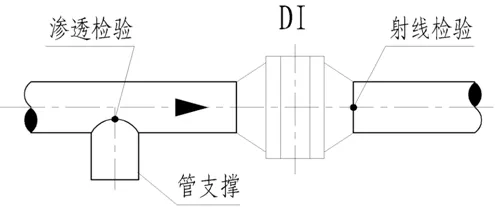
图1
2 在役检查频度
(1)在役检查一般是利用停堆换料或检修机会进行。
(2)频度由核电运营商确定—10年/次or第5年一次、第15年一次、第30年一次?
(3)全面在役检查:全部检查。
(4)部分在役检查:两次全面在役检查之间的部分检查。
3 结合实际工作,对以下受检部件进行分析和总结。
(1)管道的整体支吊架。①检查范围:管道及相关支吊架(RCVRHRTSMTFM……)。②破坏机理:管道的振动或管道施加的力。③检查方法:目视检查。
(2)管道及其支吊架。①检查范围:管道(RIS2级CSPTFAWCCWESRFT……)。②破坏机理:管道腐蚀或震动,管道破损及泄漏零部件松动或者破坏。③检查方法:目视检查。
(3)管道支撑与管道之间的焊缝。①检查范围:焊接管道支撑焊缝(RCV、RIS、RHRTSMTFM……)。②破坏机理:管道热位移产生的应力导致裂纹。③检查方法:液体渗透检查。
(4)阀门两端与管道之间的焊缝。①检查范围:阀门两端的焊缝(RCV、RHR二级管道的阀门)。②破坏机理:阀门本身的重量及对阀门的操作所产生的应力导致裂纹。③检查方法:液体渗透检查。
(5)接管座与管道之间的焊缝。①检查范围:接管座与管道之间的焊缝(TFM主管道上的TFA、WCR接管座)。②破坏机理:支管的重量及运行产生的应力导致裂纹。③检查方法:超声波检查&液体渗透检查。
(6)碳钢管道弯头的外弧面。①检查范围:弯头或U型弯外弧面(TFA、TSM主管道上的弯头)。②破坏机理:流体加速腐蚀导致弯头爆裂。③检查方法:超声波检查。
(7)SG主蒸汽出口管道环焊缝。检查范围:SG主蒸汽出口与第一个弯头连接的环焊缝及该弯头下游的环焊缝3.7.2检查方法:超声波检查
(8)孔板(DI)下游焊缝。①检查范围:孔板(DI)下游5D区域焊缝(RCV2级管道孔板下游),如下图2所示。②破坏机理:喘流、两相流导致焊缝缺陷扩大。③检查方法:射线检查
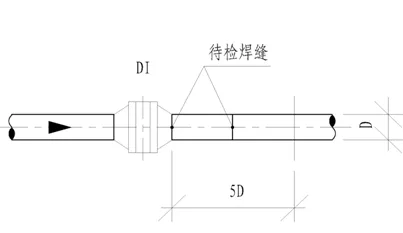
图2
(9)调节阀下游焊缝。①检查范围:调节阀下游5D区域焊缝(RCV2级管道调节阀下游)。②破坏机理:喘流、两相流导致焊缝缺陷扩大。③检查方法:射线检查。
4 结语
综上所述,对核辅助系统管道在役检查的检验方法和注意事项进行了论述以及核辅助系统管道破坏机理进行梳理.在役检查是一项与实践紧密结合的工作,在生产过程当中严格按照规范等相关技术文件做好在役检查,对日后核辅助系统管道在役检查工作的开展具有一定的指导性和实用性。