卧式加工中心旋转工作台坐标变换宏程序应用
2021-04-21李洪
李洪
通用技术集团大连机床有限责任公司 辽宁大连 116620
带回转工作台的卧式加工中心在加工箱体类零件时具有一定的优势,它可以一次装夹完成除顶面和底面以外其他各面的加工,因此可以减少装夹次数提高加工效率和加工精度。但存在的问题是,当工作台旋转后工件各个面的相对位置也随之改变,这就需要每次旋转角度后重新建立工件坐标系。当加工面较少且加工基准比较容易找到时,我们可以采用这种方法来编程。如果零件加工的角度较多时编程和调试就比较麻烦,除非装夹时能将编程原点和工作台回转心完全重合,但这是很难做到的。针对这种问题,本文介绍了一种用宏程序在工件旋转后将工件坐标系进行变换的方法来进行编程和加工。
1 原理详述
利用宏程序坐标变换的方法就是计算出每次转位后新的编程原点相对于原始编程原点的偏移量,再通过宏变量把这个偏移量写入零点偏置表里,编程时我们只需按照图纸来编写就行了。这样我们只需要设置一个初始零点偏置,而不必考虑转位后零点变化的问题了。
加工如图1所示的孔1时,因孔1轴线与机床Z轴轴线之间存在一个β角,因此必须将工作台旋转一个β角,使孔的中心线与Z轴平行(如图2所示),设O点为工作台回转心,A点为工件坐标系原点,A点与O点不重合,当工作台旋转β角后A点也随之旋转了β角转到了B点位置,因此原先工作台0度位置设置好的工件坐标系就不能再用了。如果通过计算能够将B点的坐标位置计算出来,并将它作为旋转后的工件坐标系,那么编程工作就会变得十分简单,公式推导见表1。

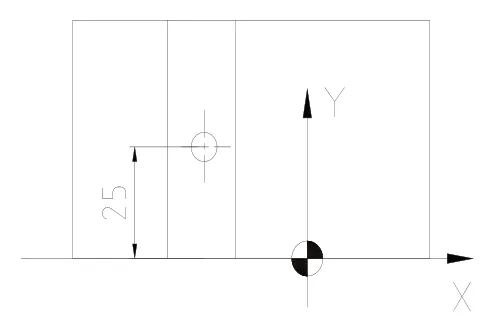
图1 工作台0 度位置

图2 工作台旋转β 角后位置

表1 公式推导
2 实际应用
加工如图所示孔:

宏程序如下:

3 结语
在卧式加工中心上加工多角度的箱体类零件时,工件坐标系原点是随着角度的变化而变化,这是编程和调试的难点。针对这个难点,通过宏程序将变化的坐标系经过变换重新获得新的坐标系,就会使编程和调试工作变得简单而轻松了。
