冷轧开卷机卷筒水平度分析计算
2021-04-19王明龙孟祥东
王明龙, 孟祥东
(中冶赛迪工程技术股份有限公司,重庆401122)
0 引言
开卷机用于开启成卷带钢,凡是以带卷为原料的生产机组(如连续酸洗、连轧机、连续镀锌、连续退火、重卷、纵切及横切等机组),前端都要设置开卷机。按照开卷机卷筒的结构分类,常用的开卷机有双锥头式、双柱头式和悬臂式等3种形式[1-2]。本文以连续酸洗机组的悬臂式开卷机为例,分析计算各因素对卷筒水平度的影响情况。
在开卷机开卷过程中,卷筒的水平度对带钢跑偏情况影响非常大,一旦其偏差值超过设计要求将使带钢持续跑偏,甚至造成刮边,严重影响生产效率及成品率。因此分析卷筒水平度的影响因素,从根源上保证其偏差值,对开卷机及卷筒的安装维护工作具有指导作用,对保证机组的生产效率及成品率具有积极作用。
1 开卷机卷筒的结构分析
悬臂式开卷机按照悬臂卷筒结构又分为连杆式和斜楔式两种[3]。实际应用中根据开卷机的工况进行选择。当带卷重量和开卷张力都不大时,可采用连杆式悬臂开卷机。连续酸洗机组中带卷重量及开卷张力都较大,所以开卷机一般采用斜楔式悬臂开卷机。斜楔式悬臂卷筒具有较大的强度和刚度,能保持钢带在开卷过程中的稳定运行,尤其是在薄带钢甩尾时效果显著。另外,为了减小悬臂卷筒的弯曲和摆动,一般在卷筒轴头设有外支撑装置,在开卷过程中给与卷筒头部支撑。
本文以某工程的斜楔式悬臂卷筒为例进行分析,结构如图1所示。该类卷筒通过胀缩缸1活塞杆的伸出与缩回驱动拉杆3沿着卷筒轴向移动,拉杆3与斜楔8通过一个长键连接,斜楔8随拉杆3在沿卷筒轴向方向移动,扇形板7与斜楔8通过T形结构连接,扇形板7随斜楔8的轴向移动实现径向移动,最终实现卷筒的径向胀缩。卷筒的安装固定是通过卷筒轴承一2和卷筒轴承二6作为支撑安装到开卷机非标齿轮箱内,其中卷筒轴承一2作为轴向固定端、卷筒轴承二6作为轴向浮动端。卷筒的旋转运动是由驱动装置通过齿轮传动传至传动齿轮5,传动齿轮5与芯轴4通过键连接实现同步旋转,芯轴4与拉杆3及斜楔8通过键连接实现同步旋转,扇形板7通过斜楔8驱动同步旋转。另外,在正常生产时由外支撑装置对轴头9进行支撑,可以很好地保证卷筒的直线度,减少卷筒下挠,保证带卷在开卷过程中稳定运行。
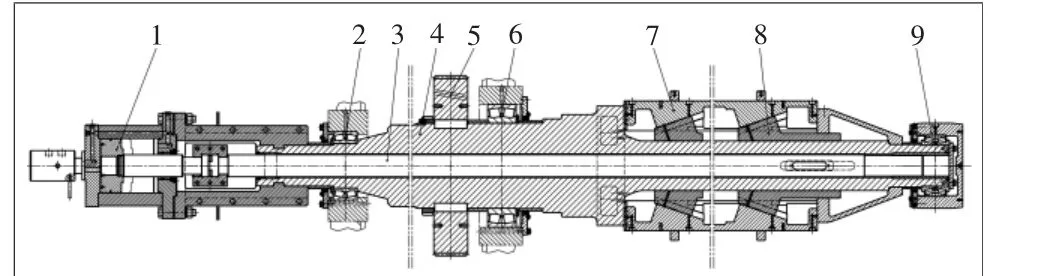
图1 斜楔式悬臂卷筒结构图
通过对斜楔式悬臂卷筒结构的分析可以发现如下特点:1)大悬臂量;2)由两盘调心滚子轴承支撑在齿轮箱内;3)芯轴4、斜楔8及扇形块7之间相互滑动;4)结构复杂。
2 开卷机卷筒水平度的影响因素分析
由于该结构卷筒存在以上特点,所以卷筒的水平度的影响因素也就比较复杂。下面就针对该类结构卷筒的特点,逐项分析其对水平度的影响情况。
2.1 大悬臂量的影响
当开卷机外支撑打开时卷筒处于悬臂状态,其由轴承支撑在齿轮箱内。由于卷筒悬臂部分较大,其在自身重力作用下悬臂端产生变形,卷筒头部下挠。本文采用SolidWorks建模,并用其自带的Simulation模块进行分析。建模过程中根据力学理论对其进行了简化,将卷筒内部复杂的相互接触配合零件进行了简化。在用Simulation进行分析时,将芯轴4在卷筒轴承二6的位置进行固定约束,对其整体施加以重力作用。经过软件计算得出分析结果如图2~图6所示。

图2 卷筒简化图

图4 卷筒在重力作用下的应力云图

图5 卷筒在重力作用下的位移云图

图6 卷筒扇形板中位在重力作用下的位移情况
对软件分析结果整理总结,得出以下结论:1)卷筒最大位移出现在轴头位置,为0.248 mm(应力为0.009 MPa);2)卷筒最大应力出现在卷筒轴承6的外侧,为17.50 MPa(位移为0.008 mm);3)卷筒扇形板中心位置位移为0.11 mm,应力为0.66 MPa;4)卷筒扇形板中部水平度为(0.1196-0.1098)÷(758.734-544.359)=0.046 mm/m。
2.2 轴承游隙及配合的影响
该卷筒通过卷筒轴承一2和卷筒轴承二6安装支撑在开卷机齿轮箱内,轴承内圈与芯轴4之间采用过盈配合,轴承外圈与齿轮箱之间采用间隙配合。轴承的游隙会受到轴承内、外圈过盈配合及轴与壳散热情况的影响,在安装过程中仅需考虑轴承配合对其的影响,在正常生产过程中需要考虑该两种情况的影响。
2.2.1 安装过程中(不考虑轴承内外圈温差引起膨胀不同的影响)
开卷机在安装过程中以卷筒的安装精度为最终保证目标[4]。安装过程中轴承内外圈处于相同温度,可以不考虑内外圈温差对轴承游隙的影响。卷筒在自由状态时,由于卷筒重心在卷筒轴承二的右侧(如图7),在重力作用下卷筒轴承一的上部为承载区、卷筒轴承二的下部为承载区。该卷筒芯轴及轴承参数如表1所示。

图7 卷筒支撑简化图

表1 卷筒支撑位置轴承与机加工件配合及轴承参数
轴承内圈与芯轴的配合采用过盈连接,由于内圈与芯轴的紧密连接会导致轴承游隙值发生变化。轴承外圈与齿轮箱的配合采用间隙配合,该配合关系不会影响轴承游隙。一般情况下,轴承内圈滚道的扩张量可近似取其配合过盈量的80%,轴承外圈的收缩量可近似取其过盈量的70%。经计算,该卷筒轴承由于轴承内圈过盈引起的游隙变化值如表2所示。

表2 卷筒支撑位置由于轴承与机加工件过盈引起轴承游隙变化量
根据表2中轴承游隙的变化量计算卷筒轴承的综合间隙,如表3所示。
根据表3卷筒轴承的最大及最小综合间隙计算卷筒的水平度,如表4所示。

表3 卷筒支撑位置综合间隙
2.2.2 正常生产过程中(考虑轴承内外圈温差引起膨胀不同的影响)
正常生产时,由于齿轮箱的散热情况引起轴承内外圈温度不同,从而引起轴承径向游隙变化,变化量ΔGrt可以按照公式近似计算:

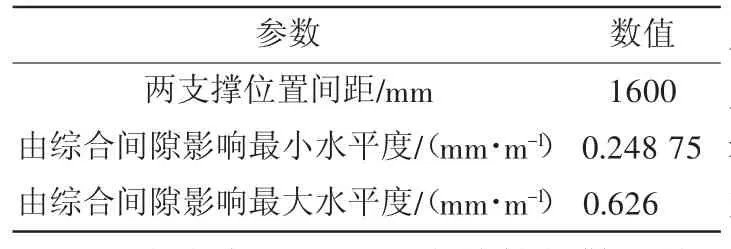
表4 轴承游隙对卷筒水平度的影响
其中:α为钢的线膨胀系数,取α=0.000011 K-1;d为轴承内径,mm;D为轴承外径,mm。
根据公式计算结果如表5所示。
将表4与表6进行比较可以发现,由于轴承内外圈温差的影响使轴承间隙减小,从而减小对卷筒水平度的影响。
综合来看,轴承游隙及配合对卷筒水平度的影响较大,在安装过程中应当予以考虑。
3 结语
通过对卷筒水平度的影响因素的分析,我们可以发现大悬臂量及轴承游隙对卷筒水平度的影响都是不容忽视的,所以无论在设备安装还是正常使用时都应将卷筒轴头采用外支撑进行有效支撑,并保持卷筒的水平度在0.05 mm/m范围内,且卷筒水平度要求轴头上翘。

表5 轴承在正常生产时由于轴与壳的散热条件和膨胀系数不同导致轴承游隙的变化量

表6 轴承游隙对卷筒水平度的影响(考虑轴承内外圈温差)