SK型两辊炼塑机的分析与改进
2021-04-16潘佳佳朱壮生舒晓春
潘佳佳 朱壮生 舒晓春
(1.巨一科技股份有限公司,安徽 合肥 230000;2.长虹美菱股份有限公司,安徽 合肥 230000;3.宣城职业技术学院,安徽 宣城 242000)
1 两辊炼塑机的介绍
1.1 两辊炼塑机的发展历史
两辊炼塑机又叫开炼机, 全称开放式炼胶机,是橡胶工业中的基本设备之一,也是三大炼胶设备之一,它是橡胶工业中使用最早,结构比较简单的最基本的橡胶机械。
1.2 传统两辊炼塑机的结构和工作原理
传统塑炼机是由两个相互平行的前后辊筒组成。辊筒的传动是由电机直接驱动减速机,经过齿轮副传递所需要的速度,前后辊的速比是固定的。辊筒为中空结构,其内可通入介质加热、冷却或由电热管加热。通过操作调距手柄,来调整两辊筒之间的缝隙太小和相互平行[1]。在前辊左右轴承座的前端部装有一个垫片断裂装置以保安全,整个机体由地脚螺栓固定在地基上。工作时,两根辊筒的上面是工作面,原料就是加在工作面上,但是在实际工作时两根辊筒的相对旋转速度不一样,另外工作面上每个地方的温度一不一样,原料吸入热量后会变软,可能会粘在转动的辊面上,两辊筒之间的间隙较小,使得材料受到强烈的挤压和剪切等作用,还有操作者的翻动,将物料得到均匀的混合,最后达到所需的状态。
(传统炼塑机如下图所示)
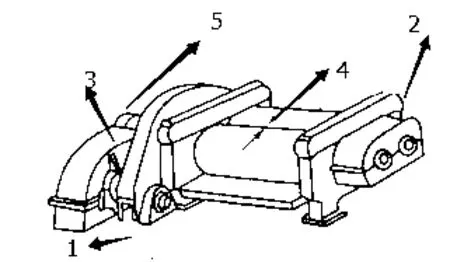
具体结构阐述如下:
1.机箱,2.机架,3.传动系统,4.加热系统,5.紧急停车装置,
2 SK16型两辊炼塑机的结构特点
1)SK型两辊炼塑机主要由加热滚筒、驱动主电机、变速齿轮、机架、电源控制柜、调距装置、润滑系统等等组成。
2)通常SK型两辊炼塑机的混炼容量为0.1~3kg,滚筒温度从常温到300℃,加热方式有油加热和电加热棒两种。
3 SK型两辊炼塑机分析和改进
3.1 SK型两辊炼塑机的缺点分析
SK型滚筒的加热元件一般为电阻加热棒加热、蒸气加热、导热油加热。加热棒通过空气传导,热效率低、受热不均匀,并存在卡死故障。蒸汽和导热油加热存在漏气、漏油等等故障。
SK型为小型炼塑机,是一种实验室检测专用的机型,温度控制通过简单的调压器,配合手持式表面温度测试仪进行检测,其精度低,易跑温,特别是应用在塑胶着色检测方面,较少的物料被塑化,滚筒温度的精确性将直接影响到其颜料分散性,分散的好坏将导致着色力、色相等等发生较大变化,色差不稳定,导致颜色检测数据波动大,重现性差,使其后期配色系统无法正常运转。
手动调节两根前后滚筒的间距,调整精度低。作为颜料检测来讲,一个颜料的着色力高低,分散性的好坏,每次都要通过调整不同的辊距间隙,在不同的压力情况下,检验颜料的分散程度,颜色质量是否同标准一致。可见手动调节辊距,人为的因素太多,出错的概率较高。
主驱动电机采用固定转速运转。而在试验检测当中,检测人员经常会碰到需要通过改变工况条件,多途径评价颜料质量性能,所以就导致检测设备无能为力。
3.2 针对SK型两辊炼塑机的改进
3.2.1 改进后的结构组成
主要包括前锟筒和后锟筒;前锟筒和后锟筒连接速比齿轮组成;还包括变频驱动主电机系统、前后辊高频电磁加热器、滚距自动调节装置、循环油泵和混炼时间报警器组成;
3.2.2 电磁加热的应用
将传统空气热传导方式改为电磁加热。由于前后滚筒是在不停地做旋转运动,传统的加热棒固定端始终是存在与滚筒接触,随着频繁的升温降温,固定端最终会出现松动,将连带加热棒发生位移,发生短路故障。而电磁加热方式就完全避免了与筒体的接触,转热效率高,不需要提前6小时开机预热,调换温度时也方便快捷。从而改善了夏天工人的工作环境,降低了电耗,提高了工作效率。
3.2.3 电磁加热控制器和感应线圈的设计要求
1)前后滚筒分别独立匹配一套电磁加热温控系统,即电磁加热控制器1和2分别连接第一温控仪和第二温控仪;所述电磁感应线圈1连接第一固态继电器、第一接触器和前红外线温度传感器;所述电磁感应线圈2连接第二固态继电器、第二接触器和后红外线温度传感器组成;所述电磁感应线圈安装在前锟筒和后锟筒上。
2)电磁加热器的加热线圈的横截面面积为4平方或者以上的耐高温线,其缠绕在加热滚筒的左端面外部。
3)对于加热线圈绕法一般有圆形绕法,当圆形绕法时,滚筒左端面外部要用高温棉包住约20mm,再用玻璃丝带包一层,然后绕线圈,且加热器线圈要用云母绕包玻璃纤维编织成耐高温电缆。
4)设定开机频率为25-35KHz,绕线圈完成后,测量线圈电感量约为130-140uH。在此电感量作为一个参数,具体使用时要进行工作电流的实测,我们通过增减线圈匝数或者长度,得到匹配功率,所以对于温度要求高,其感量适当减小。保证工作频率在15-30KHz范围内,保持加热到所需最高温度时频率不低于13KHz。
5)在控制器最醒悟的地方标注“散热器工作中带电,请勿碰撞其它物体”。
3.2.4 SK型温控系统的改进设计和要求
1)将调压器控温改为红外线温控仪监测控制。温度可适时的进行非接触监测控制,温度精度可以达到正负一度,减少操作人员工作量,避免了滚轮接触式热电偶将滚筒表面划伤。
2)由于红外测温仪的系列、型号很多,每种型号都有自己的参数、性能和功能要求,如测温范围、工作波长、响应时间和工作环境条件和信号处理输出显示方法等等。因此正确选择红外测温仪型号对于温控系统的成功改进是十分重要的。
3)选择红外测温仪需要掌握“三大要素,三项原则”。
三大要素,其一为目标温度范围,其二为目标大小与测量距离,其三为探测目标的材料。
首先,我们的测量要求和要解决的问题如下:如测量目标尺寸、测量距离、要测量的材料、要测量的环境、响应速度要求、准确性要求。第二个原则是比较,它包括比较现有各种温度计的测量要求和需要解决的问题,并选择满足这些要求的仪器。第三个原则是配置,即为各种模型能够满足一系列需求的配置选择性能、功能和最佳价格。
3.2.4 变频驱动主电机系统的设计要求
1)将传统固定转速改为变频调速,所述变频驱动主电机系统由变频器连接主动力电机、主动力电机连接变速齿轮箱组成。
另外,电元件和仪表需要用到专用的屏蔽控制电缆来遮蔽地面。如果处理电子干扰不恰当,会导致整系统就启动不了,导致控制单元的损坏或者故障。我们合理的使用变频器可以提高控制系统的灵敏度,也可以用来抑制噪声。逆变器的单层接地阻力越小效果会越好。地面的截断面积应控制在适当范围以内,长度应控制在20米以内。逆便器的使用必须与动力设备的地面分离,不得与动力设备的地面同时使用。信号输入线的屏蔽层应连接在e(G)上,另一侧不得偏移。否则,就会引起信号波动,导致系统发生动摇。逆变器和控制器要通电。逆变器一般有电网吸入,主要是为了防止雷电瞬间侵袭造成逆变器损坏。但是,在实际工作中,特别是为加工引入电力线路,仅靠吸收网是不能满足要求的。这种产品在旋转强的地区尤为重要。如果在旋转供应的电源上安装了可变频电路专用避雷器,或者按照规定在20米远的距离内设置了避雷器,则换气(换气)必须特别占用。如果电源接上电缆,就应该做好控制室的防雷系统,以防电击进去造成破坏
2)防止电磁波干扰。变频器在工作中由于整流和变频,周围产生了很多的干扰电磁波,这些高频电磁波对附近的仪表、仪器有一定的干扰。因此,柜内仪表和电子系统,应该选用金属外壳,屏蔽变频器对仪表的干扰。所有的元器件均应可靠接地,除此之外,各电气元件、仪器及仪表之间的连线应选用屏蔽控制电缆,且屏蔽层应接地。如果处理不好电磁干扰,往往会使整个系统无法工作,导致控制单元失灵或损坏[1]。
3)变频器的正确接地是提高控制系统灵敏度、抑制噪声能力的重要手段,变频器接地端子E(G)接地电阻越小越好,接地导线截面积应不小于2mm2,长度应控制在20m以内。变频器的接地必须与动力设备接地点分开,不能共地。信号输入线的屏蔽层,应接至E(G)上,其另一端绝不能接于地端,否则会引起信号变化波动,使系统振荡不止。变频器与控制柜之间应电气连通,如果实际安装有困难,可利用铜芯导线跨接[2]。
4)在变频器中,一般都设有雷电吸收网络,主要防止瞬间的雷电侵入,造成变频器损坏 。但在实际工作中,特别是电源线架空引入的情况下,单靠变频器的吸收网络是不能满足要求的。在雷电活跃地区,这一问题尤为重要,如果电源是架空进线,在进线处装设变频专用避雷器(选件),或有按规范要求在离变频器20m的远处预埋钢管做专用接地保护。如果电源是电缆引入,则应做好控制室的防雷系统,以防雷电窜入破坏设备[3]。
3.2.5 前后滚筒材料的筛选设计
1)传统滚筒材质都是铁质镀铬处理的,这种滚筒只是单一起到传热混炼的作用,而不能达到均化调节温度的效果。
2)将前锟筒和后锟筒设计成复合金属滚筒,由铜、铸铁、不锈钢按6:3:1的比例进行组合制成 ,确保辊面温度均匀。
3.2.6 SK型炼塑机的调速和调距系统的设计
1)将主电机固定转速改为变频调节。试验检测需要多少转速就设定多少,灵活方便,扩大设备的应用范围,同时变频器还可以起到保护电机的作用。
2)将辊距手动调节改为液压自动调节。实现将需要的档距设定好,只要按动开关即可达到规定的辊距,避免工人凭经验,目测调整辊距。
4 结论
通过本次对SK型高温炼塑机的分析、改进设计,达到预期的效果。当然随着科技的发展,还可以进一步的智能化改造。