Q415NHB 耐候角钢的研发
2021-04-13张华
张 华
(河钢集团宣钢公司)
0 引言
耐候钢即耐大气腐蚀钢,通过添加少量的合金元素,如Cu、P、Cr、Ni 等,使其在金属基体表面上形成保护层,以提高耐大气腐蚀性能的钢[1];可用于制造车辆、桥梁、塔架、集装箱等钢结构的低合金结构钢。目前我国输电线路铁塔使用经过酸洗、表面镀锌等工艺加工后的角钢作为原料,酸洗、镀锌工序能够增加角钢的耐腐蚀效果,但是会污染环境。耐候角钢具有耐锈、使构件抗腐蚀延长寿命、省工节能的特性,如果在输电线路铁塔中使用,可以取消酸洗、镀锌工序,以减少环境污染,符合国家发展需要。目前,虽然国内生产耐候钢板的厂家较多,但是还没有热轧生产耐候角钢的生产厂家,在输电线路铁塔上推广使用耐候型热轧角钢,不仅可以减少铁塔用钢消耗量,还能降低加工成本,大幅度减少环境污染,是一项具有显著经济效益和环保意义的工作,开发耐候角钢市场前景广阔。
宣钢针对耐候角钢市场调研,为进一步扩大角钢品种,改善角钢品种结构,发挥型材生产线的设备优势,确定开发耐候角钢,以扩充品种范围,从而创造新的销售点,拓宽销售渠道,增强市场竞争力。
1 宣钢型材生产线简介
宣钢型材生产线由中冶华天工程技术有限公司设计完成,设计原则是采用国内成熟可靠的先进工艺技术与装备,达到国内先进水平,设计年生产能力为70 万t(具有80 万t 年生产能力)。
全线共13 架轧机,由交流变频电机单独传动,其中粗轧机组由2架立辊轧机、2架平辊轧机和1架平立转换轧机组成,前三架辊径为Φ800 mm,后两架辊径为Φ700 mm;精轧机组由4架水平轧机和4架平立转换轧机组成,辊径均为Φ700 mm。1 ~3 架主电机功率 600 kW,4 ~9 架主电机功率900 kW,10 ~13 架主电机功率1 200 kW。所有轧机均为高刚度无牌坊短应力线轧机。
轧线其他主要设备包括步进式双蓄热汽化冷却加热炉1 座(炉子产量150 t/h,燃料为纯转炉煤气)、高压水除鳞装置1 套、飞剪2 台、步进齿条式冷床1 座(床面名义尺寸20 m×96 m)、矫直机2 台、成排台架1 座、定尺冷锯机3 台、定尺机1 台、改尺锯1 台、型钢自动码垛机2 套。工艺流程如图1 所示。

图1 工艺流程
该生产线自2007 年投产以来,先后开发生产了8#~20#十二个规格的国标、国网、南网角钢及欧标、美标、日标角钢,产品尺寸、力学性能、表面质量控制较好,均获得用户一致好评,技术人员和操作人员均已掌握了成熟的技术、经验,为后续产品的开发奠定了技术基础。
2 设计思路
耐候钢顾名思义其最重要的性能是耐大气腐蚀,据了解,耐候钢是在表面形成致密内锈层,阻碍腐蚀介质进入基体, 而普通碳素钢在表面形成的存在微裂纹的疏松锈层不利于对基体的保护。因此,耐候钢的耐大气腐蚀性能为普通碳素钢的2 ~8 倍,并且使用时间愈长,耐蚀作用愈突出[2]。耐候钢之所以具有良好的抗腐蚀能力和合金元素(Cu,Cr,Ni 等)有很大关系,因此耐候钢与普通低合金结构钢的重要区别就是两者的合金成分及含量不同。
在耐候钢成分设计时,主要考虑三个方面:一是耐大气腐蚀性能;二是强度和韧性;三是焊接性能和成型性能[3]。
宣钢根据客户需求,开发生产了Q415NHB耐候用10#角钢,用于出口巴西。结合GB/T 4171—2008 耐候结构钢标准和前期开发Q355NHC 耐候角钢的经验,经查阅相关资料,对Q415NHB耐候角钢各成分进行设计,得到下述结论[2,4-6]:
C(碳):提高钢的强度,降低韧性和焊接性。按GB/T 4171—2008 耐候结构钢标准要求,C 含量控制在0.12%以下,冶炼方案按0.07%~0.12%控制。
Si (硅):和Cu、Cr、P 等元素配合使用,能够改善耐大气腐蚀性能,较高的Si 含量有利于细化锈层结构,从而降低钢的整体腐蚀速率。按标准要求Si 含量控制在0.65%以下,冶炼方案按0.20%~0.65%控制。
Mn(锰):稍有提高耐大气腐蚀性能的能力,但也有学者认为增加Mn 含量可以降低耐大气腐蚀性能的能力。标准要求Mn 含量控制在1.1%以下,结合低合金高强度角钢Q420B 的设定成分,Mn 含量按0.8%~1.1%控制。
Cu (铜): 提高耐大气腐蚀性能最主要、最普遍使用的合金元素。在保证耐候性能上,Cu 的作用最大,P、Cr 次之。Cu 还能够抵消S 的有害作用。Cu 的控制范围较宽时,冶炼参数比较容易控制。在钢中加入0.2%~0.4%的Cu 时, 无论在乡村大气、工业大气或海洋大气中,都具有较普碳钢优越的耐候性能,如进一步提高Cu 含量容易引起铜脆。标准要求Cu 含量控制在0.2%~0.55%,因此Cu含量按0.2%~0.4%控制。
P(磷):合金元素中提高耐大气腐蚀性能最有效的元素,可单独使用,但一般与Cu、Cr 配合使用。P 有助于在钢的表面形成均匀的锈层保护膜,但是P 的存在容易使钢出现内裂,而且还会恶化钢的韧性,尤其是降低钢的低温冲击韧性,一般P 含量在0.08%~0.15%时钢的耐候性能最佳。当P 与Cu配合加入钢中时,效应好。标准要求Q415NHB 焊接结构用耐候钢的P 含量控制在0.025%以下。
Cr (铬): 提高耐大气腐蚀性能,但要与Cu、P、Si 等元素配合使用。Cr 能提高钢的钝化能力。耐候钢中Cr 的含量一般为0.4%~1.0%,在标准要求Cr 含量控制范围内。
Ni (镍):对耐大气腐蚀性能有效的的元素,加入Ni 元素后能增加钢的稳定性。Ni 可提高Cu 固溶体的溶点,在钢中加入超过Cu 含量一半的Ni可改善轧制过程中Cu 引起的热裂纹现象。标准要求Ni 含量控制在0.12%~0.65%,冶炼方案按0.15%~0.25%控制。
V(钒):钢中添加钒可以提高钢的强度、改善钢的韧性和塑性,改善钢的工艺性能。钒通过细晶强化和沉淀强化影响钢的强度,结合低合金高强度角钢Q420B 的生产经验,将Q415NHB 钒含量控制在0.02%~0.12%。
根据宣钢的实际生产情况和角钢轧制经验,结合耐候角钢的特性,采取低C、Cu-Cr-Ni- V 微合金化的设计方案,并结合国内生产耐候钢板的生产经验和前期开发Q355NHC 耐候角钢的经验合理控制冶炼、轧制过程,保证成分的均质性、稳定性。
3 生产工艺
3.1 全工序生产流程
生产流程:铁水预处理—冶炼—全程保护浇铸—钢坯加热—控制轧制—冷却—精整—标识、入库。
3.2 冶炼工艺
(1)铁水要求:废钢要求干燥、洁净, 不得混用不锈钢、铜块等。铁水执行炼钢铁水标准要求,废钢和生铁块执行相关标准要求。
(2)准备Fe-Si、Si-Mn、镍板、铜板、低碳铬铁、铝锰合金、钒氮合金、钒铁,强脱氧剂要求干净、干燥,不得混料。
(3)炼钢时向炉前合金工提供准确的合金成分和所要求的数量。冶炼过程中控制好过程温度和出站温度,用铝充分脱氧后加入镍、铬、铜合金,并控制好其收得率。钢包出精炼位后进行钙处理,同时要保证足够的软吹时间。保证红包出钢,钢包不得带包底,透气砖保证畅通;浇钢过程中要求拉速稳定,以保证铸坯内在质量。
生产组织必须满足工艺要求,合理控制生产节奏,以保证铸坯质量。
3.3 轧制工艺
宣钢使用165 mm×165 mm×9.9 m 连铸坯生产10#角钢,开发前制定了详细的工艺方案,专人负责原料质量和工艺设施的抽查。重点对轧辊孔型加工质量、轧机装配质量、导卫开口度、矫直辊压力设定等关键控制点进行检查,并进行记录。用样板卡量各架孔型,确保按照孔型图加工;卡量各架轧机辊缝和导卫开口度,确保按照轧制程序表中的设定参数控制。
原料断面边长允许偏差:±5.0 mm;对角线长度之差:≤7 mm。连铸坯的弯曲度每米不得大于20 mm,总弯曲度不得大于100 mm。
原料表面质量要求:连铸坯表面不得有目视可见的重接、翻皮、结疤、夹杂,不得有深度大于2 mm 的裂纹,不得有深度或高度大于3 mm 的划痕、压痕、擦伤、气孔、皱纹、冷溅、凸块、凹坑。横截面不得有影响使用的缩孔、皮下气泡、裂纹。
因含铜钢有热加工敏感性问题,如加热、轧制工艺不当,易产生裂纹,因此加热炉内采用弱氧化行气氛,严格控制加热时间,尽量避开“铜脆”的临界温度(1 075 ~1 125 ℃),抑制铜在奥氏体晶界的富集[3]。采用两阶段轧制:在奥氏体再结晶温度区采用高温大压下,粗轧道次采用21%~34%的压下率,充分破碎连铸板坯的晶粒,以获得细小均匀的奥氏体晶粒,按照顺轧制方向压下率逐道减小。采用快烧、快轧的工艺制度。生产中专人跟踪加热、轧制过程,记录关键工艺参数,为耐候角钢稳定生产做好数据积累。
关键温度控制参数见表1。

表1 温度制度
宣钢角钢采用的是不带立轧孔的蝶式孔型系统,10#角钢整个孔型系统包括箱形延伸孔型(K11 ~K8)、切分孔型(K7 ~K6)蝶式孔型(K5 ~K2)和成品孔型(K1),如图2 所示。1#和13#轧机空过。

图2 孔型系统
粗轧红坯尺寸允许偏差±3 mm;精轧红坯尺寸允许偏差±2 mm,成品尺寸执行相应标准。轧制工艺参数见表2。
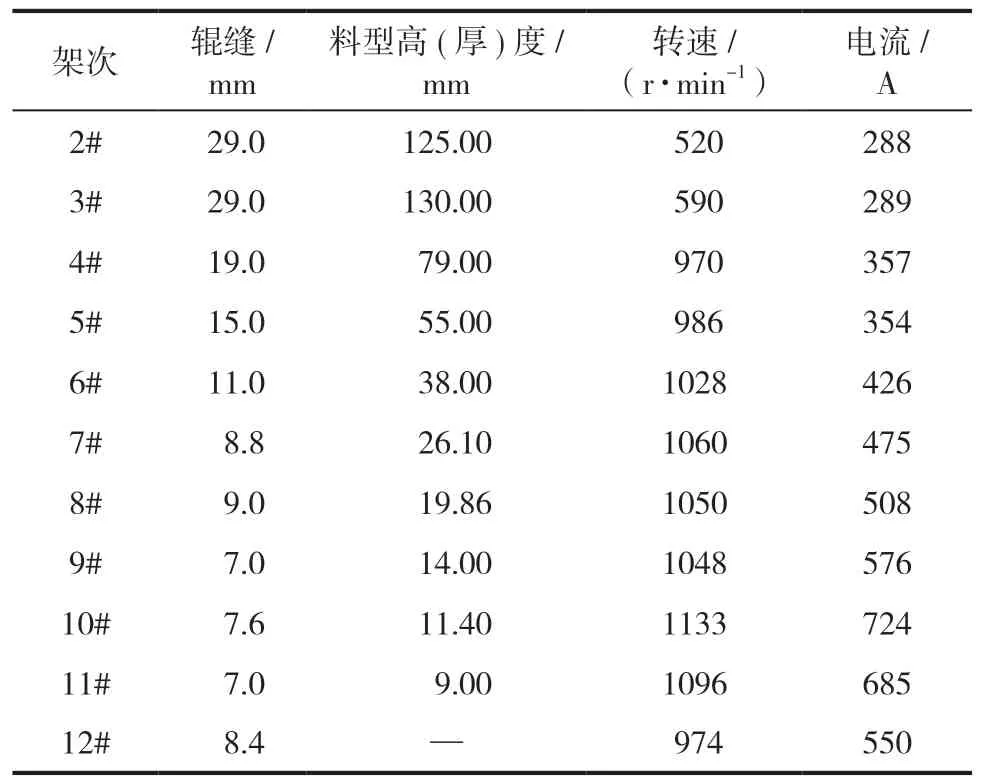
表2 轧制工艺参数
4 结果
4.1 成分
Q415NHB 熔炼成分控制范围见表3。

表3 Q415NHB 成分%
结合客户需求,宣钢冶炼1 炉123 t Q415NHB,炉号140304795,取三个试样进行成分分析,连铸坯熔炼成分均满足标准要求。
4.2 性能
轧制过程中,严格控制加热温度、料型尺寸等关键工艺参数,避水轧制,防止轧辊冷却水喷溅到钢表面,关闭冷床喷雾冷却设施,采用空冷方式。合理控制轧制节奏,保证矫直温度在100 ℃以下。
产品下线后,取8 个试样检测其力学性能。检测数据分析情况见表4。

表4 Q415NHB 角钢性能
从表3 可以看出,Q415NHB 角钢的性能指标均满足标准要求,强度指标略有波动,其中屈服强度的极差为77 MPa,略微偏大;延伸率比较稳定;V 型缺口冲击功的极差略大。屈服强度比标准要求的富余量小,其他强度指标均有一定的富余量。经过检查工艺记录,初步分析,强度偏差较大的原因是轧制过程中,因不定时停机待轧,造成钢坯在加热炉的加热时间不一致,部分钢坯之间开轧温度相差较大;另外,因早晚温差大,冷却速度不同,均可能造成强度极差较大,但因生产批量较少,后续需进一步深入研究分析。
4.3 耐候指数
根据GB/T 4171—2008 《耐候结构钢》标准中规定的Legault- Leckie 公式检测耐候角钢的耐候性。耐大气腐蚀指数越大,钢的耐腐蚀性能越好。
耐大气腐蚀性指数I=26.01(%Cu)+3.88(%Ni)+1.20(%Cr)+1.49(%Si)+17.28( % P)-7.29 (%Cu)(%Ni)-9.10(%Ni)(%P)-33.39(%Cu)2
经过计算,Q415NHB 角钢的耐大气腐蚀性指数在6.5 左右,而与Q415NHB 相应级别的普通低合金角钢Q420B 的耐大气腐蚀性指数在1.5 左右,仅通过耐大气腐蚀指数来看,Q415NHB 角钢的耐候性明显高于普通低合金角钢,因客户仅按照GB/T 4171—2008 《耐候结构钢》标准验收,所以生产的产品满足客户需求,但后续研究者需通过将两种材料在共同的环境中放置相同的时间,检测分析了两种材料具体的耐候性能。
4.4 成品质量
抽测10#角钢成品尺寸50 组数据,统计分析情况见表5,角钢规格为100 mm×100 mm×10 mm×10 m。

表5 成品尺寸
从表5 可以看出,成品尺寸满足标准要求。产品表面光滑,无裂纹、折叠、结疤、气泡、分层和夹杂,表面质量符合GB/T706—2016 标准中相关规定。
4.5 金相组织
将拉伸试样做金相分析(如图5 所示),金相组织为铁素体+珠光体,无异常组织,平均晶粒度7 级。
5 结论
(1)采取低C、Cu-Cr-Ni-V 微合金化的设计方案,成功开发生产了Q415NHB 耐候角钢,产品表面良好,性能强度全部合格,质量稳定。
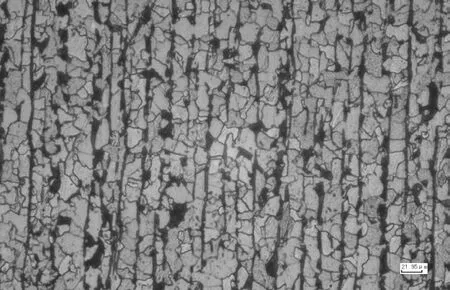
图3 试样的金相组织
(2)宣钢耐候角钢的成功开发,填补了耐候角钢产品空白,进一步扩大了型材品种,改善了型钢品种结构,可增加型材生产线的订单排产量,降低型材生产成本,进一步开拓型钢产品市场,提高产品的市场占有率和竞争力,具有显著的经济效益和社会效益。
(3)开发过程中屈服强度的极差较大,最小值富余量不大,需进一步优化加热、轧制工艺以稳定产品性能。