中国钨产业高质量发展的思考
2021-04-12李仲泽
李仲泽
(中钨高新材料股份有限公司,湖南 株洲 412008)
钨作为稀有难熔金属,具有耐高温、耐腐蚀、硬度高等性能,被誉为“工业的牙齿”,广泛应用于资源开发、机械加工、交通能源、基础设施、航空航天、汽车制造、国防建设等领域,是一种重要的战略金属。我国钨资源储量居世界第一。新中国成立以来,特别是改革开放以来,我国钨产业实现了高速发展,工艺技术不断进步,产品结构持续升级,目前生产量、消费量均居世界第一。但是,我国钨产业还存在资源开发利用效率不高,本质安全环保水平有待提升,特别是在钨及硬质合金深加工领域,存在产品的技术含量、附加值不高等问题。进入新时代,我国全面建成小康社会,开启全面建设社会主义现代化国家的新征程,钨产业如何准确把握新发展阶段,深入贯彻新发展理念,加快构建新发展格局,实现高质量发展,保障国家产业链、供应链安全,笔者结合对钨资源和产业发展的现状分析,以及在钨行业二十多年工作的体会,进行了一些思考,对未来中国钨产业实现高质量发展提出一些建议。
1 钨是稀缺的战略资源,但稀缺度明显改善
我们对于钨资源的基本认识是钨是稀缺的不可再生资源。特别是随着开采年限的增加,黑钨资源逐步枯竭的现实情况,从20世纪80年代开始,就有中国钨资源濒临枯竭,甚至只能开采20年左右的观点。2000年以来,随着地质勘探工作的深入,采选冶技术的进步,特别是白钨资源大量被发现和广泛开发利用,过去被认为不能开发利用的资源得以利用,同时,资源利用效率大幅提升,钨资源的稀缺度有了较大的改善。因此根据钨资源开发利用的最新情况对钨资源稀缺度需要重新研判。
1.1 新探明钨资源储量
根据美国地质调查局统计,2020年全球钨资源储量为340万t(金属量),从2010年到2020年10年间,全球钨资源储量总体变化不大,在290~350万t(金属量)之间波动(具体见图1)。
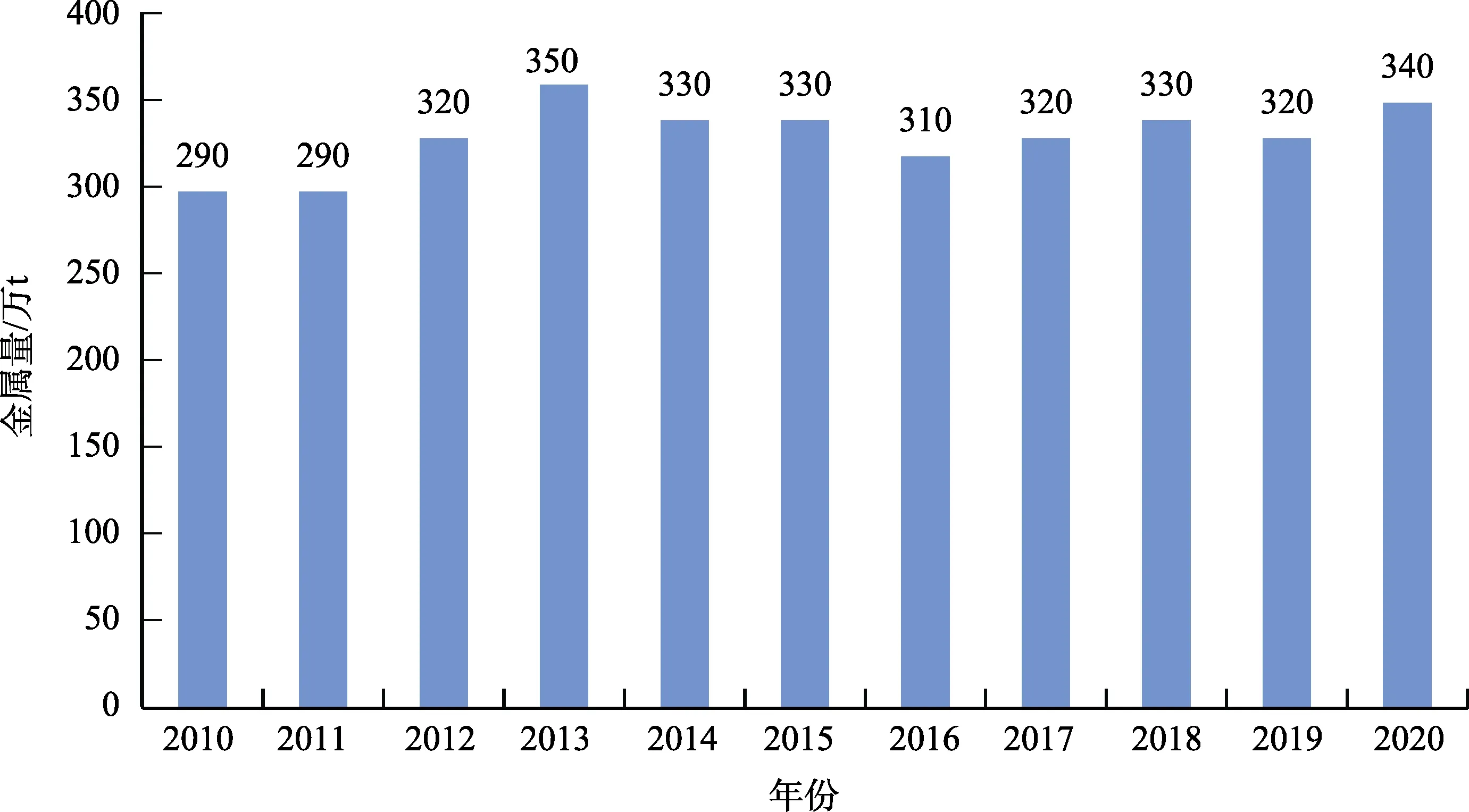
图1 2010—2020年世界钨资源储量Fig.1 Global tungsten reserves from 2010 to 2020
截至2019年,我国钨资源查明储量(可理解为资源量,但实际上该数值比资源量要大,经过初探的均被列入该统计,很多品位极低,并未达到资源量的标准)为888万t(金属量,下同),较2018年新增查明储量38万t,比新中国成立之初的169万t增长了4倍,专家普遍认为我国钨资源仍然具有潜在的找矿前景。近年来,国内钨资源勘查不断取得突破性成果,至2015年,江西武宁大湖塘钨矿北区探明钨资源储量达84万t,为世界级特大型矿床规模;2016年江西浮梁县朱溪钨铜矿查明钨资源量达227万t,成为目前世界最大钨矿。这两座矿山均以白钨矿或黑白钨混合型矿为主,这样特大型钨矿资源的发现直接扩充了中国和全球的钨资源储量规模[1-2]。
1.2 白钨的普遍开发利用
受选矿冶炼技术的制约,过去钨资源的开发利用以黑钨为主。但从资源禀赋来说,黑钨矿床主要是石英脉型,不适宜大规模机械化开采和利用,而白钨矿床则以夕卡岩型、石英岩型,厚大矿体居多,适宜规模化开发利用。近年来,随着新发现的白钨资源越来越多,以及选冶技术的不断进步,白钨资源的利用效率逐步提升[3]。以柿竹园公司为例,其选矿回收率1987年仅为24.9 %,至2020年底,已上升至70 %左右。2009—2018年,中国黑、白钨精矿产量变化情况如图2所示,白钨精矿产量呈持续增长态势,白钨精矿产量占比从2009年的38 %上升至2018年的58 %。

图2 2009—2018年中国黑、白钨精矿产量变化Fig.2 Wolframite and scheelite concentrates of China from 2009 to 2018
1.3 采选冶技术进步
随着采选冶技术的进步,设备、工艺等的提升,钨资源开发利用的综合回收率逐步提高,低品位共伴生白钨资源得到充分利用。
从采矿端看,白钨矿床适宜于大规模的机械化、自动化开采,随着三维矿业工程软件的应用,许多企业建立了三维模型,为采矿提供了更加可靠的依据。随着充填法采矿在钨矿山的推广应用,钨矿的回采率也逐步提高,以单个矿山为例,采用崩落法/空场法,回采率仅60 %,而采用充填法采矿,回采率可达到85 %以上。
从选矿端看,1967年我国第一座全浮工艺的白钨矿选厂,荡平钨矿宝山选矿厂投入生产,拉开了白钨选矿的序幕,并且随着白钨选矿技术、工艺、药剂、设备等的全面进步,白钨矿经济品位、入选品位逐步下降,选矿回收率逐步提高。根据钨协的数据(具体见表1),2009年到2018年,全国钨原矿入选品位从0.29 %下降到0.28 %,选矿回收率从71.08 %上升到78.91 %。

表1 中国钨精矿选矿主要技术经济指标 %Tab.1 Major technical and economic indicators of tungsten concentrate processing in China
从冶炼端看,此前钨冶炼对黑钨精矿分解利用的综合成本更低,但是随着冶炼工艺的进步,一方面,碱分解/苏打分解工艺,对于白钨矿的适应性逐步增强,并且杂质含量低、产品质量和生产流程更稳定。另一方面,硫磷混酸等新工艺只能适应白钨精矿,且金属回收率更高,杂质含量更低。以湖南柿竹园有色金属有限责任公司郴州钨制品分公司(以下简称“郴州钨”)为例,之前只能处理白钨精矿和黑钨精矿的混合物,随着冶炼工艺的不断进步,现在已可单独处理白钨精矿。同时其对白钨精矿的品位要求也在持续下降(具体见表 2),2016年,郴州钨对柿竹园矿的品位要求是42.3 %,到2020年已降至38.1 %。同时郴州钨对复杂矿源的容忍度也在不断提升,2016年,对柿竹园矿中 S、Sn和SiO2的含量要求分别为1.48 %、0.93 %和2.23 %,而到 2020年,这三种杂质的含量已分别上升至3.41 %、1.63 %和4.65 %。选冶联动技术的发展极大地降低了选矿难度,提升了选矿回收率,降低了选冶综合成本。

表2 郴州钨对柿竹园钨精矿的处理要求 %Tab.2 The treatment requirements of Chenzhou Tungsten Company to Hunan Shizhuyuan tungsten
此外,随着技术的进步,尾矿的综合回收量也在不断增加。以河南三道庄矿区的洛阳栾川钼业集团股份有限公司(以下简称“洛钼公司”)和洛阳豫鹭矿业有限责任公司(以下简称“洛阳豫鹭”)为例,其绝大部分钨精矿产量均来自钼精矿的尾矿回收。根据其年报数据,近两年,河南三道庄矿区的钨精矿产量基本维持在9 500 t(金属量)左右(折合标吨约为18 500 t左右)(具体见图3)。
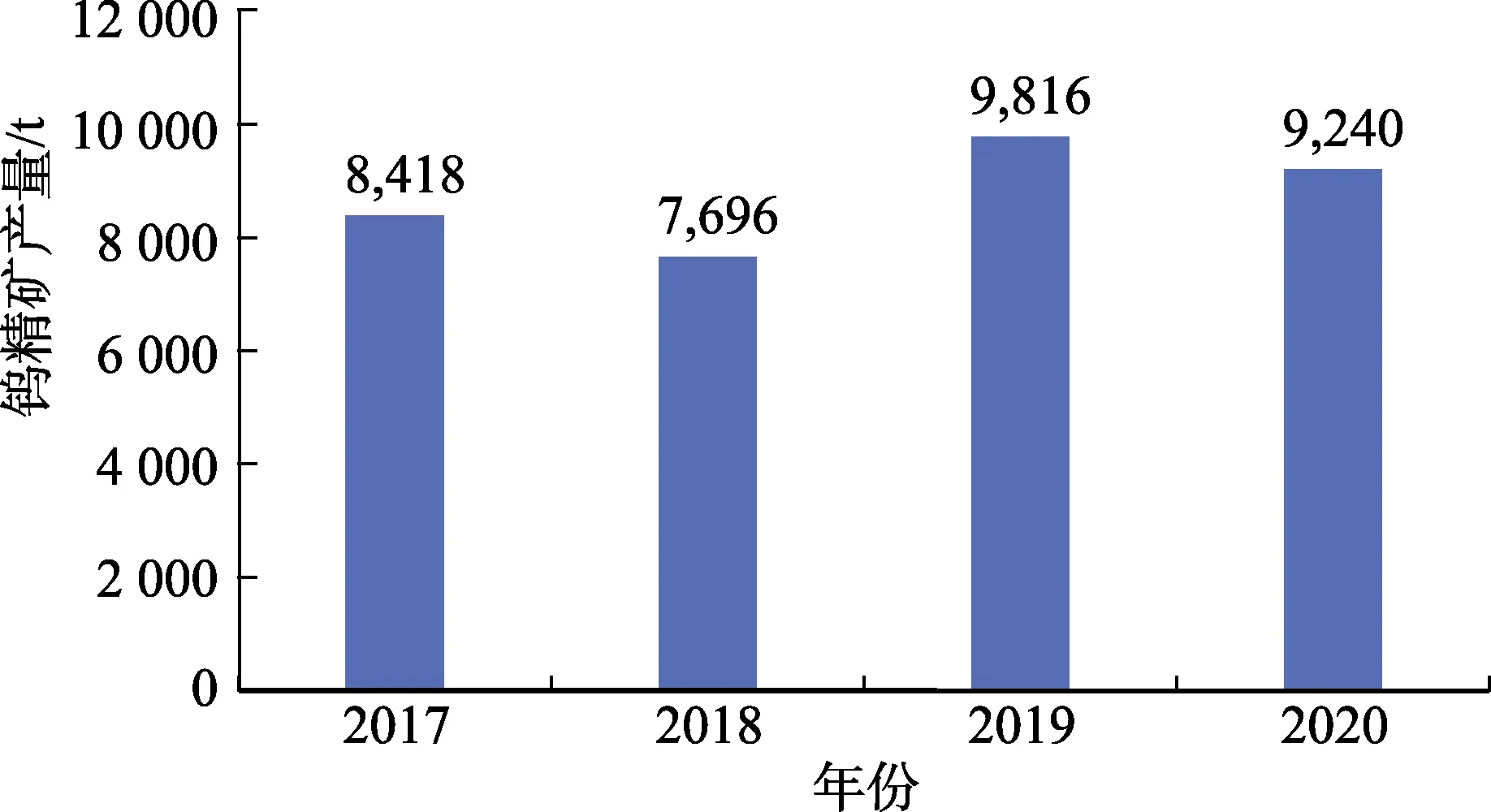
图3 河南三道庄矿区2017—2020年钨精矿产量Fig.3 Tungsten concentrate yield in Henan Sandaozhuang mining area from 2017 to 2020
1.4 钨资源的再利用
钨属于不可再生资源,但属于可再利用资源。在钨产品的应用领域,废钨的再生利用具有良好的经济价值和社会效益[4-6]。在目前经济技术条件下,废钨资源的最高再生利用率大于80 %,但由于各国钨制品消费环境和回收渠道建设水平参差不齐,全球废钨再生利用率在31 %左右。以此推算,全球每年废钨再生利用量约为3.2万t(金属量,对应WO3量为4.3万t)。国际钨协工业协会(ITIA)报告显示,2019年,美国、欧洲的废钨再生利用率分别为47 %和39 %,处于全球领先水平。近年,中国废钨再生利用技术也有了较大突破,废钨再生率提升至23 %,但仍低于全球平均水平(具体见表3)。中国废钨再生利用率虽有了明显的提升,同时,在杂质含量控制方面相较于世界先进水平还有较大差距,目前主要应用在中低端制品上,严重制约了中国废钨再生利用效率的提升。与国外的废钨再利用不同的是,中国对钨,特别是硬质合金产品的翻新再利用规模很大,对硬质合金刀具和钻具的修复、翻新在一些地区已经形成“再制造”产业,这又从另一个角度提高了中国废钨再利用的效率。
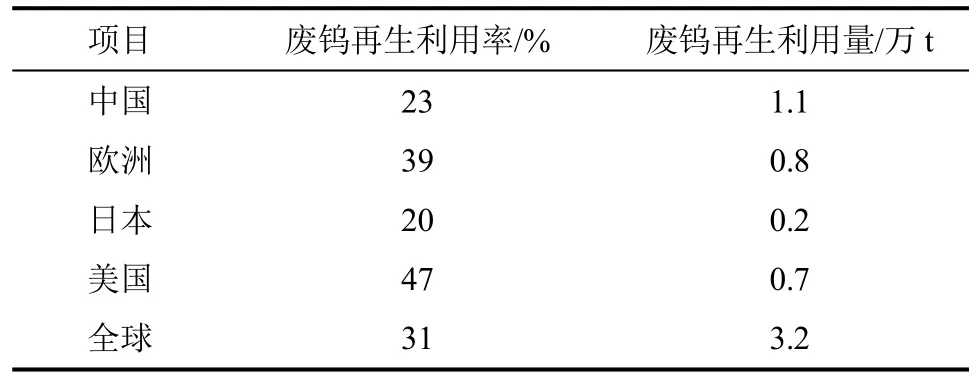
表3 2019年全球废钨再生利用情况Tab.3 Recycling of tungsten scrap in 2019
2 中国是世界钨资源主要供应国,但是供应结构有较大改变
过去普遍认为,中国钨资源在全球供应链中的地位是中国以60 %的钨资源储量,供应了全球80 %的钨消费,控制着全球钨行业的资源端;中国高端钨产品较少,以出口低附加值的初级产品,进口高附加值的高端产品为主。但近年来,国外对中国的资源依存度已有所下降,中国的钨产品结构也不断改善,持续升级。
2.1 中国钨资源储量占全球钨资源的 56 %,稳居世界第一
从国家统计局、自然资源部、中国钨业协会和美国地质调查局多方核实钨资源储量数据,中国钨资源稳居世界第一,根据美国地质调查局数据(2020年),全球钨资源储量340万t(金属量),折合为WO3约429万t,中国钨资源储量190万t(金属量),折合WO3约240万t,这与国家统计局的数据(2016年)中国钨资源储量243万t接近(不含近年陆续勘察发现的大湖塘、朱溪等大型钨矿的储量),因此认为数据较为真实可靠。中国钨资源约占全球钨资源的56 %,资源储量优势明显[7-8]。
中国钨资源虽然丰富,但是整体钨矿品位低、贫矿多、富矿少,中国钨矿主要是白钨矿(69 %),其次是黑钨矿(21 %),混合型占比10 %。品位大于0.5 %的钨矿仅占30 %左右,且基本是石英脉型,可开采比例小。
2.2 中国仍是世界主要钨资源供应国,但全球对中国钨资源的依存度下降
根据中国钨协的调查数据显示,中国仍是全球钨资源供应量最大的国家,近年来,中国原生钨精矿产量占全球的比重一直维持在80 %左右(具体见表 4)。但这并不意味着中国可以从资源端控制全球的钨行业,随着钨价格上涨,海外矿山开始逐步开发,废钨回收率不断提升,其他国家已很大程度上实现了资源自给。以 2019年数据为例,全球钨消费量为9.8万t(金属量,下同),其中,中国消费量为4.73万t,其他国家的消费量为5.07万t。而其他国家的钨资源开发总量为3.3万t(包括原生钨精矿产量1.5万t和再利用钨资源量1.8万t),占其消费量的65 %(具体见表5)。也就是说,其他国家对中国钨资源供给的依赖度有限,我国资源优势并未达到“控制”程度。2020年,受新冠疫情和中美贸易摩擦影响,中国钨资源出口大幅下降,中国出口钨品15 836.17 t(金属量,不含硬质合金),同比下降30.42 %;出口钨品额9.71亿美元,同比下降28.15 %,但这并没有对国外企业的生产经营产生大的影响,山特维克、肯纳金属仍领跑整个钨行业。

表4 全球钨资源供应情况Tab.4 Global supply scenario of tungsten resources

表5 2019年钨资源开发量和消费量 万(t金属量)Tab.5 Extraction and consumption of tungsten resources in 2019
2.3 中国供应的产品结构发生根本改变
中国是世界钨资源消费大国,根据中国钨协的数据,从2015—2020年,中国钨消费量从4.15万t上升至4.75万t(金属量),占全球钨消费总量的比例也从42.83 %上升至50.26 %(具体见表6)。
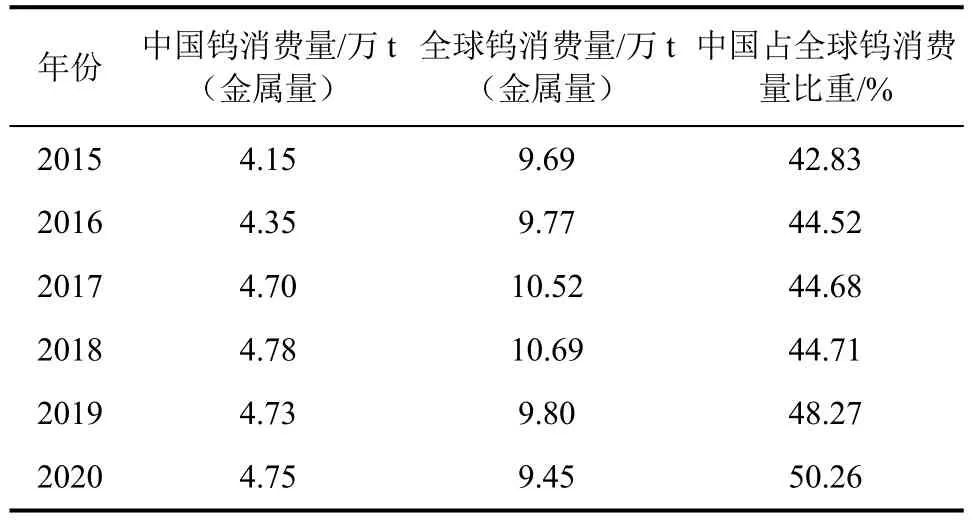
表6 中国及全球钨消费情况Tab.6 Tungsten consumption of China and the world
中国同时也是全球最大的钨品出口国,净出口量占国际钨消费量的一半以上。2020年,中国出口钨品总量为2.26万t(金属量,含硬质合金,下同),净出口钨品量为1.73万t(含硬质合金),占国际钨消费量的36.8 %。2015—2019年,中国累计净出口钨品15.86万t(含硬质合金),占国际累计钨消费量的48.9 %(具体见表7)[9-10]。

表7 中国净出口钨品在国际钨消费量中的占比Tab.7 The proportion of China’s net exports of tungsten products in the international tungsten consumption
从2015—2020年中国钨品的出口数据可知,虽然初级产品占比仍然很高,硬质合金占比较少,但是随着国内硬质合金工业的发展,其结构比例持续改善。2017年,初级钨品出口占比高达60.98 %,硬质合金出口比例仅占18.13 %;到2020年,初级钨品出来占比下降15个百分点,同时硬质合金比例上升近12个百分点。初级钨品占中国出口钨品的比重已经不足50 %(具体见表8)。这说明,随着中国钨工业的发展,产品不断的升级,将钨资源加工成为高附加值钨制品后,一部分用于满足自身需要,一部分用于出口[11]。

表8 2015—2020年出口钨品情况Tab.8 Exports of tungsten products from 2015 to 2020
3 中国钨产业存在的问题
中国钨产业近年来取得了长足的进步,但在发展过程中还存在一些问题,影响钨产业的高质量发展。
3.1 矿山端存在的问题
中国钨矿山企业整体还是呈现“散、小、老”的局面,2019年全国 201家钨矿山企业中,年产1 000 t以上的钨矿企业只有20家,前4家的产量仅占全国总产量的26.68 %,规模优势不明显(具体见图4)。且国内矿山“老龄化”趋势明显,截至2019年底,中国钨矿开采100年及以上的钨矿山达12家,且均为大中型矿山(具体见表9)。

图4 2008—2019年中国钨矿山企业集中度(CR4)Fig.4 Concentration degree (CR4) for China’s tungsten mining enterprises from 2008 to 2019

表9 截至2019年底中国开采100年及以上钨矿山Tab.9 Tungsten mines with a mining history of more than 100 years (as of 2019)
3.2 冶炼端存在的问题
冶炼是整个钨产业链的中间环节,本身产生的利润较少,受关注程度不够,相应的科技投入也有所欠缺。但钨冶炼产生的废水、废渣、废气等对环境的危害远远超过矿山和加工环节,部分小企业的废气处理尚未达标,离子交换工艺每生产 1 t APT平均排出废水量6~100 m3,废渣量也有持续扩大的趋势,如果使用30 %左右的矿产品,排渣量将达到1.5 t,要达到新时代环保新要求,还需持续努力。
3.3 硬质合金端存在的问题
中国硬质合金产量位居世界第一,约占全球总产量的38 %左右,但是高端产品占比较少,大部分集中在中低端。以刀具市场为例,以山特维克、肯纳、伊斯卡为代表的国际品牌,占据了全球80 %以上的高端刀具市场份额。国产刀具仅株洲钻石等极少数企业具备高端市场竞争力,大部分企业均集中在中低端市场。据不完全统计,中国切削刀具高端市场份额绝大部分被国外企业占据,国外企业在中国市场的销售额占比基本维持在75 %左右,整体进口替代进程缓慢(具体见图5)。

图5 2016—2018年切削刀具中国市场销售额Fig.5 Sales of the cutting tools in Chinese market from 2016 to 2018
与世界先进水平相比,中国硬质合金发展仍存在许多“卡脖子”问题。首先,中国高端硬质合金产品的稳定性和可靠性还与世界先进水平有一定差距。例如,国产超细粉末或细粉末较国外同档次产品在粒度分布上具有明显差距:国内粉末粒度分布曲线宽度约为国外同类型粉末的1.8~5倍,且具有明显团聚现象。对比由不同粉末采用相同工艺生产出的合金产品,国内产品具有较多的不可控加粗区域,这会在使用过程中造成无法预测的断裂或失效,而使用国外粉末生产出的合金产品,很少出现类似的情况。这些技术上的差距使国内部分高端产品还必须依赖于进口。
其次,由于航空航天等领域的零部件多采用新结构、新技术和新材料,且构型复杂,对硬质合金产品要求较高,目前大量依赖于进口。以航空发动机为例,其进口刀具占比高达80 %。
同时,硬质合金在市场开拓方面也存在一定的“高门槛”问题。由于硬质合金在各应用行业的整体制造成本中占比并不高,很多应用企业不愿承担产品替代所带来的质量风险。例如,在机床加工行业,硬质合金数控刀片作为机床执行金属切削的核心部件,直接接触工件表面,决定了加工工件的精度、表面粗糙度和合格率,其费用仅占机械加工制造成本的1 %~4 %,因此,机械加工企业在选择刀片供应商时,通常要结合自身生产线配置、被加工材料类型和加工工况进行反复测试和验证,一旦选定了合格的刀具供应商后不会轻易更换,以避免带来质量风险。
相较于矿山端和冶炼端,硬质合金端的科技含量更高,更能代表中国钨行业的科技发展水平。但中国硬质合金行业的技术研发投入不足,2016年以后发明专利数目才有了明显增长,最近两年基本保持每年600件左右专利的增长量,但是跟行业内的国际先进企业山特维克等相比,还是有很大差距(具体见图6)。

图6 2015—2018年中国钨行业与山特维克专利发明情况Fig.6 China tungsten industry and Sandvik’s patent inventions from 2015 to 2018
综上所述,随着地质勘查工作的深入与发展,新的钨资源被发现,特别是白钨资源的不断开发利用,采选冶技术的进步和废钨回收再利用的发展,钨资源整体稀缺度有了明显改善。中国是世界原生钨资源大国,但是随着海外矿山的逐步开采和废钨资源的回收利用,国外对中国钨资源的依赖度降低。随着科技水平的提升,中国钨产业产品结构,特别是硬质合金产品结构已明显升级,实现了大部分产品的进口替代,但是一些产品的稳定性和可靠性与世界一流还有一定的差距,很多关键领域的高端产品还依赖于进口。
基于此,为促进钨产业的高质量发展,我们需对中国钨产业未来的发展政策、发展模式以及需要遵守的发展规则进行更深入的思考。
4 对中国钨产业高质量发展的思考
中国将进入全面建设社会主义现代化国家的新发展阶段。在新发展阶段,伴随着中国经济的发展,综合国力的增强,中国制造业势必加速发展。作为工业的牙齿,制造业的发展必然会给中国钨工业带来新的发展机遇。中国钨工业必须立足新发展阶段,构建新发展格局。
中国是世界钨资源大国,钨产品加工及消费量已经占全球加工和消费量的一半左右。保证国内产业链、供应链安全,是未来中国钨工业发展的主题之一。硬质合金的应用有高门槛,用户的应用给硬质合金企业研发、生产高精尖产品提供了很多试错、改进、创新、提升的机会。根据相关统计,在发达国家,硬质合金刀具已占刀具的主导地位,比重达65 %,而在中国,这一比例仅有44 %左右,这个差距同时也是未来中国硬质合金工业发展的机遇。如果中国的硬质合金刀具占刀具构成的比例提升到发达国家水平,将新增几百亿的市场。而2020年中国钨工业整体产值还不到800亿元,这就是中国钨行业在国内大循环中的发展机遇。
国内大循环并不是封闭的,2020年中国钨工业对全球的供应中,初级钨产品和各类深加工产品出口的比例各占50 %。积极加入国际大循环,国内国际双循环相互促进,在满足国内制造业需要的基础上,积极拓展国际市场,充分参与到国际分工和国际竞争之中,主动让产品到更广阔的国际市场去验证、去竞争、去提高。未来中国钨产业能以出口制成品为主,国际产业链分工从初级原料供应者演变为制成品供应者、高端制成品的供应者,以国内国际双循环相互促进,实现中国钨产业的升级转型,实现中国钨产业的高质量发展。
立足中国的新发展阶段,构建中国钨工业发展的新格局,是未来“十四五”乃至更长远,中国钨工业发展的必然方向,也是必由之路。构建中国钨工业的新发展格局,笔者有三点建议。
(1)坚持绿色发展,提升本质安全环保水平。
安全环保不仅是贯彻新发展理念的要求,更应该成为钨行业持续健康发展的新动能,成为行业准入的绿色门槛。在全面执行国家安全环保法律法规和各类安全环保标准的基础上,钨行业应该结合自身特点,组织集中行业专业力量,解决影响行业绿色发展的痛点、难点等共性问题,制定行业绿色标准,引领行业的绿色发展[12]。
未来在钨资源领域,首先实现资源的综合利用,做到尾矿资源化、减量化、无害化,将其作为矿山建设的基本标准。目前全国钨矿山平均入选品位只有0.3 %左右,在不考虑副产品的情况下,为了0.3 %的钨矿,产生99.7 %的尾矿,对环境的影响十分巨大。所以要最大限度地利用资源,并逐步通过充填法采矿、抛废等技术手段,实现尾矿排放减量化,直至无尾排放。同时要大力推动智能矿山的建设,通过机械化、自动化、信息化手段,减少井下和艰苦复杂、危险岗位的作业人员,最终实现本质安全。要改进矿山生产技术和生产方式,比如在选矿过程中,使用无毒无害的选矿药剂,选矿用水、药剂回收利用等,建设绿色矿山。
在冶炼领域,针对冶炼过程中产生的废水、废气、废渣,应加大综合回收、循环利用的研究推广力度。用水、用气应做到能够循环使用的尽可能循环使用,不能循环使用的做到完全无害化排放;大力拓展废渣中有价元素的回收利用,做到废渣的无害化处理[13-15]。
在硬质合金领域,生产过程中的排放较少,现实中突出的问题是解决好一些企业特别是老企业的生产污水排放和分流问题。未来更重要的是按照国家2030年“碳达峰”,2060年“碳中和”的目标,在生产过程中尽可能做到资源节约利用,节能环保零排放,综合利用各种能源。比如通过对蒸汽热油能源的改造,把原来制冷设备的冷水系统和空调系统并联,每台机床实现节能,提高能源使用效率。
(2)坚持科技创新发展。
中国钨工业的发展源于科技创新,没有科技创新就没有未来。过去以消耗资源、破坏环境,拼成本、拼价格为主简单粗暴的竞争方式,不应该再成为中国钨工业发展的方式,也不应该存在于中国钨工业的市场竞争格局之中。未来中国钨工业的发展和硬质合金工业的发展一定是以科技创新作为最重要的发展方向和竞争手段。
在科技创新中,一要发挥行业龙头企业的作用,加强在钨工业和硬质合金工业中的基础研究。二要瞄准行业痛点和难点,加强创新应用的研究,只有加强了创新应用的研究,才能真正解决“卡脖子”问题,缩减和国外先进企业的差距。
在创新引领发展过程之中,保护知识产权成为摆在中国钨工业面前的一个突出课题。习近平总书记多次强调,保护知识产权就是保护创新。每一个科技创新都要有大量的投入,包括资金、时间、技术人员、知识的沉淀和积累等等。如果不保护知识产权,大家都去模仿、盗窃知识产权,就不会有人愿意在知识产权中再去投入,中国钨工业就只能低水平重复,不会实现高质量发展。保护知识产权,当务之急,一是严厉打击盗窃、侵犯知识产权的各类行为。二是鼓励有偿使用,通过专利授权、有偿使用等多种手段,创造依法有偿使用知识产权的氛围和条件。只有这样,才能为中国钨工业营造良好的科技创新环境,人才才能心无旁骛地专注于科技创新,企业才能放心投入科技创新。
(3)集约化和“专精特新”并举,打造中国钨工业“航母战斗群”。
中国钨行业几千家企业,据行业协会统计,年产值约为800亿元,仅和世界三大硬质合金公司的年销售收入总和相当,某种程度上存在“小、散、乱”的现象。以钨矿山为例,2020年中国钨精矿开采配额分配给126家矿山企业(还有8 252 t未能通过公开信息查到分配的矿山企业,仅显示配额分配到的地区),其中前十大矿山的配额量占全国总配额量47.3 %。获得配额最少的几家矿山主采钨仅有10 t。此类矿山虽然可能还会有少量的储量,表面上开采这些储量是“吃干榨净”,保护资源,但零打碎敲式的残采,往往会导致为了获取经济效益,牺牲环保安全、损害员工健康,而且就从这么小规模产生的经济价值分析,企业也不可能有余力进行环保治理和安全投入,无论生产和作业条件,还是产能产量,都不足以支撑其按照新发展理念的要求进行规范绿色矿山的建设,应该永久、半永久地关闭这些“小、散、乱”的零星矿山。未来在生产条件、生产技术合适,经济收益能够覆盖社会成本的情况下,再择机进行开发,才是从根本上保护资源;在硬质合金领域,这种“小、散、乱”的情况也同样存在,同质化竞争激烈,很多企业没有自主知识产权,低水平重复生产低端产品,依靠消耗资源、牺牲环境生存、竞争。
未来中国钨工业要实现高质量发展,关键看行业企业能否实现高质量发展。一方面要提高产业集中度,走集约化道路,打造中国钨工业的“航空母舰”。在资源领域,一是将钨精矿生产配额向储量丰富、集约化程度高、采选技术先进、安全环保能力强的企业(企业集团)倾斜,鼓励企业加大投入,形成规模效益,打造智能矿山。二是放开对综合利用生产钨精矿的配额,因为如果矿山主产品生产没有配额限制,对作为副产品的钨进行配额限制,事实上难以操作。在硬质合金深加工领域,鼓励技术实力强、产品门类齐全的综合型企业(企业集团)加大基础研究力度,集中力量进行技术研发,充分发挥在产业链中的引领、带动作用,切实保证产业链、供应链安全和自主可控。同时通过专利授权,联合营销等多种合作方式,提升行业整体水平。另一方面,钨和硬质合金的深加工领域产品门类繁多,应用广泛,适于“专精特新”中小企业发展。例如深圳市金州精工科技股份有限公司,二十多年专注于PCB领域微型工具的研发制造,现在已经成长为市场占有率世界第一的行业“小巨人”,工信部首批制造业单项冠军企业。实际上在发达国家,除了我们耳熟能详的三大硬质合金集团,还有成千上万家中小硬质合金企业,他们专注生产特定领域的特定产品,成为具有独特优势的“隐形冠军”。中国钨和硬质合金行业,要大力推动“专精特新”中小企业的发展,培养更多的“小巨人”和“隐形冠军”。
在新发展阶段,未来中国钨工业应该是既有综合性集约化的“航空母舰”——大型企业集团,又有数量众多的“驱逐舰、巡洋舰”等一大批“专精特新”的中小企业,从而形成中国钨工业的“航母战斗群”,为国内的大循环提供高水平、高质量、高档次的钨及硬质合金产品的同时,扬帆出海,积极参与国际大循环,提升中国钨行业的整体发展水平,实现中国钨行业的高质量发展。
