18CrNiMo7-6外圆磨削温度对表层残余应力影响的研究*
2021-04-08张锦涛林洪旭张银霞刘治华
王 栋,张锦涛,林洪旭,张银霞,刘治华
(郑州大学 a.机械与动力工程学院;b.河南省资源与材料工业技术研究院,郑州 450001)
0 引言
磨削作为精密加工过程中的最后一道工序,不仅能够保证工件所需的尺寸精度,还能在其表层引入新的残余应力。机械加工引入的残余应力主要通过防止、延迟或加速裂纹的生长来增加或减少工件的疲劳寿命[1]。磨削加工产生的残余应力主要有三个来源:机械变形、热塑性变形和组织相变,其中,热塑性变形是产生残余拉应力的最重要因素[2]。
在磨削过程中,砂轮表面的磨粒微刃以极高的速度在被加工工件表面进行划擦、耕犁、切削3个阶段,使得工件表面产生很大的塑性变形,所消耗的机械功几乎全部转化为热量集聚在磨削区内,导致磨削区内的温度急剧升高,工件表层形成较大的温度梯度,其结果将会导致零件的抗磨损性能降低、应力锈蚀的灵敏性增加、抗疲劳性变差,从而降低零件的使用寿命和工作性能[3]。
一般来说,在淬硬钢的磨削过程中,残余拉应力的产生取决于工件表面温度是否超过某一温度阈值[4]。温俊等[5]使用COMSOL有限元软件进行热-弹塑性多物理场耦合计算,得到了磨削区域的温度场分布和不同磨削参数对工件表层产生初始塑性应变的影响,从而定量分析磨削温度与磨削残余应力间的相互关系。McCormack D F等[6]建立了磨削过程中工件温度和残余拉应力之间的直接关系,并提出了残余拉应力开始的临界转变温度,从而将控制残余应力的问题转化为控制磨削温度的问题。
磨削温度的测量是基于导热或热辐射来实现的。目前,常用的测温方法有接触式的热电偶法和非接触式的红外测温法。朱涛等[7]提出一种自耗式热电偶结点连接测温方法,可以获得工件表面较为精确的磨削温度;Sven K等[4]采用热电偶多点测温方法测试钛合金高速外圆磨削弧区的温度,分析不同工艺参数对磨削温度的影响规律;Nathan R D等[8]使用红外热像仪测量外圆磨削过程中接近接触弧区处的火花温度,发现火花温度随着砂轮圆周速度的增加而增加;Brinksmeier E等[9]使用集成于砂轮上的光纤红外感应技术对磨削弧区的温度进行测量。
红外热像仪根据辐射与物体表面温度成一函数的关系,可对物体表面温度进行测量。然而,测量结果的准确性与物体表面的辐射率值有很大关系。因此在使用红外热像仪时,需要正确设定一个最重要的物体参数是辐射率,否则会造成较大的温度测量误差。
本文采用红外热像仪对磨削过程中工件表面的温度进行检测。虽然大部分材料的辐射率值都可以通过红外手册获得,但由于实际情况不同,无法确定外圆磨削过程中工件表面的辐射率值。因此,试验前需对工件表面的辐射率值进行实测,以减小由于辐射率值的不准确而带来的温度测量误差。
1 磨削温度的测量试验
1.1 样块辐射率值的测定
样块所用材料同磨削试验的材料保持一致,并通过用砂纸将每个样块的待测表面打磨至Sa=0.3 ~ 0.5 μm,以减小粗糙度对辐射率值的影响。
辐射率值测定步骤如下:
步骤1:将KJ-M1200-12LZ快速升温箱式电阻炉加热至各个设定温度并进行保温;
步骤2:将样块放入炉内,使待测面与FLIR A655sc红外热像仪相垂直,关闭炉门,保温5 min;
步骤3:迅速打开炉门,将红外热像仪自动聚焦于待测表面,进行图像拍摄。
测定过程中,每个样块只用于一个设定温度,避免加热时间过长,待测表面出现碳化。
使用FLIR-ResearchIR软件对拍摄的图像进行分析,记录各个设定温度下的辐射温度,并通过软件内辐射率值计算模块得到各个设定温度下的辐射率值。
图1中,炉内温度低于450 ℃时,样块表面的辐射率值在0.1附近浮动。当设置温度高于450 ℃后,样块表面的辐射率值随着温度升高而增大,这是因为样块表面的成分发生了变化,氧化层变厚;表面微观形貌发生了变化,随着温度的升高,表面变得粗糙,表面氧化物褶皱程度增大等[10]。在磨削过程中,试样已加工表面呈现光洁状态,结合红外手册资料[11],将磨削过程中工件表面的辐射率值设置为0.1。
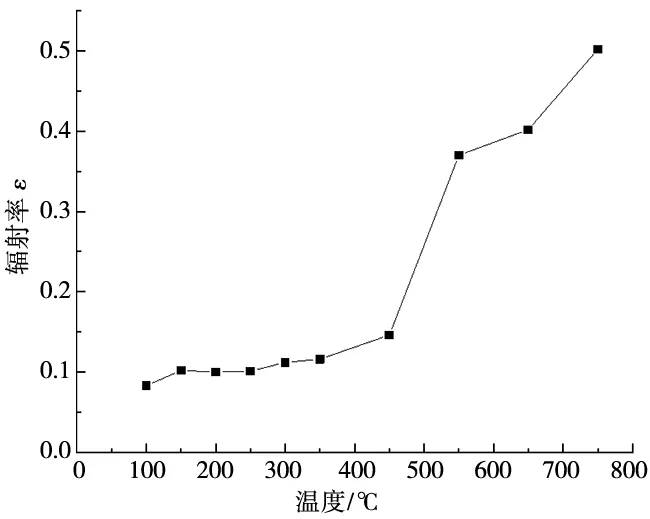
图1 不同温度下样块的辐射率
1.2 外圆磨削测温试验平台
外圆磨削温度测量试验平台如图2所示,主要包括数控外圆端面磨床、FLIR红外热像仪、Kistler外圆测力仪以及数据记录设备。数控端面外圆磨床的型号是MKE1620A,磨床使用铬刚玉砂轮,砂轮直径为410 mm,砂轮主轴转速为1488 rpm,采用单颗粒金刚石笔进行修整。

图2 外圆磨削测温试验平台
1.3 试验条件
试验所用试样材料为18CrNiMo7-6钢,是一种优质合金钢,经渗碳淬火后表面硬度为HRC 56 ~ 60,磨削方式为干式外圆横向磨削,磨削宽度为20 mm。本文设计单因素试验方法,研究不同工件每转的横向进给量和工件转速对磨削温度的影响规律,磨削试验条件如表1所示。为保证磨削试验起始条件的一致性,试验前将渗碳淬火后的试样精磨至同一尺寸φ27.65 mm。
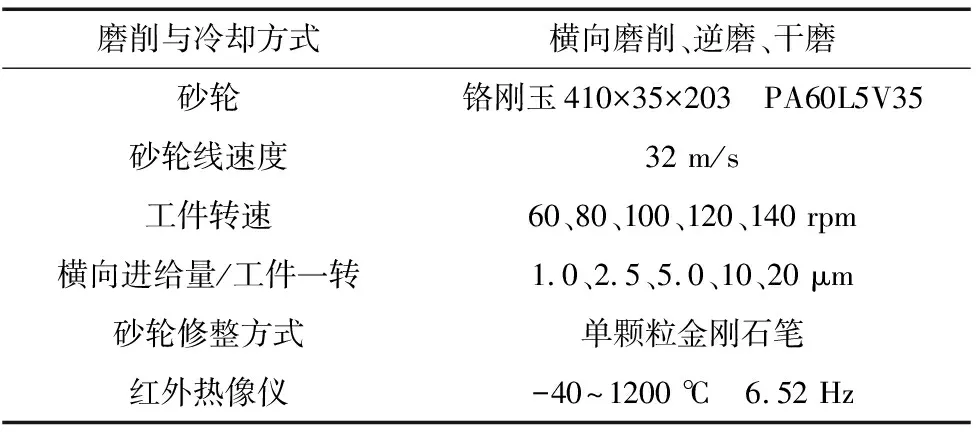
表1 磨削试验条件
为保证材料去除量一定,设置单边磨削余量为0.2 mm。工件每转的横向进给量fa与工件转速nw、砂轮横向进给速率fr之间的关系如下:
2 外圆磨削试验结果与分析
2.1 单因素磨削测温试验数据处理与分析
红外热像仪镜头检测的目标位置是工件磨削弧区的出口处,选取检测目标区域内的最高温度作为磨削温度。探索不同工件每转的横向进给量、工件转速对磨削温度的影响,得到不同磨削工艺参数下的磨削温度变化曲线,如图3所示。
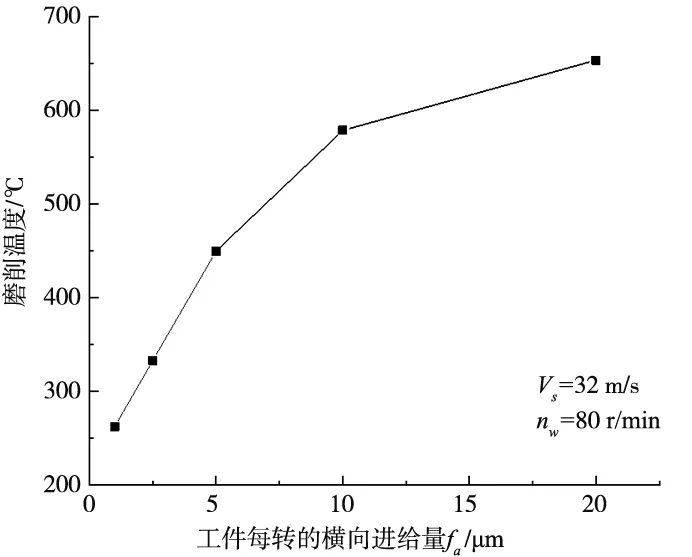
(vs=32 m/s,nw=80 r/min)(a) 工件每转的横向进给量的影响
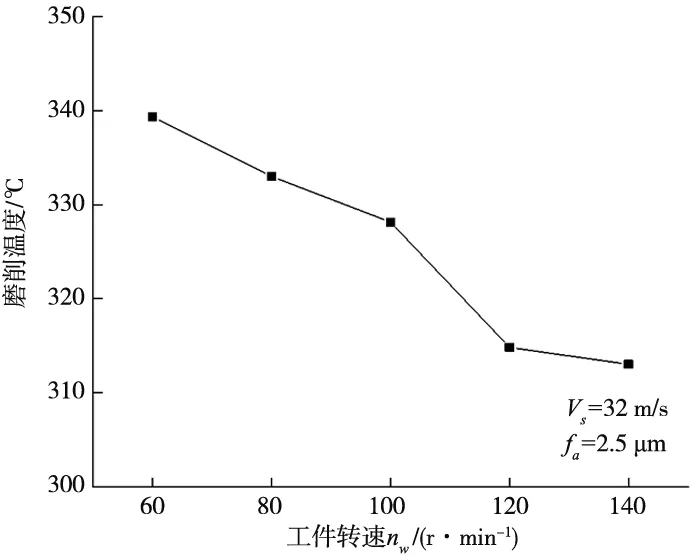
(vs=32 m/s,fa=2.5 μm)(b) 工件转速的影响
由图3可以看出,与工件转速相比,工件每转的横向进给量对磨削温度的影响较大。由图3a知,当砂轮线速度vs和工件转速nw不变时,随着工件每转的横向进给量fa的增大,工件表面的温升比较明显,这是因为随着fa的增大,磨削功率增大,同时磨削弧区的弧长也随之变长,弧区内集聚的热量增多且不易散失,使得工件表面的温度升高明显,但是随着fa的继续增大,温升有明显减缓的趋势,这是因为此时材料去除率增大,磨屑带走大量热量,使得工件温升趋势变得缓慢。由图3b知,当砂轮线速度vs和工件每转的横向进给量fa不变时,随着工件转速nw的增大,磨削时间缩短,对应的材料去除率增大,磨削带走的热量也会增大,传递到已加工表面的热量变少,但是由于采用的干磨方式,仅在砂轮风冷的作用下,工件表面的温降不是十分明显。
2.2 磨削表层残余应力的变化
利用X射线残余应力分析仪、电解剖层设备,对磨削后的试样进行表层残余应力的测试,结果如图4所示。其中,σxx为轴向应力,σyy为切向应力。
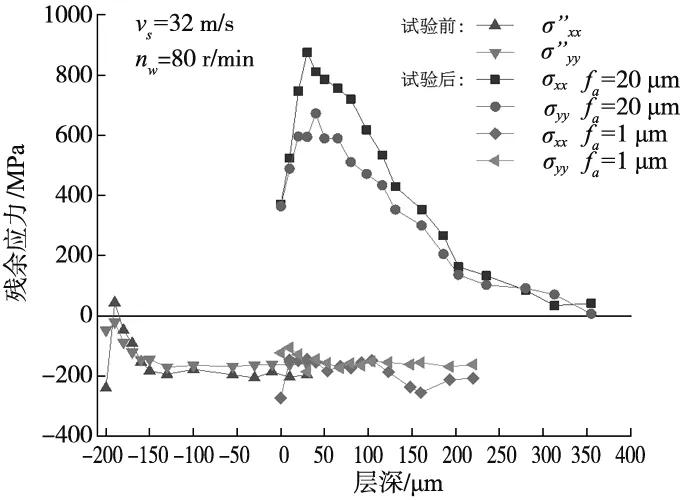
(a) 磨削前后表层残余应力场的变化
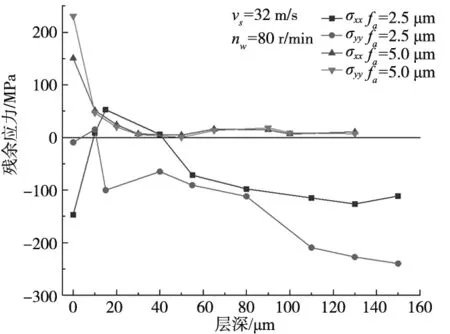
(vs=32 m/s,nw=80 r/min)(b) 工件每转的横向进给量对表层残余应力场的影响
由图4a知,试验前工件表层的残余应力σxx、σyy整体上表现为压应力,表面50 μm以下应力稳定在-200 MPa左右。不同的干磨参数下,工件表层的残余应力相差很大。当vs=32 m/s,nw=80 r/min,fa=20 μm时,工件表面温度为653.44 ℃,表层残余应力σxx、σyy表现为拉应力,在距表面50 μm处达到最大值,约为+873.15 MPa,拉应力影响深度约为350 μm;当vs=32 m/s,nw=80 r/min,fa=1 μm时,工件表面温度为262.4 ℃,表层残余应力σxx、σyy表现为压应力,并且应力水平与试验前工件的应力水平大致相等。试验后工件表层的残余应力相差很大,其主要源于磨削过程中的热效应。由图4b知,在砂轮线速度vs和工件转速nw不变时,相邻工件每转的横向进给量对工件表层残余应力产生了不同的影响。当fa= 5.0 μm时,工件表面温度为449.6 ℃,表层σxx、σyy均表现为拉应力,表面σyy拉应力最大,约为+230.63 MPa,表面30 μm以下的区域残余应力接近于零;当fa=2.5 μm时,工件表面温度为333 ℃,工件表面表现为压应力,在距表面10~30 μm的范围内出现小的拉应力,随后又转变为压应力,此时的磨削热效应还不足以完全抵消工件表层的机械效应。
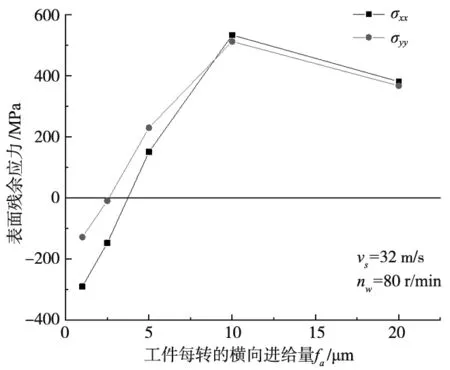
(vs=32 m/s,nw=80 r/min)(a) 工件每转的横向进给量的影响
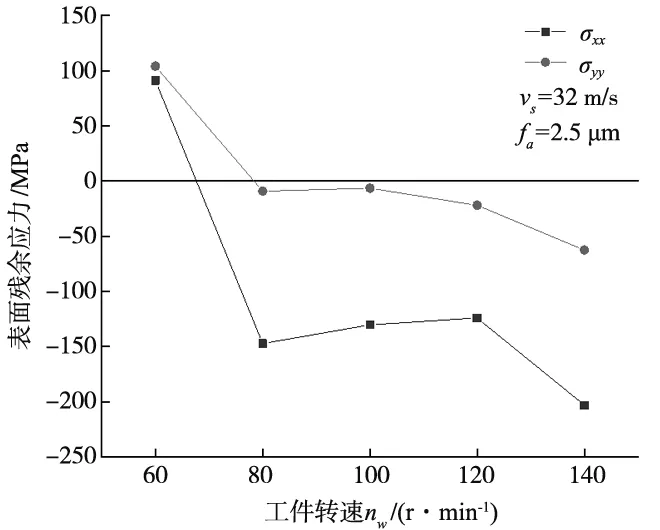
(vs=32 m/s,fa=2.5 μm)(b) 工件转速的影响
由图5a知,随着工件每转的横向进给量的增加,磨削温度升高,热效应作用越来越大,表面残余应力σxx、σyy由压应力转变成拉应力,并且在幅值上两者也趋于相近。在常规加工中,工件表层的残余应力通常是由刀具的机械载荷产生的,在各个方向上也是不同的,并且在平行于刀具运动的方向上具有最大值。然而,在干磨的过程中,由于磨削弧区集聚的热量较多,工件温升显著,热效应在残余应力形成因素中占主导作用,并且在各个方向上的效果大致相等。由图4b知,当砂轮线速度vs和工件每转的横向进给量fa不变时,随着工件转速的增加,磨削温度略微降低,热效应作用减弱,机械效应增强,表面残余应力由拉应力转变为压应力,并且σxx、σyy在幅值上也开始区分开来。
磨削(干磨)过程通常被认为工件表面存在残余拉应力的来源,同时也存在一个拉应力起始温度水平。当工件温度超过该水平后,残余拉应力就开始产生了[12]。结合图3磨削温度的变化和图5磨削表面残余应力的变化进行分析,预测本试验中工件表面出现拉应力的温度阀值约为340 ℃。
2.3 磨削表面粗糙度的变化
由图6a可以看出,在砂轮线速度和工件转速不变的情况下,随着工件每转的横向进给量fa的增大,表面粗糙度Sa的值先急剧增大后趋于平缓。随着工件每转的横向进给量fa的增大,工件表面去除材料的体积增大,磨削过程中产生的热量增多,工件表面温度升高,磨粒侧边的材料热塑性流动加大。当温度继续升高时,工件表面的切屑和砂轮表面发生粘结,在砂轮表面产生一层切屑膜,使得加工表面的粗糙度趋于平缓[13]。图6b所示,在砂轮线速度和工件每转的横向进给量不变的情况下,随着工件转速的增大,单位时间内砂轮磨粒与工件接触的次数增多,工件表面的粗糙度减小,当工件转速在100~120 r/min时,工件表面的粗糙度值较小。
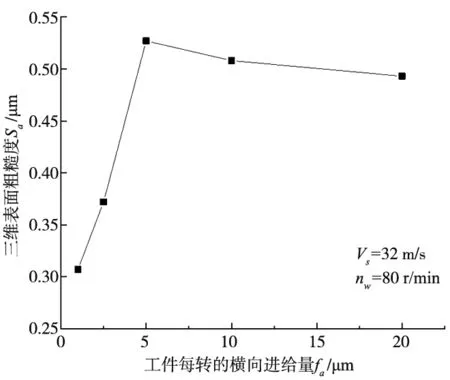
(vs=32 m/s,nw=80 r/min)(a) 工件每转的横向进给量的影响
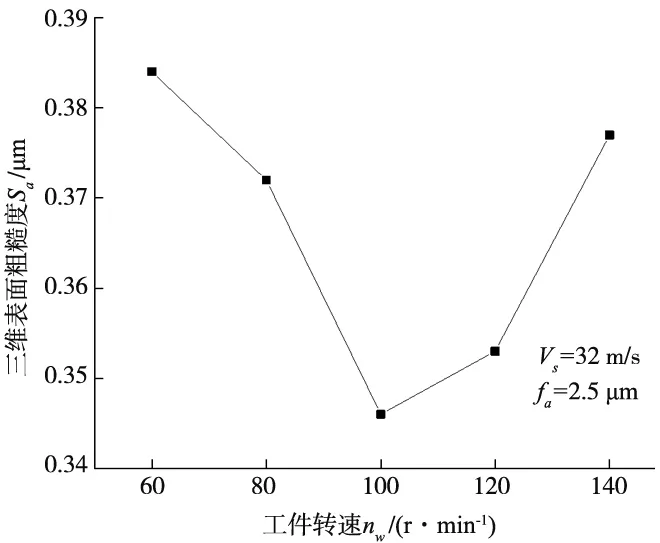
(vs=32 m/s,fa=2.5 μm)(b) 工件转速的影响
3 结论
通过开展18CrNiMo7-6外圆磨削单因素测温试验,可以得出结论:
(1)通过对样块表面(Sa=0.3~0.5 μm)进行辐射率值的测定试验,将工件表面的辐射率值设置为0.1是合理的。
(2)在干磨的条件下,保持砂轮线速度和工件转速不变,工件表面的温升随着工件每转的横向进给量的增大先快后慢;保持砂轮线速度和工件每转的横向进给量不变,工件转速对表面温度的影响不是十分明显。
(3)在磨削过程中存在温度阈值,当工件温度超过该值(约340 ℃)后,表面会出现残余拉应力。表面温度越高,产生的残余拉应力越大。当工件温度处于该阈值以下时,磨削的热效应也在抵消着机械效应,使得工件表面的压应力减小。
(4)干式磨削可用于小进给精加工,不仅能够在工件表层引入残余压应力,还能够获得较低的表面粗糙度值。
