消失模生产制动器壳体夹渣缺陷分析及防止措施
2021-04-07张杰琼吕乐华郭亚辉王云飞李锋军
张杰琼,吕乐华,郭亚辉,王云飞,李锋军
(1.第一拖拉机股份有限公司制造工程中心,河南洛阳 471004;2.一拖(洛阳)铸锻有限公司,河南洛阳 471003)
1 问题提出
消失模铸造技术因其投资小、能耗低、作业环境好、生产效率高、污染排放少等优点,在铸造行业内被广泛应用,尤其在生产大批量、高精度、结构复杂铸件方面,具有非常明显的优势[1]。但是消失模铸造技术同其他铸造技术一样,具有一定的局限性,如消失模铸件的夹渣问题就是长期以来伴随消失模生产的主要问题之一。一拖(洛阳)铸造有限公司采用消失模生产批量件制动器壳体过程中就出现铸件严重夹渣问题,造成铸件报废,废品率高达40%,由此影响生产进度、增加了成本。因此,防止铸件夹渣保证批量生产是降低成本的重要手段。
2 制动器壳体夹渣情况分析及控制技术方案
2.1 夹渣情况

图1 铸件三维模型
制动器壳体(如图1 所示)结构简单、需求量很大。材质:HT250,重量:14.5kg,该铸件上下端面及内圆要求全加工,并且不允许出现夹渣、气孔等缺陷,在转为消失模生产后频繁的出现上下端面和内圆夹渣缺陷,导致报废,废品率高达40%左右,无形中增加了成本,严重影响了该铸件消失模量产。
该铸件的夹渣缺陷主要分布在上下端面及内圆壁上,缺陷形貌不规则,内有不明夹杂物,深度一般2mm 左右,如图2、3 所示。
2.2 现行工艺及夹渣原因分析
2.2.1 现行工艺

图2 端面缺陷
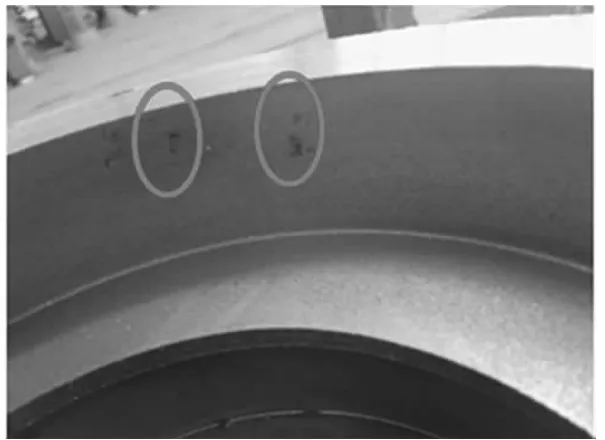
图3 内圆壁缺陷
现行工艺所采用的方案是经过多次试验后缺陷率最低的一种,由于夹渣问题严重,白模材料由EPS 更换为STMMA,白模比重22~24g/L,内浇口截面尺寸8mm×40mm,横浇道截面30mm×45mm,直浇道ø40mm×400mm,浇注温度1480~1510℃。浇注系统中设置避渣网,消失模涂料采用高铝系水基涂料,共施涂3 遍,涂层厚度1.2~1.5mm。其组型方案如图4 所示。
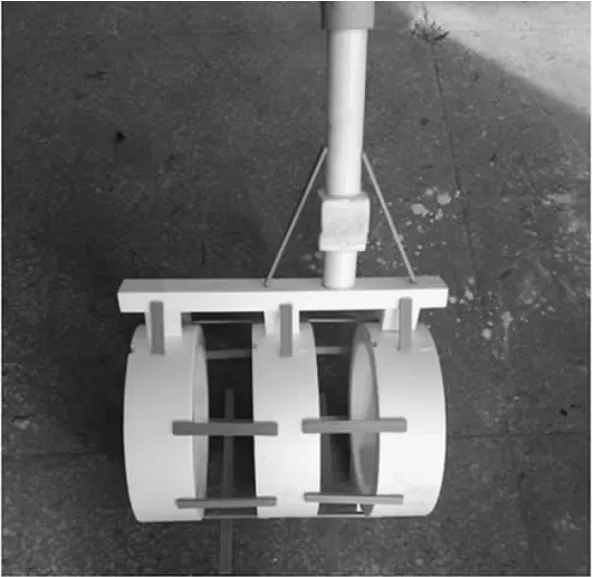
图4 组型方案
2.2.2 夹渣原因分析
仅仅通过现场调研、工艺调研及经验不能准确的判定夹杂物的成分和种类,必须通过必要的微观检测手段。因此项目组将不同批次、不同位置的缺陷进行取样分析,具体位置如图2、3 标注位置。电镜扫描结果如图5、6 所示。
结果显示,夹渣部位硅、铝、锰的含量较高,同时出现球形颗粒状物质,且其中铝含量极高达32.36%,说明该颗粒物是铝的化合物;另外,缺陷部位锰含量超出基体锰含量的3~5 倍。
所用涂料为高铝系涂料,其中主要成分是Al2O3,因此可以初步推断缺陷可能是由涂料强度或者耐火度不够造成。
通过图6 可以看出,颗粒状物质直径大约在40~60μm,而涂料的骨料直径约40~75μm,因此,颗粒状物质直径大小和涂料骨料的粒度接近,进一步印证了涂料造成缺陷的推断。

图5 缺陷形貌500×
2.3 试验验证
为了验证对缺陷原因分析的是否正确,项目组进行了工艺验证试验。试验分为A 组和B 组,两组组型方式和工艺完全相同,均采用图4 所示组型方案。不同的是A 组用另一家公司所生产的铸铁涂料,B 组涂料仍然采用原涂料。
工艺参数相同,采用同一炉铁水浇注,始浇温度1490℃,每组模型浇注时间均为20~23s,负压度为-0.05MPa,保压时间10min。

图6 缺陷形貌1000×
试验结果显示,两组共30 件毛坯均未出现冷隔、皱皮等缺陷。加工后发现,采用新涂料的铸件18 件(A 组)中有3 件夹渣缺陷,采用原涂料的铸件12 件(B 组)中有6 件出现夹渣缺陷。其中,A组中有一件缺陷形状规则,是由于在造型过程中,浇口部分的涂料没有清理干净造成的缺陷(如图7 所示),其他两件均属于轻微夹渣。

图7 试验结果
通过上述试验结果,基本上可以断定造成夹渣的主要原因是涂料中的骨料成分混入铁水中,铸件凝固后形成夹渣缺陷。但是,是什么原因使涂料进入铁水中仍然有两个问题。第一,原涂料的耐火度不够,承受不了1490~1510℃的高温冲刷;第二,原工艺中浇注温度偏高,高于常规铸铁涂料的耐火度。
为此,项目组重新设计试验方案,将原有的工艺进行优化,即在原有工艺的基础上改变浇注温度,使浇注温度控制在1420℃±10℃,同样分为A、B 两组,A 组用新涂料,B 组仍然采用原涂料。其他工艺参数不变。
试验共浇注36 件毛坯,每组18 件,经过加工A 组未发现缺陷,合格率100%;B 组出现1 件夹渣缺陷。因此,可以确定,长期困扰铸造公司的制动器壳体缺陷是由于消失模涂料耐火度过低,不能经受1490~1510℃的高温冲刷引起的。
3 结论及改进措施
通过上述分析可以得出以下结论:
(1)夹渣缺陷是由消失模涂料造成的;
(2)铸造公司所用消失模涂料耐火度略低。
改进措施:
(1)降低浇注温度至1420±10℃;
(2)更换涂料,采用高品质的消失模涂料;
(3)适当提高泡沫珠粒的比重,白模成型时可获得表面光洁度高,珠粒间缝隙小的模型,可以减少浸涂涂料时涂料的渗入,从而降低出现夹渣缺陷的可能性。
