氯气压缩机在烧碱生产中的运行总结
2021-04-03樊宝宝郝文慧康晓东
樊宝宝,郝文慧,康晓东,王 原
(内蒙古亿利化学工业有限公司,内蒙古 鄂尔多斯014300)
内蒙古亿利化学公司设计产能为烧碱36 万t/a,PVC 40 万t/a。烧碱生产中所使用的氯气压缩机采用的是锦化机设计制造的国产机,机型为4H-3。 该机自2007 年投运以来,运行平稳,故障率低,是替代进口氯压机的首选。 现就其运行过程中出现的问题及注意事项进行总结。
1 氯压机技术参数
氯压机型号4H-3,P出=0.3019 MPa,P入=0.0968 MPa,Q=3 750 m3/h。 电机型号YKK4500-2,电压10 kV 功率400 kW, 转 速10 500 r/min。 增 速 器 型 号NGGS200-06-00,速比3.548。
2 氯压机的工作原理
氯压机是借助高速旋转的叶轮, 带动气体一起旋转,使气体产生很大的离心力和很高的流速,离心力使气体的压力增大,而高速使气体的动能增加,扩压器将动能转化为压力能,使气体压力升高。由于压缩做功使被输送气体温度升高,体积增大,输送气体的能力下降。 因此,在级间增设中间冷却器,来降低氯气温度,提高氯压机输送能力。
3 氯压机主要零部件及作用
该厂使用的氯压机为三级压缩, 叶轮和轴加工成一体,统称转子,用来对氯气做功,提高氯气压力。轴端密封方式采用迷宫密封和充抽气密封相结合的方法。迷宫密封形式为曲折型梳齿密封,它是利用节流原理来阻止气体泄漏。 充抽气密封是采用干燥氮气来阻止氯气外漏。 转子的轴向力平衡方式未采用平衡盘, 而是采用1#、3#叶轮与2#叶轮反方向安装来平衡大部分轴向力, 剩余轴向力通过推力盘两侧的止推轴承来平衡,即主止推轴承和副止推轴承。转子前后轴端安装有径向轴承,径向轴承为滑动轴承,用来支持转子使其高速运转。 径向轴承采用可倾瓦轴承,其表面有1.0~2.0 mm 巴氏合金,轴瓦背面有一个球面, 可以在运动中随着主轴挠度变化自动调节轴瓦位置,使轴瓦沿整个长度方向受力均匀。转子上共有4 个轴振动测点和2 个轴位移测点, 探头采用本特利探头。级间密封也采用曲折型梳齿密封,防止氯气内漏。
4 氯压机组的组成及各部分作用
氯压机组由氯压机、增速器、电机、集装式润滑油站及中间冷却器组成。 其中集装式润滑油站用来提供系统润滑,它由直联式离心油泵、油箱、油过滤器和油冷却器组成。氯压机用来输送氯气,提高氯气压力,以满足下游工序用氯要求。增速器用来提高氯压机转速,电机转速2 900 r/min,通过增速器将转速提高至10 500 r/min。 电机提供动力。 离心式油泵用来输送润滑油,使润滑油在系统内进行强制循环。油箱用来存放润滑油。过滤器用来过滤润滑油中杂质,避免损伤氯压机零部件。 冷却器用来调节润滑油温度,控制进氯压机润滑油温度在规定范围。中间冷却器用来冷却压缩后的高温氯气,降低氯气温度,提高氯压机输气能力。 氯压机组布置简图见图1。
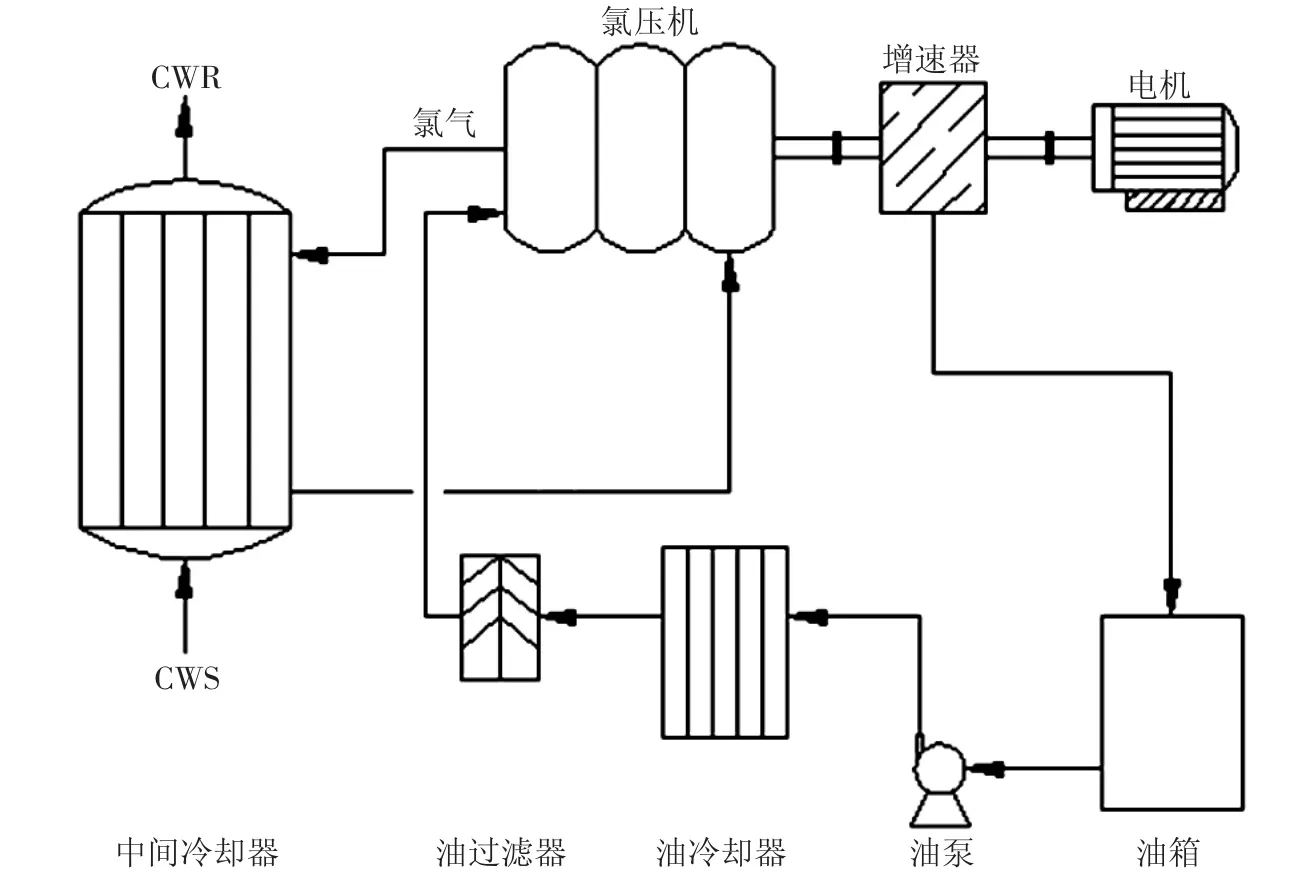
图1 氯压机组布置简图
5 生产运行中出现的问题及解决办法
5.1 轴振动增大
轴振动增大的原因主要是由于径向轴瓦磨损造成,需停机更换轴瓦。其次,测振探头松动,需重新调整紧固。 还有振动监测仪故障,需更换振动监测仪。再就是转子长期运转,叶轮腐蚀结垢严重,造成转子不平衡,需返厂重新做动静平衡。 另外,氯压机长期运行,使原来的找正位置发生一定量偏移,这种情况需停机重新进行找正。
5.2 轴位移增高
主要由止推轴瓦磨损造成,需停机更换轴瓦。还有就是测位移探头松动,需重新紧固或调整。 此类问题在氯压机运行中,发生的次数较少。
5.3 中间冷却器列管漏
氯压机中间冷却器列管材质为Q235-A,管内走循环水,管外走氯气。为防止氯气含水造成氯压机腐蚀损坏,循环水采用无压回水装置,使管外氯气压力大于管内循环水压力。这样即使列管漏,也是氯气进入水中,而水不能进入氯气中。中间冷却器一旦发生泄漏,要立即停机更换,更换1 台中间冷却器大约需要3 h。为及时发现中间冷却器泄漏,日常巡检过程中要按时对中间冷却器循环回水pH 值进行检测,如发现pH 值显酸性,则说明中间冷却器漏,需立即更换。 氯压机中间冷却器冷却回水流程示意图见图2。
5.4 油压差上涨
氯压机用润滑油经油箱通过油泵, 经过油过滤器和油冷器进入氯压机各润滑点, 必须保证润滑油的清洁和油压,才能保证氯压机的正常运转。一旦油压差上涨超过规定,要立即切换至备用过滤器,然后将堵塞过滤器滤芯更换。 该厂使用的过滤器滤芯型号为707 网式过滤器,过滤精度25 μm。根据拆下的滤芯堵塞情况来看, 主要由于油内杂质长期累积造成。
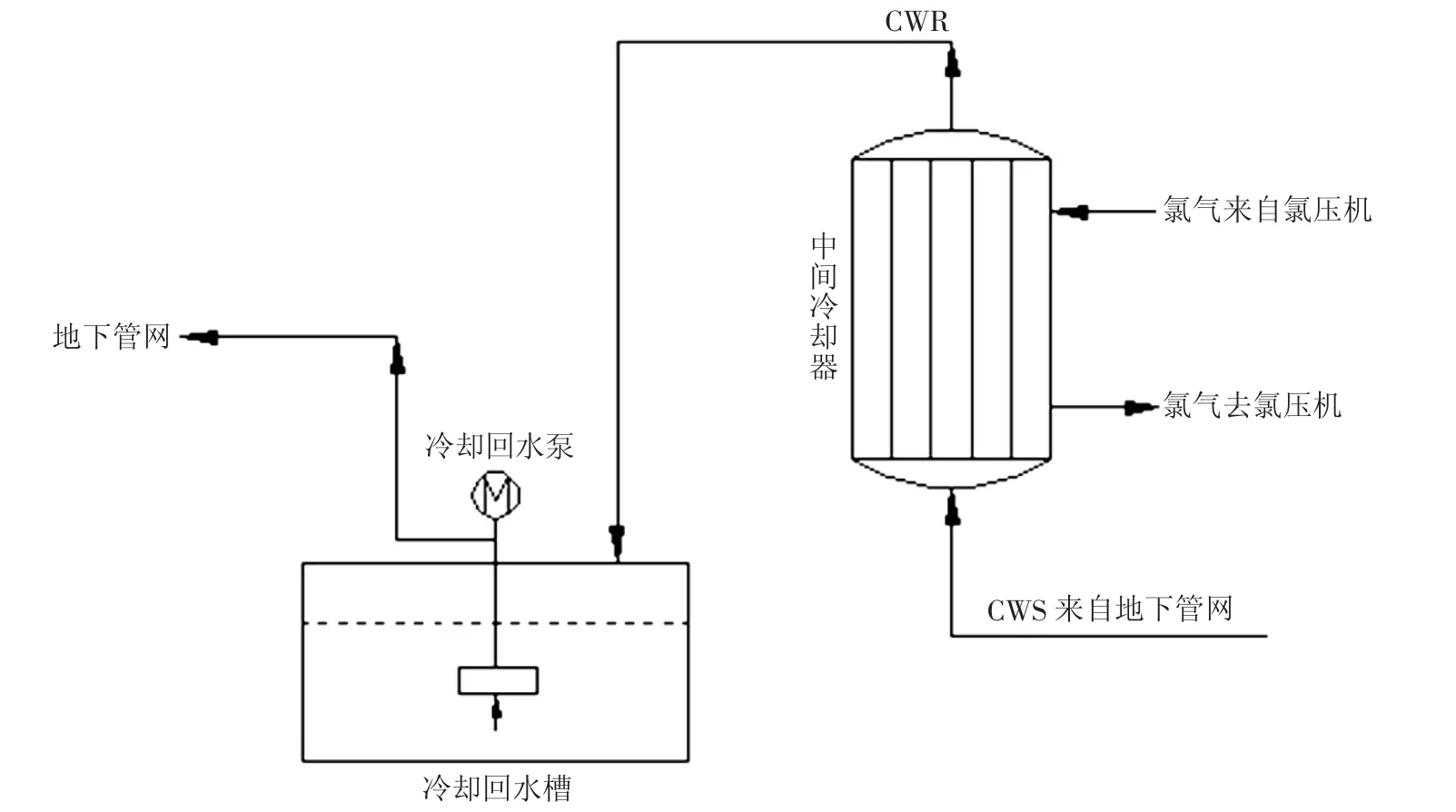
图2 氯压机中间冷却器冷却回水流程示意图
5.5 电机温度升高
产生电机温度高的原因主要是轴承缺油,因此,要按规定时间和规定量添加润滑脂。另外,要利用停机检修机会,清理电机风冷管。 由于长时间运行,风冷管内集聚大量油泥,导致风冷管通道变小,使电机散热效果下降,造成电机温度升高。
5.6 机盖产生裂纹
氯压机机盖材质为HT250, 其中1 台氯压机上机盖局部产生不规则裂纹,造成氯气外漏,这是氯压机运行以来首次出现此类问题。 先采取不停机用糊玻璃钢树脂的方法进行堵漏,效果不理想。后停机用铸铁焊条在深度打磨后进行焊接,焊接完成后,带量运行发现仍漏。在此基础上,请专业带压堵漏公司用专用胶泥进行堵漏,固化后,带量运行时基本不漏,为以后处理此类问题积累了有益的经验。 为了从根本上解决问题,联系生产厂家重新制造了一台机壳,更换后,彻底解决了该机的漏氯问题。
6 氯压机运行中应注意的问题
6.1 喘振
防止喘振是氯压机运行中极重要的问题, 喘振能造成极大危害。 因为在喘振时气流产生强烈的往复脉冲,来回冲击压缩机转子及其它部件,气流强烈的无规律震荡引起机组强烈震动,会造成轴弯曲,密封损坏,使轴向力增大烧毁止推轴承,破坏对中和安装质量,使振动加剧,造成仪表失灵。
造成喘振的主要原因是压缩机吸入流量不足,使压缩机进入喘振区引起喘振。为防止喘振,一定要使压缩机入口流量大于喘振流量。在供气量小时,采取回流循环方法,以增加入口流量。 另外,防喘系统在正常工作时必须投自动,一旦发生入口流量低,未能及时调节好时, 联锁停机, 以保护氯压机不受损害。
6.2 润滑油质量[1]
轴向力的承载与平衡依赖于止推轴承中的推力盘与主副推力块间的楔状油膜, 并将轴向力转移至轴承支座上。因此,润滑油的供给压力是形成楔状油膜并承载轴向力的关键。
如果油品质量差,如机械杂质高,夹带的固体颗粒会磨损止推块上的巴氏合金。如油品的酸值增高,会使止推块上的巴氏合金被腐蚀掉。 如粘度过高或过低,都会影响供油压力,直接与油膜的形成及承载能力有关。 如油品抗乳化度时间长,使润滑油乳化,供油压力会受到影响。供油不足,使油膜承载能力下降,引起轴位移和轴振动的变化。 因此,每月必须做1 次润滑油四项指标分析, 每季度做1 次润滑油全分析。 根据分析结果,补加或更换润滑油。
6.3 维护保养
为确保氯压机全年稳定运行, 每年大修时联系厂家技术人员到厂进行1 次彻底的维护保养, 具体内容如下。
(1)揭盖检查转子、密封、瓦块等部件,清除转子各部位结垢和腐蚀物。 检查转子所属腐蚀、冲刷、磨损等情况,如发现磨损,必须更换。
(2)测量转子各部位径向和轴向跳动,测量轴颈圆柱度,如有超标现象,及时调整。
(3)清除隔板组件的结垢和腐蚀物,检查隔板冲刷、腐蚀和磨损情况。
(4)检查各处气封、油封、径向瓦块、止推瓦块等处的间隙和磨损情况。
(5)主辅油泵检查,对油箱进行渗漏检测。
(6)对公共底座上的电机、增速器和氯压机进行找正检查。
(7)对联轴器进行检查。
(8)清洗各测控探头,检查校验仪表、电气系统,确保仪表的准确性和可靠性。
经过检修维护使各轴承的振动、瓦温、回油情况、转速和轴位移指标达到规定范围,使主机运转正常。
7 结语
氯压机作为烧碱生产过程中氯气输送的关键设备, 其运行正常与否直接关系到整个生产系统的稳定运行,关系到该公司全年生产任务目标的完成。只有熟悉和掌握氯压机的结构和原理, 正确的使用和维护好氯压机,才能发挥其最大效能,为企业增效。
