300 MW燃煤锅炉污泥掺烧现场试验关键技术研究与工程应用
2021-04-01冯炳全李德波孙超凡冯永新梁汉贤苏湛清张渭添
冯炳全, 李德波, 孙超凡, 冯永新, 梁汉贤, 苏湛清, 张渭添
(1. 润清环保水务(深圳)有限公司, 广东深圳 510060; 2. 南方电网电力科技股份有限公司, 广州 510080)
燃煤电厂耦合生物质发电是实现煤电低碳转型、更大幅度降低二氧化碳排放的重要发展方向,而化石燃料燃烧产生碳排放导致气候变化所造成的极端天气和灾害日益严重,《巴黎协定》对全球气温升高必须控制在2 K以内的要求,使得燃煤火电产生的二氧化碳成为其发展最主要的制约因素。国家能源局和生态环境部于2018年6月28日批准全国84个燃煤火电厂生物质耦合发电的试点项目,包括300 MW亚临界至1 000 MW超超临界燃煤电厂,预示着我国煤电开始在较大范围和规模进行生物质耦合发电改造工作。
国内一些研究学者开展了燃煤电厂污泥掺烧试验、数值模拟等研究工作。张成等[1]开展了污泥掺烧数值模拟技术研究,研究了掺烧不同掺烧比例、不同含水率污泥下的锅炉燃烧特性。朱天宇等[2]开展了掺烧不同种类污泥的试验,研究其对锅炉燃烧特性的影响。张一帆等[3]以420 t/h四角切圆燃煤锅炉进行了单煤燃烧和在2种污泥不同掺烧比例下燃烧的数值模拟研究。蒋志坚等[4]进行了城市污泥流化床焚烧炉飞灰中重金属迁移特性的研究,结果表明:Cd、As为易挥发性重金属,在炉膛内挥发的Cd、As及其化合物蒸气在503 ℃和475 ℃时几乎全部富集于飞灰颗粒中;Cr、Mn、Cu、Zn主要通过夹带富集于飞灰颗粒中,为难挥发性重金属。闻哲等[5]进行了城镇污泥干化焚烧处置技术与工艺研究,介绍了污泥的基本特性,对直接热干化、间接热干化、直接-间接联合热干化技术的工作原理和优缺点进行了比较分析。袁言言等[6]利用Aspen Plus软件开展了污泥焚烧能量利用与污染物排放特性的研究。盛洪产等[7]进行了循环流化床燃煤锅炉掺烧造纸污泥的运行特性分析,对1台130 t/h循环流化床锅炉进行热力平衡计算和烟风阻力计算,研究了不同污泥掺烧比例对锅炉运行特性的影响。葛江等[8]研究了烟煤与污泥混烧过程中As、Zn和Cr的迁移规律和灰渣的浸出特性。殷立宝等[9]开展了四角切圆燃煤锅炉掺烧印染污泥与NOx排放特性的数值模拟研究。这些研究主要集中在实验室机理研究、数值模拟等多因素作用方面,但是针对现场实际燃煤电厂开展污泥掺烧比例确定,污泥掺烧对锅炉效率、环保系统影响规律研究不足,缺乏基础数据,无法科学地判断燃煤电厂掺烧污泥对锅炉效率及环保系统安全性、环保性的影响,因此迫切需要开展现场燃煤电厂污泥掺烧性能试验研究工作。
针对某电厂300 MW机组1号锅炉掺烧生活污泥开展了锅炉燃烧特性理论研究、现场掺烧试验,评估了不同掺烧比例对锅炉燃烧特性、污染物排放、重金属排放的影响,分析污泥掺烧对燃煤电厂的影响,为现场开展燃煤耦合污泥掺烧技术改造和优化运行提供了重要的依据。
1 机组概况
该电厂2台300 MW燃煤热电机组分别于2009年10月和12月建成投产。锅炉为亚临界参数、一次中间再热、自然循环、单炉膛、平衡通风、摆动燃烧器四角切圆燃烧、固态排渣、全钢构架,炉顶设大罩壳。制粉系统采用正压直吹式制粉系统,配置5台中速磨煤机,固态排渣。锅炉型号为SG-1100/17.5-M739,1100T亚临界压力自然循环锅炉。汽轮机为亚临界300 MW优化机型,为一次中间再热三缸两排汽凝汽式汽轮机,型号为C330-16.7/1.5/537/537。发电机型号为QFSN-350-2。表1为锅炉最大连续蒸发量(BMCR)工况与额定功率(TRL)工况的主要设计参数。
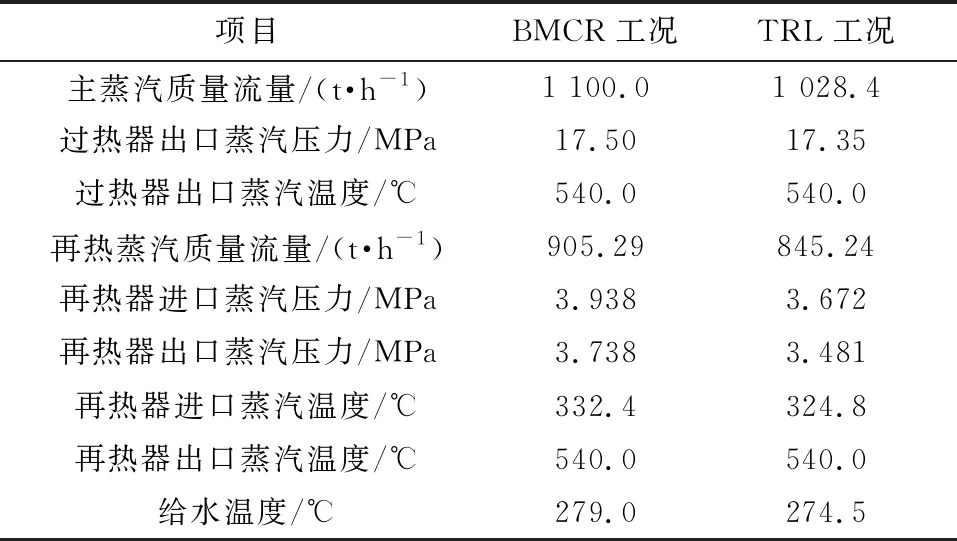
表1 锅炉主要设计参数
设计煤种为山西晋北煤,校核煤种I为内蒙古准格儿煤,燃煤煤质及灰分分析数据见表2。
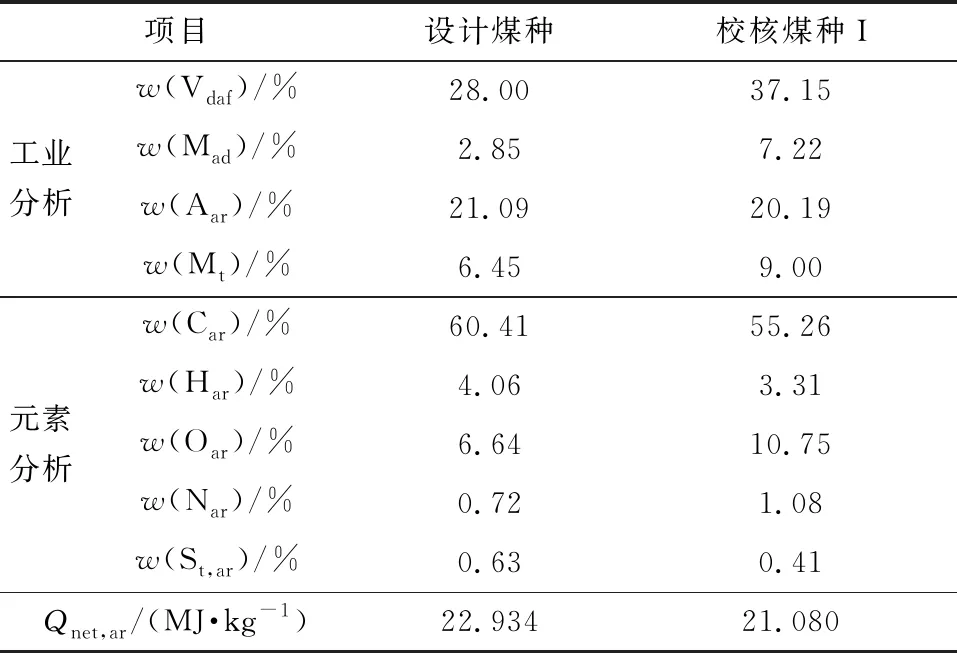
表2 煤质与灰分分析数据
脱硝系统采用选择性催化还原(SCR)法,除尘采用电除尘,每台锅炉配置2台BE型三室五电场静电除尘器。脱硫系统采用石灰石-石膏湿法脱硫工艺,尾部安装湿式电除尘器。
2 污泥掺烧现场试验方法
根据GB 10184—2015 《电站锅炉性能试验规程》,对含水率为40%的污泥在不同掺烧比例(质量分数为3%、6%、8%、10%)情况下进行锅炉热效率测量;同时进行飞灰、炉渣、脱硫废水、脱硫石膏现场取样。飞灰、炉渣、脱硫废水和脱硫石膏中重金属元素含量检测采用NEXION 300X型电感耦合等离子质谱仪(ICP-MS)。测量As等微量元素时需要利用浓硝酸、浓盐酸、氢氟酸对催化剂进行消解,消解采用MultiWave PRO微波消解仪。
3 燃烧特性分析
3.1 污泥掺烧后煤质成分变化
表3为试验期间污泥(含水率为40%)元素分析和工业分析结果。
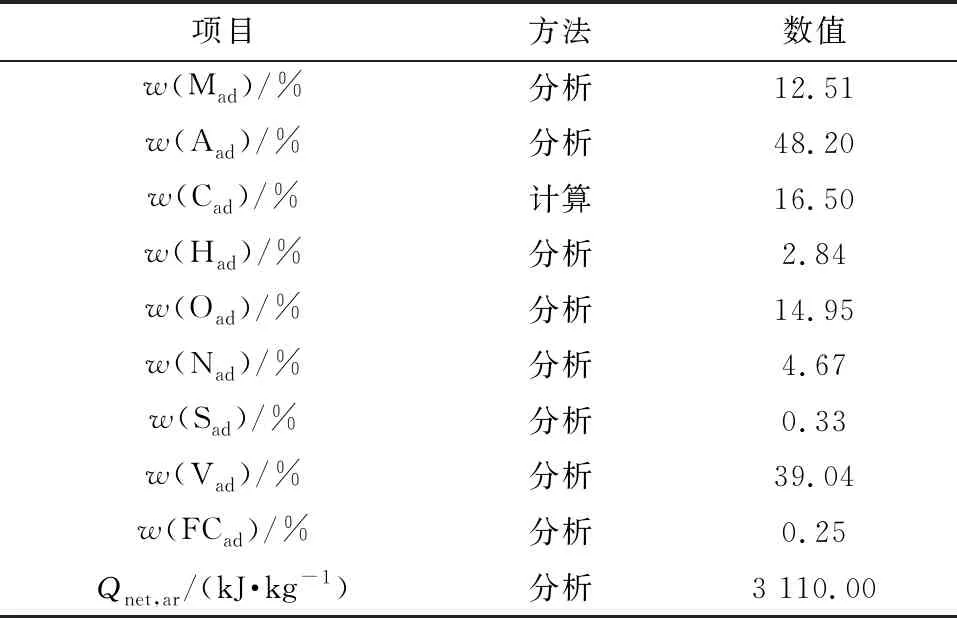
表3 污泥元素分析数据
表4为现场试验期间,原煤煤质元素分析数据。
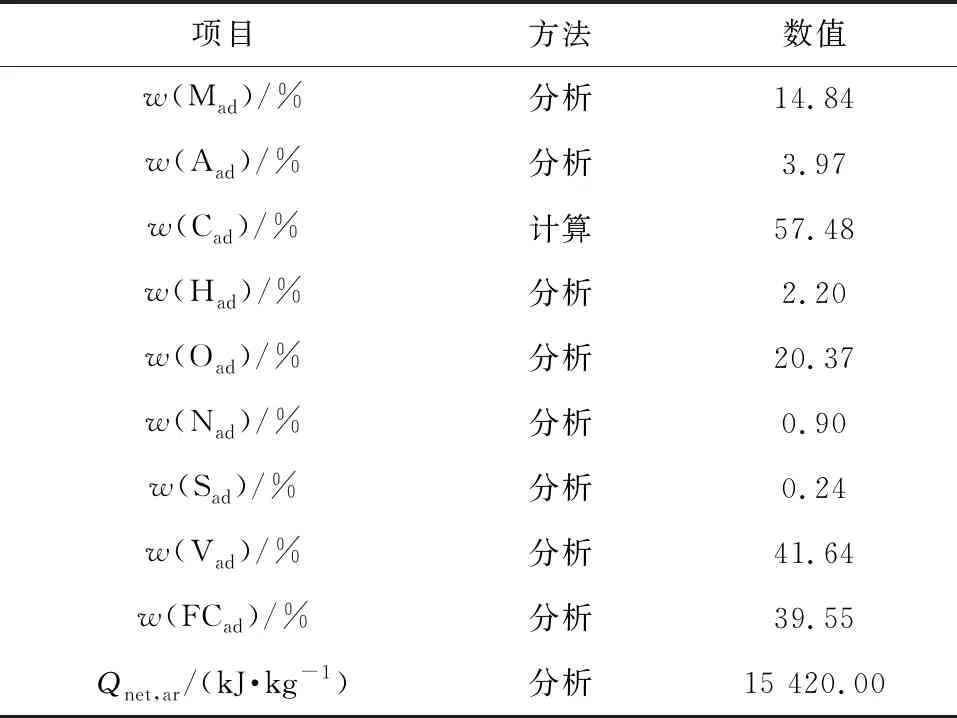
表4 原煤元素分析数据
表5为不同污泥掺烧比例下煤质成分变化,其中原煤为平煤和低卡印尼煤。从表5可以看出:随着污泥掺烧比例的增加,煤的低位发热量逐渐降低,碳含量逐渐减少,灰分含量逐渐增加。总体上看只要掺烧比例控制在10%以内,污泥掺烧对于煤的元素成分影响不大。
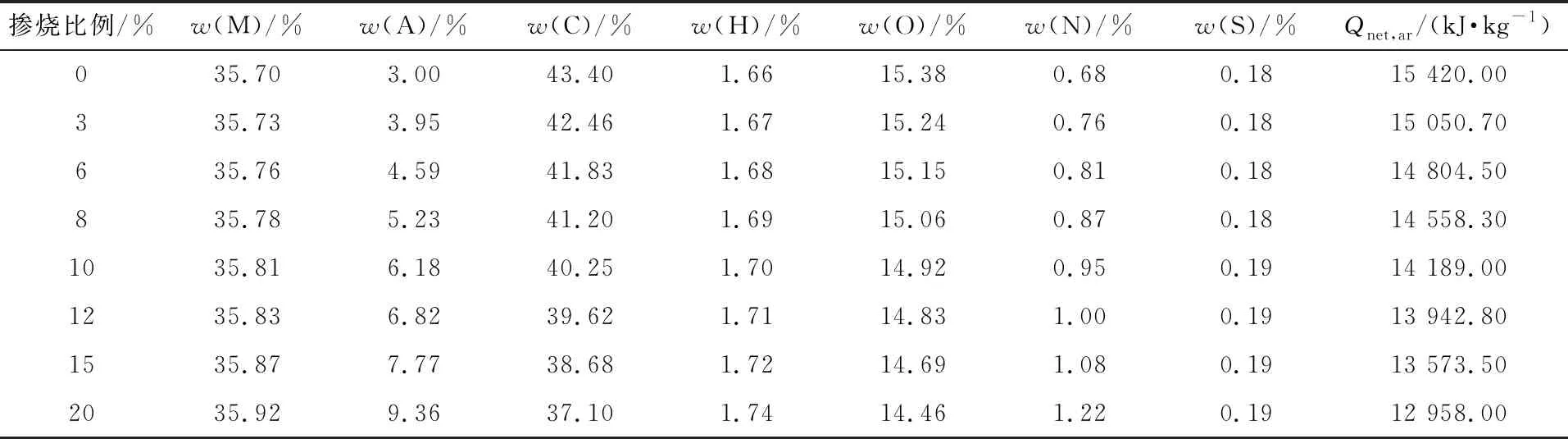
表5 不同污泥掺烧比例下煤质成分变化规律
3.2 污泥掺烧后理论燃烧温度变化
表6为不同污泥掺烧比例下锅炉理论燃烧温度的变化。
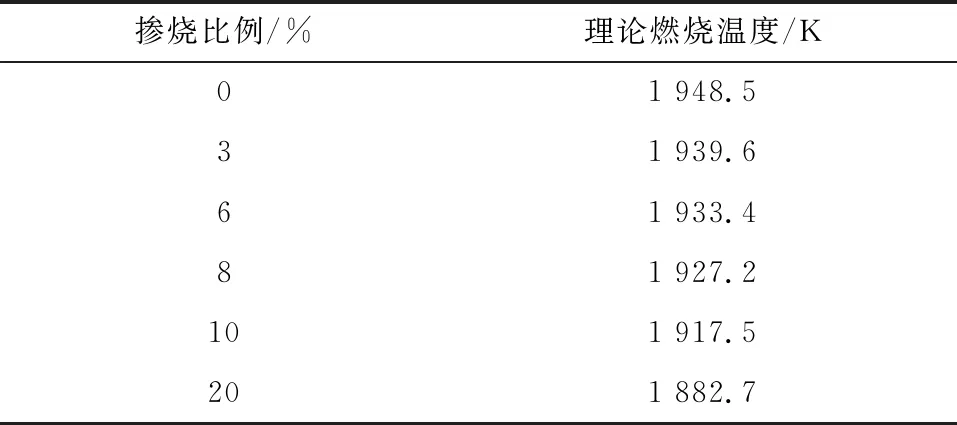
表6 不同掺烧比例下理论燃烧温度计算结果
理论燃烧温度表示在输入煤量和风量的情况下,假定受热面不吸热,没有散热损失,锅炉能够达到的最高温度,理论燃烧温度的高低表示了燃烧强度的大小。由表6可以看出:在10%掺烧比例以内,理论燃烧温度变化较小,相比不掺烧污泥的情况,理论燃烧温度最高降低了31 K;但是当污泥掺烧比例在20%时,理论燃烧温度降低比较明显,相比不掺烧污泥的情况,理论燃烧温度降低了约65 K。因此,建议现场实际掺烧污泥比例控制在10%以内,避免掺烧比例增加后对燃烧造成不利影响。
3.3 不同掺烧比例下锅炉效率对比分析
在锅炉250 MW负荷下进行4个工况的锅炉效率测试,测试结果依据GB 10184—2015进行锅炉效率计算,计算公式为:
η=100-(q2+q3+q4+q5+q6+qoth-qex)
(1)
式中:η为锅炉效率,%;q2为排烟热损失,%;q3为化学不完全燃烧热损失,%;q4为固体未完全燃烧热损失,%;q5为散热损失,%;q6为添加脱硫剂后产生的灰渣物理显热损失,%;qex为外来热量与低位发热量的比,%;qoth为其他热损失,%。
试验时,由于测试时间问题,飞灰A、B侧进行连续取样。排烟温度和氧量分别进行2个工况测试。锅炉散热直接取设计值,不考虑其他损失。外来输入热量只考虑进入系统空气带入的热量。
表7为锅炉效率测试主要结果。
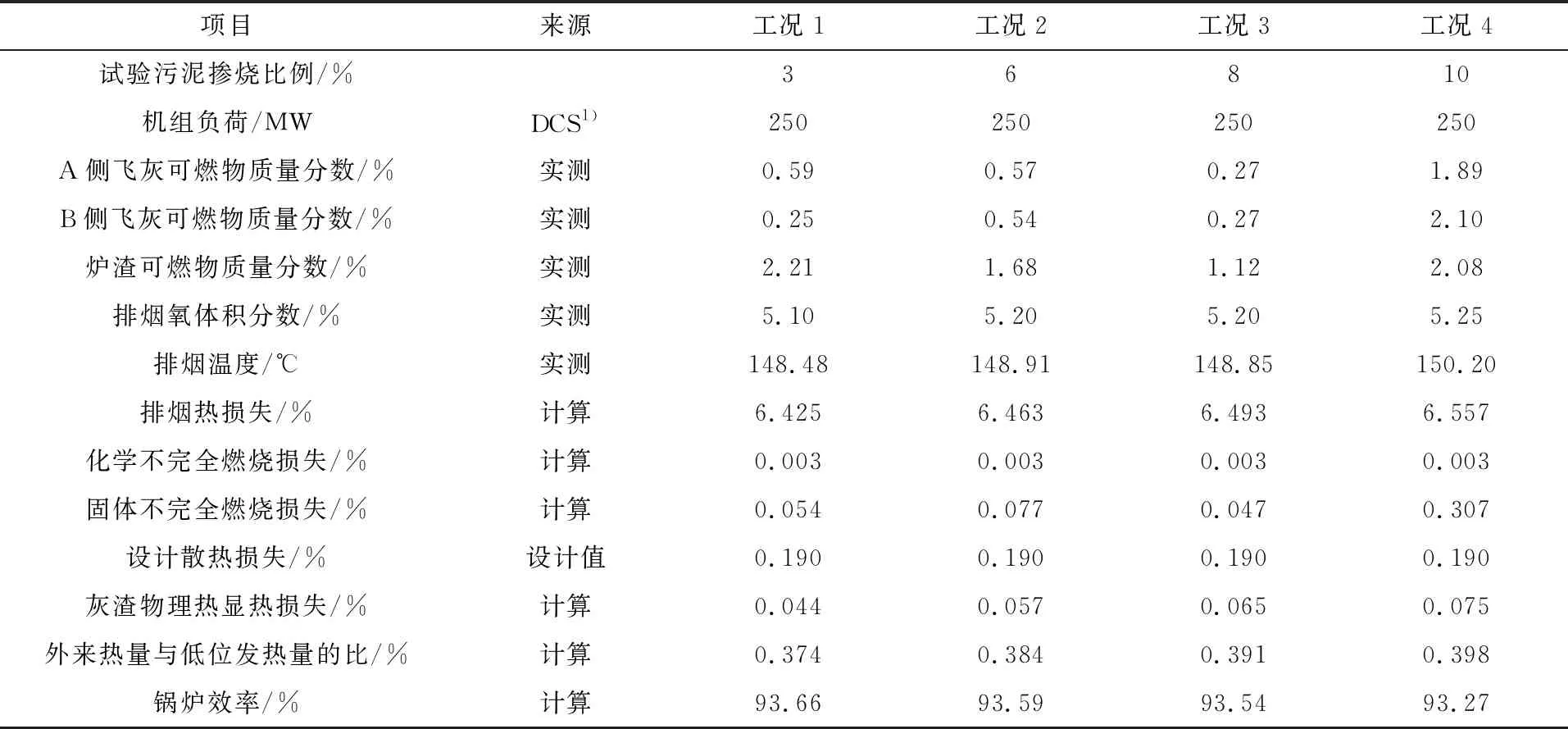
表7 锅炉效率测试主要结果
从表7可以看出:污泥掺烧比例为10%时,相比3%的掺烧比例,锅炉效率降低0.39百分点。建议现场实际掺烧污泥的比例控制在10%以内,避免掺烧比例提高后,锅炉效率降低太多,影响电厂经济性。
总体上看,污泥掺烧后对锅炉效率的影响比较小,固体不完全燃烧损失和灰渣物理显热损失都比较小。
4 环保特性分析
4.1 飞灰浓度变化
表8为在不同污泥掺烧比例下,不同受热面位置飞灰质量分数的计算结果。
从表8可以看出:在10%掺烧比例下,前屏至省煤器的飞灰质量分数为0.009,不掺烧污泥时,飞灰质量分数为0.004。因此,掺烧高灰分污泥时,飞灰浓度有一定程度的增加,需要在实际运行过程中密切监视电除尘器的运行状态,防止出现粉尘排放浓度超标。
总体上看,污泥掺烧比例为10%时,飞灰浓度变化比较小,因此建议电厂在实际运行中控制污泥掺烧比例在10%以内。
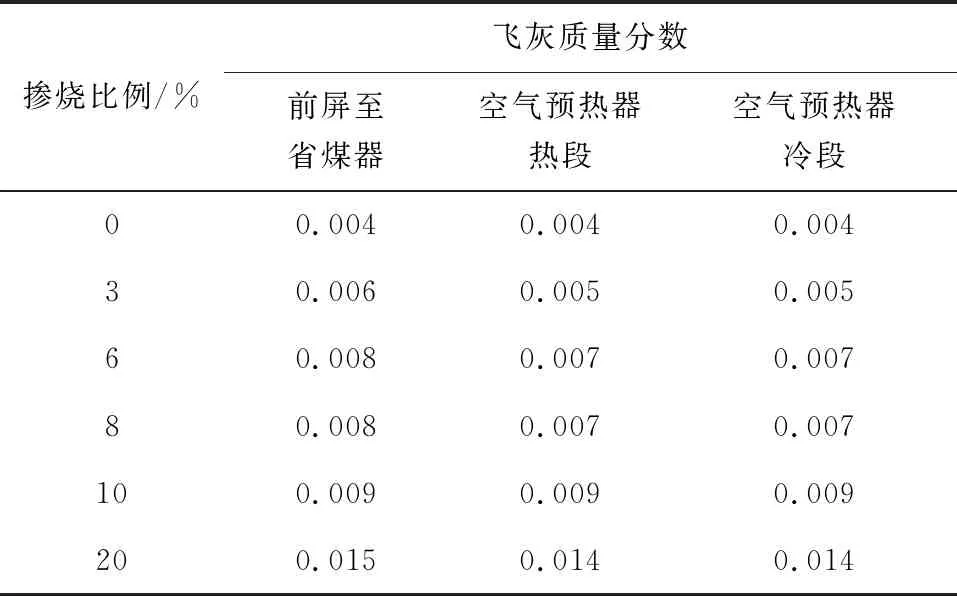
表8 不同掺烧比例下飞灰质量分数的计算结果
4.2 烟气量及SO2浓度变化
表9为在不同污泥掺烧比例下,锅炉烟气量变化的规律。
从表9可以看出:污泥掺烧比例在10%以内时,烟气量变化不大,对锅炉燃烧影响比较小;不同掺烧比例下,炉膛出口SO2浓度变化不大,锅炉现有湿法脱硫 (FGD) 系统SO2脱除能力强(现有FGD系统有5台浆液循环泵,现场实际运行2台浆液循环泵,FGD系统有很大的余量)。
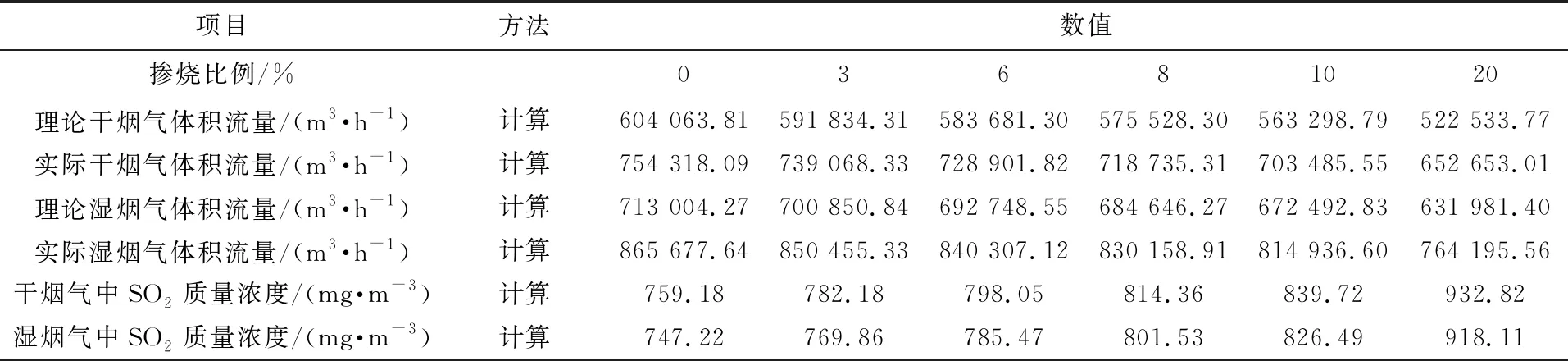
表9 锅炉烟气量和空气量计算结果
4.3 电除尘器灰中重金属元素分布规律
表10为在不同污泥掺烧比例试验期间,电除尘器灰中重金属元素化验结果。根据GB 18918—2002 《城镇污水处理厂污染物排放标准》,目前电除尘器灰中重金属元素含量都满足环保要求,而且灰中重金属元素浓度都小于标准排放限值。从表10可以看出:Cu、Ga、Mn、Ti等重金属元素含量较多,说明这些重金属元素挥发性较强,容易在飞灰中沉积;Hg、As、Cd、Be、Cr、Zn、Sn等重金属元素含量较少。

表10 电除尘器灰中重金属成分化验结果 mg/kg
4.4 脱硫石膏中重金属元素分布规律
表11为在不同污泥掺烧比例试验期间,脱硫石膏中重金属元素化验结果。从表11可以看出:脱硫石膏中重金属元素含量都满足相关国家标准要求,而且脱硫石膏中重金属元素含量都小于标准排放限值。
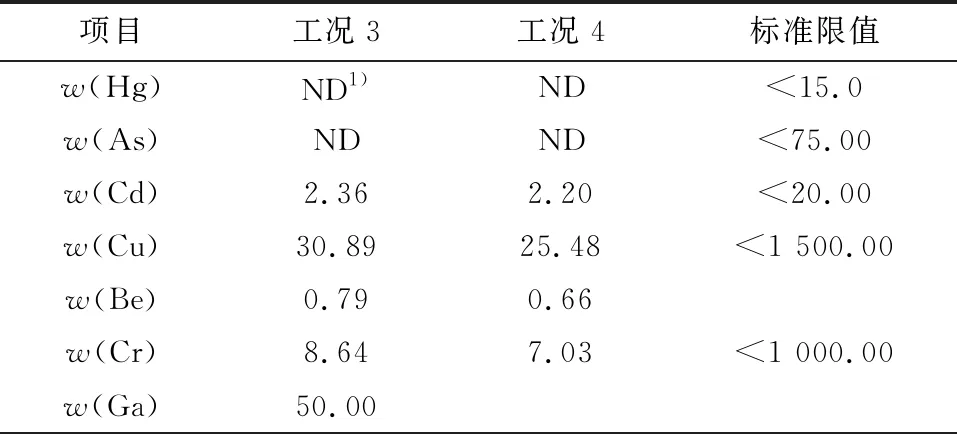
表11 脱硫石膏中重金属元素分析结果 mg/kg
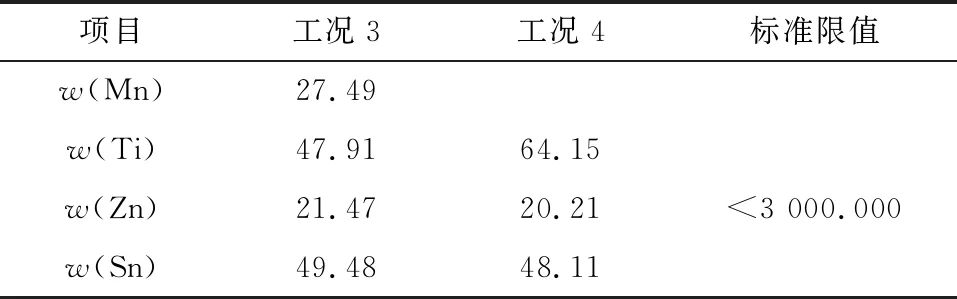
表11(续)
4.5 炉渣中重金属元素分布规律
表12为在不同污泥掺烧比例试验期间,采样炉渣中重金属含量化验结果。从表12可以看出:炉膛中重金属元素中Cr、Pb、P、Cu含量相对较高,其他重金属元素As、Cd、Be含量都很小,炉渣中重金属元素含量都满足GB 18918—2002的要求。

表12 炉渣中重金属元素分析结果 mg/kg
4.6 吸收塔浆液中重金属元素分布规律
表13为在不同污泥掺烧比例试验期间,脱硫浆液中重金属元素化验结果。从表13可以看出,脱硫浆液中重金属元素含量满足GB 18918—2002的排放要求。

表13 吸收塔浆液中重金属元素分析结果 mg/L
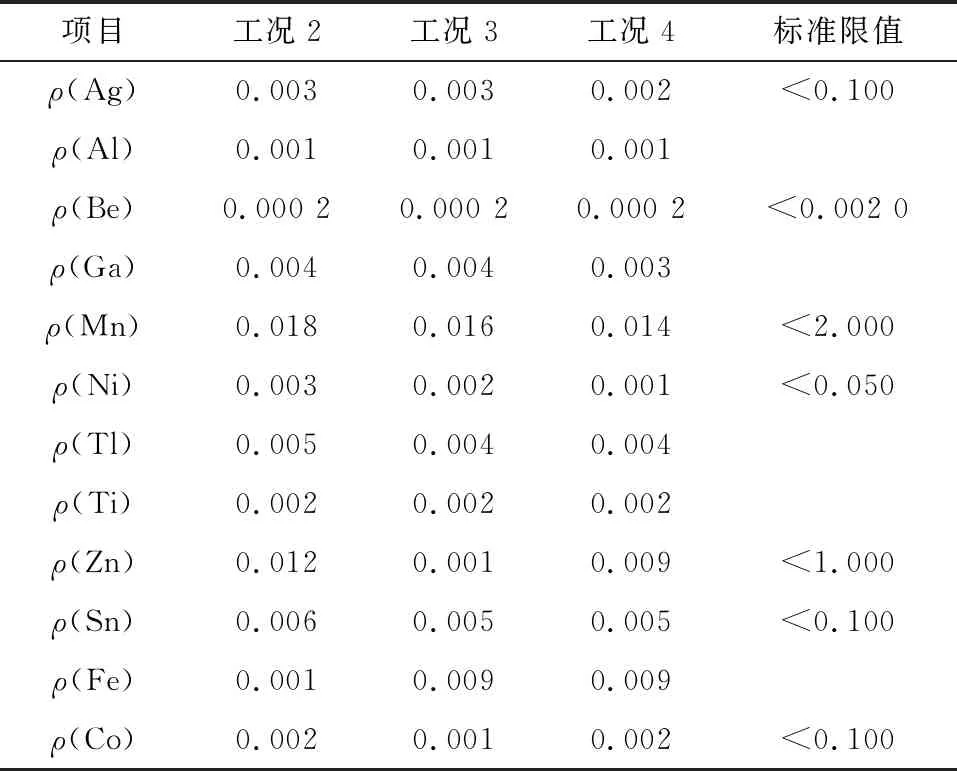
表13(续)
4.7 脱硫废水中重金属元素分布规律
表14为在不同污泥掺烧比例试验期间,脱硫废水中重金属元素化验结果。从表14可以看出,脱硫废水中重金属元素含量满足GB 18918—2002的排放要求。
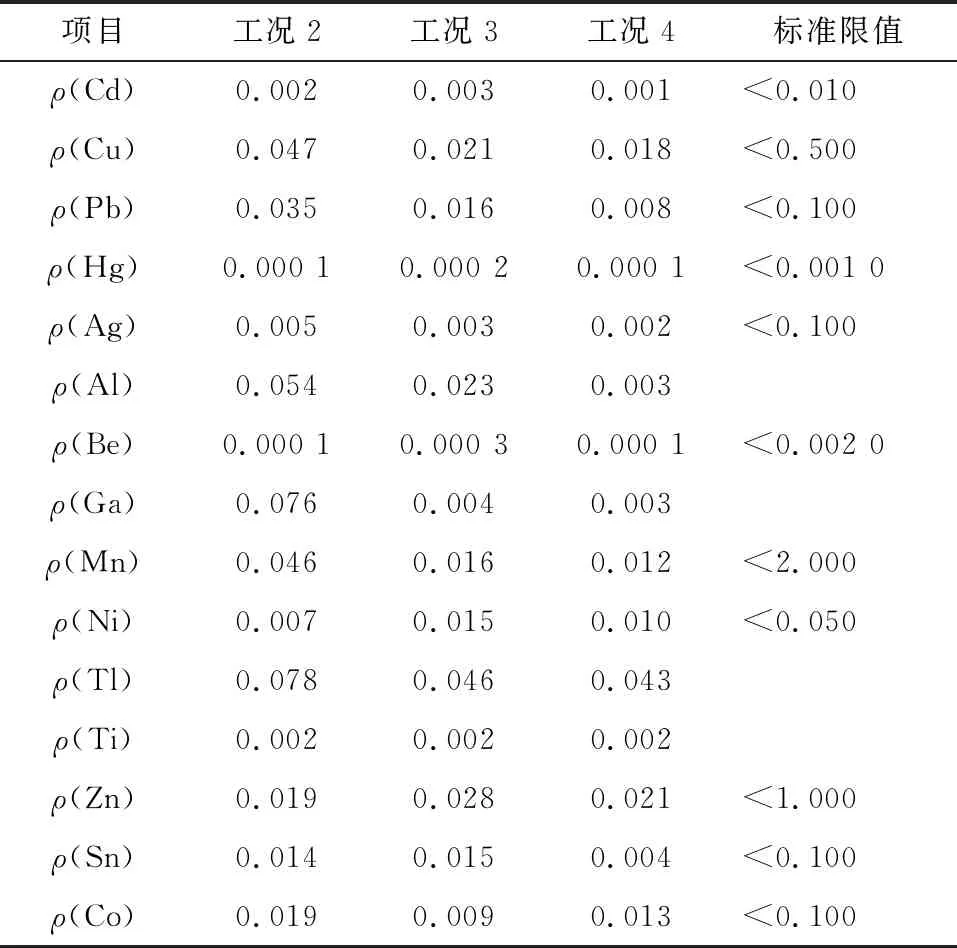
表14 脱硫废水中重金属元素分析结果 mg/L
5 结语
(1) 掺烧40%含水率污泥,在10%掺烧比例以内,理论燃烧温度变化比较小,相比不掺烧污泥的情况,理论燃烧温度最高降低了31 K。
(2) 掺烧污泥后,只要掺烧比例控制在10%以内,污泥掺烧对于煤的元素成分影响不大;对飞灰浓度影响不大,不会造成省煤器等受热面磨损加剧。
(3) 现场实际掺烧40%含水率污泥,在不同掺烧比例(3%、6%、8%、10%)下,烟囱出口处NOx、SO2和粉尘浓度都能满足超低排放要求,污泥掺烧不会造成环保指标超标。
(4) 实验室进行脱硫石膏、脱硫废水、脱硫浆液、飞灰和炉渣化验,结果表明重金属元素含量都满足相关标准要求。
(5) 污泥掺烧后对锅炉效率影响比较小,固体不完全燃烧损失和灰渣物理显热损失都比较小。
建议电厂定期进行污泥成分化验,确保污泥成分满足锅炉燃烧和环保要求,同时对脱硫废水、脱硫石膏、飞灰、炉渣定期开展重金属取样分析,防止出现重金属含量超标。防止工业污泥混入到生活污泥中,从而对锅炉受热面腐蚀造成重大安全风险。
