卷绕机卷针防护紧固件定位夹具的设计及应用
2021-03-31陈伟南
陈伟南
(广东省技师学院,广东惠州 516100)
1 夹具功能的确定
在数控铣削机床上加工零件,一般是用压板(此零件太小直接用压板显然是行不通的)、平口钳对工件进行装夹。图1所示零件可通过平口钳固定它的两长侧面进行夹紧,然后对工件的X、Y进行分中,Z向再用对刀棒进行对刀以确定刀具长度方向的位置。但由于该零件的宽度比较窄(只有12mm),如果夹紧力不够则可能在钻孔、铣面等过程中出现松动、移位;而中间是线切割已加工好的型腔加工其材料为黄铜,如果用力过大则可能会引起变形;另外工件的厚度为4.3mm,而根据图纸要求铣去其斜面留下的直身高度只有2.2mm,那么能给平口钳装夹的高度就更加少了,这样容易造成在对刀或加工中出现刀具与平口钳发生干涉,存在一定的安全隐患。为了避免这种情况的产生,在设计时可以考虑利用夹具的凸台与该零件的线切割加工好的型腔相配合的同时在中间钻孔、攻丝,用螺钉加垫片的方式由上方向下施加锁紧力,将其固定好,加工左右φ6mm 沉孔、φ3mm 的通孔和斜面。加工完后在左右用M3mm的螺钉将该零件锁住,从而可以加工前后两个斜面。最终使得只需装2次3个螺钉就可以把整个零件加工完成。
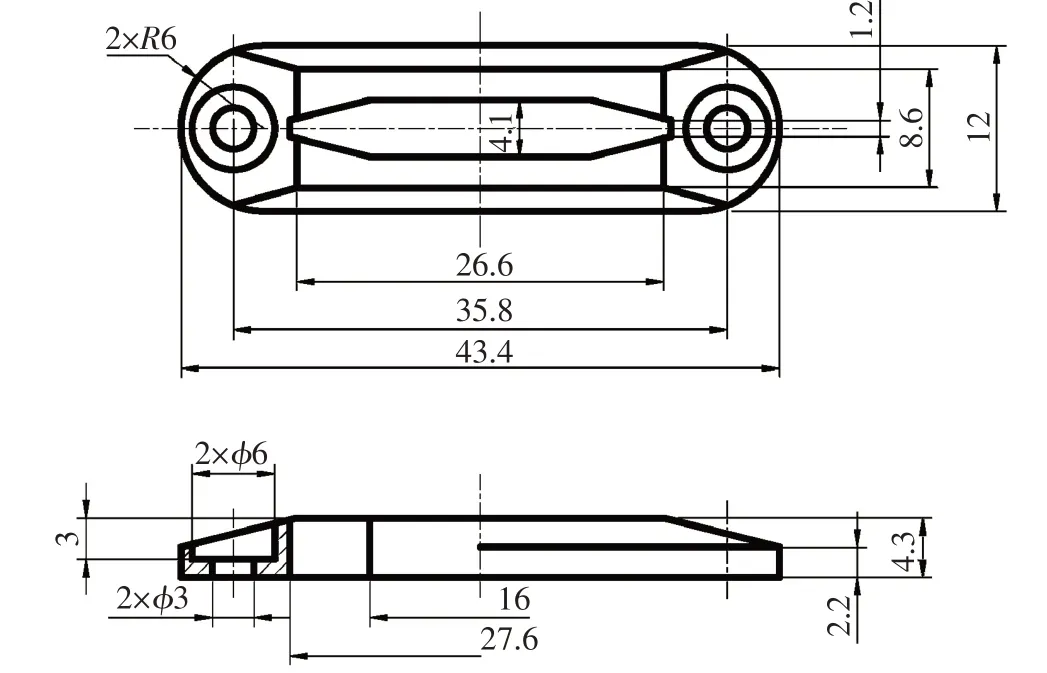
图1 零件图
2 夹具设计及制造
根据需加工的零件设计的夹具体如图2 所示。
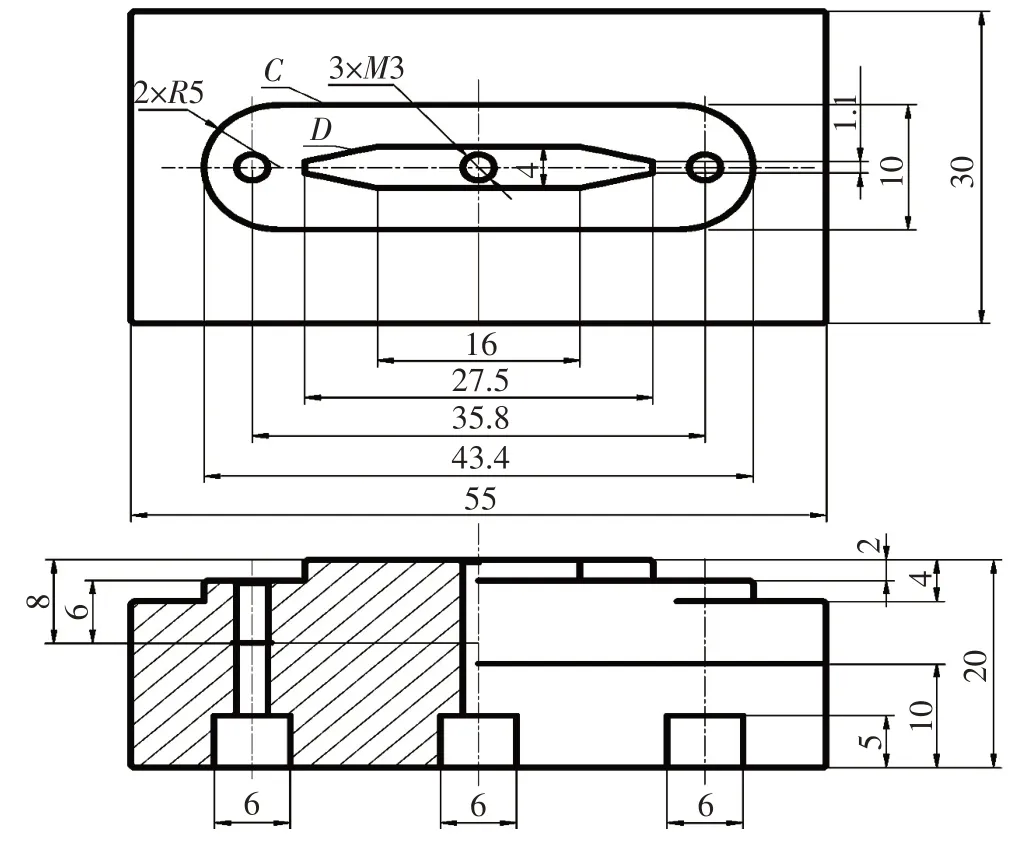
图2 夹具体
(1)铣削加工出如图3 所示的一块55×30×20mm的45钢。

图3 待加工零件
(2)将图2所示的A、B两台阶铣削加工至10mm深。
(3)在底部加工3条6×5mm的通槽。
(4)用MasterCAM9.1sp2 编写程序进行图4 中C、D两凸台外轮廓的加工。

图4 外轮廓加工
(5)钻孔、攻丝加工3×M3mm。
(6)钳工修锉去毛刺。
(7)用丝锥对螺纹孔校修,并修挫27.5×4mm凸台尺寸以达到要求。
3 夹具的结构原理
图5 所示为卷绕机卷针防护紧固件定位夹具,该夹具结构简单,加工方便,安装使用均十分方便。
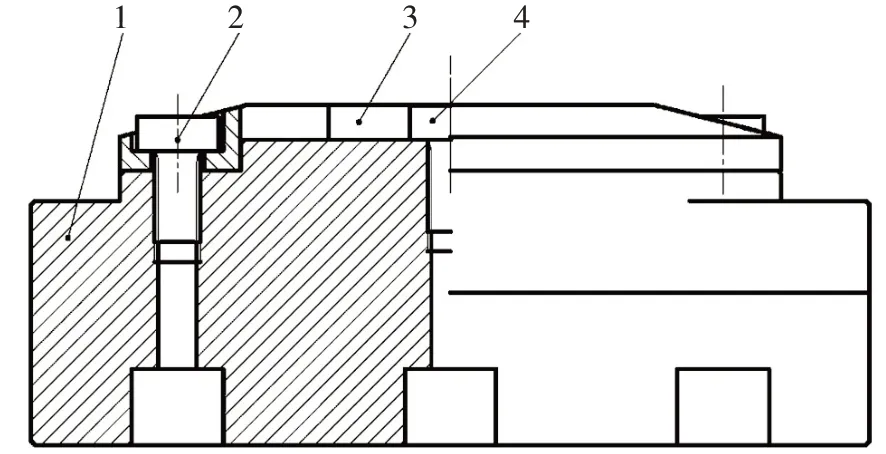
图5 卷绕机卷针防护紧固件定位夹具
该夹具主要由夹具体1、卷针防护紧固件3组成,夹具体以长圆凸台面和双头削尖长凸台侧面为定位基准面。定位中,长圆凸台面消除3个自由度,而双头削尖长凸台则消除另外3个自由度,从而方便地实现工件6个自由度的约束。在这里特别解释一下,由于夹具所要求的定位精度比较低,所以双头削尖长凸台的侧面与工件之间实际上留了比较大的间隙(约0.5mm),因此不必担心该长凸台侧面定位后有过定位问题。在底部加工3条6×5mm的通槽,主要是为了在加工零件的通孔时能切削掉下来能从通槽流出或用气枪向通槽吹气达到排屑的目的。零件定位完成后,用螺钉和垫片实施夹紧,夹紧力垂直指向圆凸台面,虽然不是与切削力方向相反而互相抵消,但夹紧力仍然使零件在加工过程中保持正确的位置并不因切削力而改变正确加工位置,整个夹具定位准确、夹紧可靠。
4 夹具的使用方法
(1)利用夹具的双头削尖长凸台与被加工零件(黄铜件)的线切割加工好的型腔相配合为导向使工件贴紧主定位面长圆凸台面,同时长凸台侧面与工件型腔相配合完成定位。
(2)夹具体双头削尖长凸台中间钻孔、并加工螺纹孔,其目的即可用螺钉加垫片的方式由上方向下施加夹紧力,使工件得到夹紧。
(3)工件夹紧后,首先铣削工件长端的半圆弧,然后加工左右两端的φ3mm 的通孔及φ6mm 沉孔,再铣削长端斜面。
(4)卸下中间的锁紧螺钉,用气枪吹掉切屑,然后换从两端M3mm螺纹孔将工件锁住实现夹紧,从而可以加工中间的前后两个斜面。
5 夹具的应用效果
该夹具装在我校的台湾丽伟机上使用,用此夹具不但保证了图1所示零件的质量,并且最大限度地降低了操作者的劳动强度,大大地提高了生产效率。另外,也考虑到夹具的通用性问题,即该夹具也可以在普通铣床上对工件进行加工,根据实际加工试用测试,在普通铣床上由于夹具的定位夹紧状态一样即辅助工时一样的情况下,生产效率相差无几。
试用时连续加工了多件工件均能达到图纸规定的加工要求,这样该夹具帮可以运用到生产里面去了,使我们圆满地完成了生产任务。
6 结束语
该夹具结构简单,制造容易,安装操作方便。其突出的优点是改变了传统地将工件直接装在平口钳上进行加工的做法,将需要加工的零件固定在该夹具体上进行加工,实现了装、拆的容易化,提高了生产效率,保证了该批零件的精度和一致性。因用螺钉进行锁紧加工,所以加工的安全性也得到保证。
