ZJ19B 卷接机组接装纸定位装置的设计及应用
2021-03-30黄长斌万云会苟世祥郝伟邹剑
黄长斌,万云会,苟世祥,郝伟,邹剑
(红塔烟草(集团)有限责任公司昭通卷烟厂,云南 昭通 657000)
通过中烟卷烟质量监督检测中心的抽样检测反馈情况可以看出,我厂的接装纸内、外排长度超标质量缺陷烟支多达每条21 支。目前,=- %卷接机组是中速卷烟机的主力机型,烟支接装纸长度的调整是由人工调整后加热器的位置来改变内、外排烟支接装纸的长度。由于该质量缺陷具有突发性,无法预防。因此,希望对原机组接装纸供给部分进行局部改进来改善该机型接装纸长度波动大的问题。
1 问题分析
1.1 ZJ19B 接装纸装置原理简介
接装纸由支架上的两个呈180 度旋转的纸盘架交替进行供纸,通过胶带将一个纸盘自动叠接到另一个纸盘上实现动态拼接。在用纸盘上的接装纸在拖纸辊和压纸辊的作用下拖动供给,接装纸经胶前加热器后由上胶器下方穿出,上胶后,通过胶后加热器,最终输送至水松纸切纸鼓轮(如图1 所示)。接装纸在水松纸鼓轮上被水松纸切刀切成片状,这些纸片在真空吸力的作用下,吸附在水松纸鼓轮表面并随其转动,然后,与组合烟支黏接传送至搓板上,经鼓轮的运动与搓板的作用,被包裹搓接成双倍长度的滤嘴烟支组合体,最后,被输送至切割鼓轮,分切成内、外两排长度相等的滤嘴烟支。
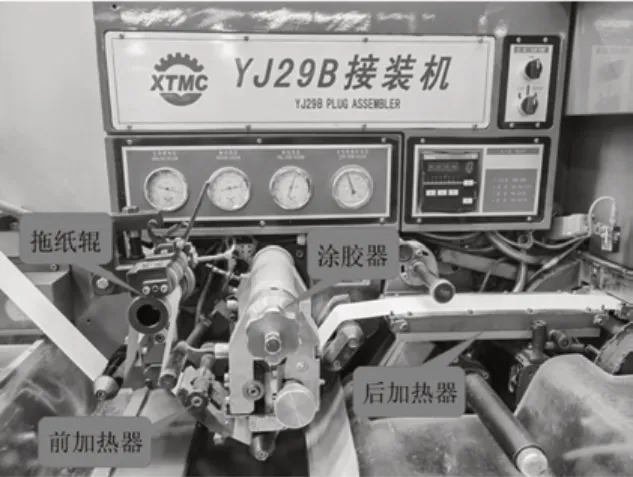
图1 ZJ19B 接嘴机供纸原理图
1.2 接装纸长度超标的原因分析
通过对=- %卷接机组接装纸输送系统进行分析和研究,得出生产时接装纸高速输送过程中存在摆动幅度大的问题。影响接装纸摆动有以下几个方面。
(1)接装纸上胶装置的影响。如图2 所示,上胶烘干前,接装纸平整,但是,经过后加热器上胶烘干后,接装纸出现皱褶。这是由于接装纸上胶后经加热器烘干,接装纸表面的水分挥发,接装纸收缩导致接装纸不平整,再加上接装纸高速运行,必然会发生摆动。
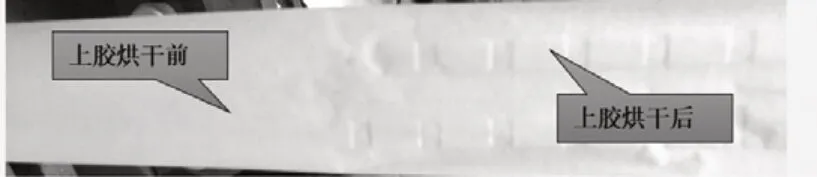
图2 接装纸上胶前后对比
(2)接装纸后加热器的影响。后加热器上安装内外两组销钉,控制接装纸运行时的波动,销钉之间距离不可调节。销钉和接装纸是点接触,接装纸经上胶烘干后,受温度影响,接装纸两侧向上微卷、投影宽度变窄,于是,后加热器的定位销钉与接装纸之间存在间隙,从而导致销钉定位控制失效。
(3)后加热器与鼓轮间距的影响。后加热器和切纸鼓轮之间有105mm 的距离,并且没有定位和支撑装置,经过此位置的接装纸波动是不受约束的。

图3 接装纸后加热器和切割鼓轮
2 设计思路
通过前后加热段对接装纸进行定位后,还需对接装纸进入切纸鼓轮前进行最后的精确定位。因此,我们需要设计一个水松纸定位装置,安装在后加热器末端与切纸鼓轮之间的机架上(如图4 所示),使接装纸以最小摆动量进入切纸鼓轮(定位装置距离可调,定位装置间距64.1mm,接装纸摆动幅度仅0.05mm,并且定位装置对接装纸起支撑作用,增加接装纸运行的稳定性)。当接装纸准确到达切纸鼓轮表面后,接装纸在切纸鼓轮负压吸风的作用下(接装纸的位置被固定,不会再出现摆动),吸附在鼓轮表面随其转动,连续额的接装纸被切割成等长的接装纸纸片。当接装纸纸片随鼓轮转到与组合烟汇合位置时,接装纸准确包裹在双倍烟的中间位置,使内外排烟支接装纸长度相等。

图4 定位装置位置示意图
因此,我们认为,在切割鼓轮前,加装定位装置对接装纸进行末端控制可以解决内外排烟支接装纸波动大的问题。
3 设计方案
如图5 所示,选取机架作为安装点,在接装机后,加热器和切纸轮之间设计安装定位装置,对接装纸在切纸鼓轮负压吸风吸附前的摆动幅度进行控制。
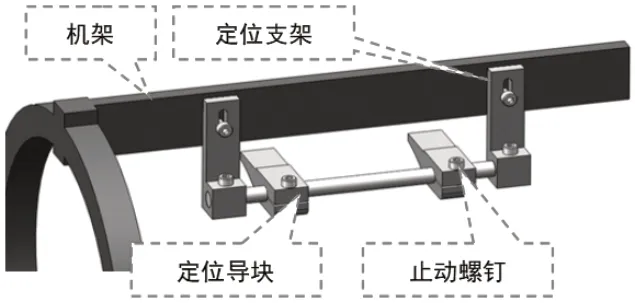
图5 定位装置方案
接装纸定位装置由定位导块、止动螺钉、导杆和定位支架组成。在机架上加工φ4 的螺纹孔,用于安装定位支架。两支架上分别开一个腰型孔,用于调节定位装置的整体高度。两支架之间通过导杆连接,两端用螺钉固定,导杆上装两个定位导块,定位导块可以在导杆上自由滑动。生产时,根据接装纸的实际宽度调节两个定位导块的位置,使接装纸准确到达切纸鼓轮。
安装接装纸定位装置后,接装纸的两侧面与定位块接触,通过移动定位块可以控制接装纸的位置(直接影响内外排烟支接装纸的长度),接装纸的下表面经过导杆,导杆对接装纸起支撑作用,减小接装纸在运行时的颤动,接装纸的前端由切纸鼓轮的负压吸风牵引随切纸鼓轮向前运行,接装纸的另一端与接装纸盘连接,固定于接装纸盘架上。接装纸的五个自由度均被有效控制,接装纸在定位装置的作用下运行更平稳,接装纸长短调节更有效。
3.1 绘制图纸
如图6、7、8、9 所示,为接装纸定位装置设计图,设计完成后,委托外协机械厂进行加工。
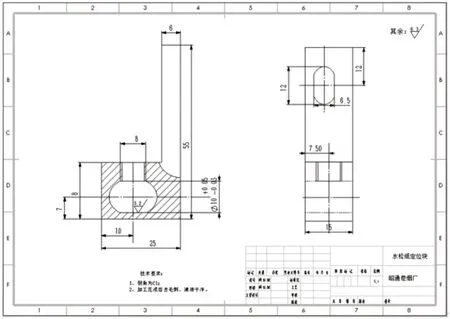
图6 水松纸定位块支架设计图
3.2 安装效果
水松纸定位装置如图10 所示安装于机架上,确保导杆和后加热器的上表面高度平齐。
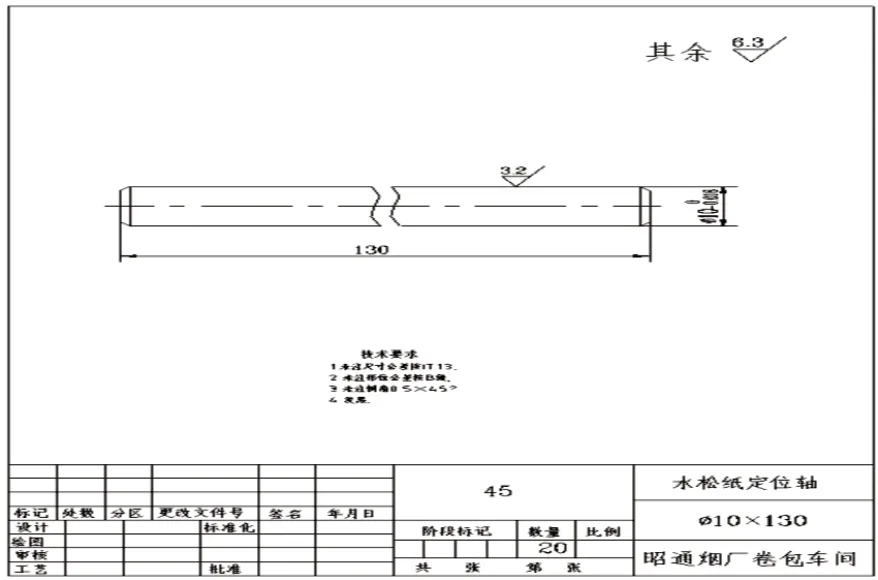
图8 定位导块安装轴
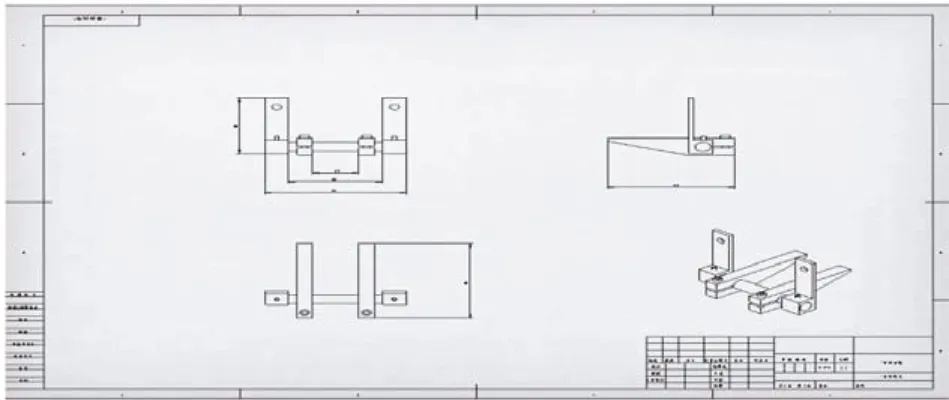
图9 定位装置图纸
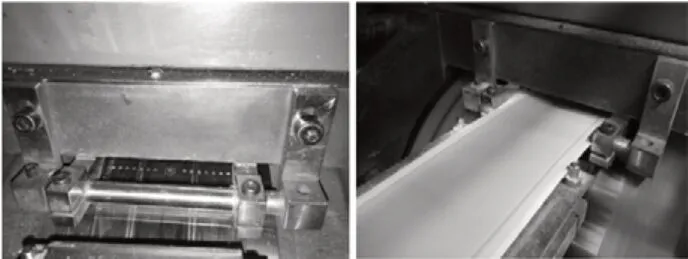
图10 安装效果图
4 应用效果验证
定位装置安装完成后,对改进效果进行了跟踪验证。对=- %-24#卷烟机2019 年1 ~3 月接装纸摆幅情况进行了三个月的效果检查,检查结果见表1、2。从表中可以看出,改进后的末端接装纸摆动幅度明显减小。
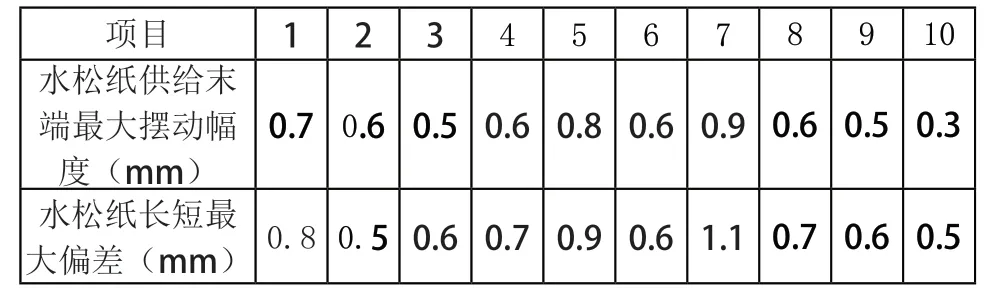
表1 ZJ19B—24#改进前末端接装纸摆幅情况统计表
使用至今,接装纸定位稳定,接装纸长短缺陷烟支数量明显减少,使用接装纸定位装置后,未抽检出接装纸长短偏差超过0.5mm 的烟支。目前,已经在车间所有=- %以及进口PASSIM 卷接机组上推广使用。
5 结语
通过本厂工艺质量科、质量监督监测站对=- %卷接机组生产的滤嘴烟支接装纸长度进行了大量检测,均符合工艺质量要求。对原机接装纸供给部分进行局部改进,有效解决了该机型的接装纸长度波动超出工艺标准的问题。
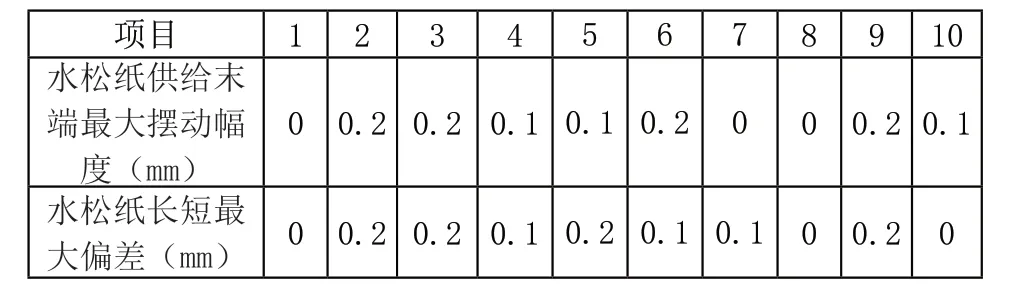
表2 ZJ19B-24#改进后末端接装纸摆幅情况统计表
