两种不同运行方式下好氧颗粒污泥培养及污染物去除性能对比研究
2021-03-29黄健盛郭银应刘德绍陈双扣陈秋竹郑昊天谭俊峰
黄健盛,郭银应*,刘德绍,陈双扣,陈秋竹,温 馨,郑昊天,谭俊峰,唐 倩
(1.重庆科技学院化学化工学院,重庆 401331;2.重庆科技学院机械与动力工程学院,重庆 401331;3.重庆市托尔阿诗环保有限公司,重庆400060;4.重庆科技学院建筑工程学院,重庆401331)
好氧颗粒污泥(aerobic granular sludge,AGS)是一种具备好氧/缺氧/厌氧层状空间结构的颗粒状活性污泥[1],可同时进行硝化、反硝化和除磷过程,具有耐冲击负荷强、生物物种丰富、污染物去除效率高等诸多优点[2-3],在污水处理领域具有极大的优势[4]。许多研究表明,颗粒污泥在单一负荷或逐步提高负荷培养条件下需较长时间才能形成,且颗粒污泥稳定性较差,所含微生物种单一[5]。Wagner等[6]采用逐步提高有机负荷方式,经过160 d才培养出平均粒径为0.473 mm的成熟颗粒污泥。
近年来研究发现交变进水负荷更易于促进颗粒污泥的形成,在控制氮、磷在较大范围波动的条件下,能促进反硝化菌及聚磷菌(PAOs)的富集,形成性质良好的颗粒污泥[7-9],但关于交变负荷下不同运行方式对好氧颗粒污泥培养及性能的影响还缺少系统研究[10]。作者将通过交替改变进水负荷,研究进水—曝气—沉淀—排水运行方式和进水—曝气—停曝—曝气—停曝—曝气—沉淀—排水运行方式下好氧颗粒污泥培养及污染物去除性能,以期寻求更快速有效的好氧颗粒污泥培养方法。
1 材料与方法
1.1 实验装置
实验装置采用有机玻璃制成的圆柱形sequencing batch reactor(SBR)反应器(S1、S2):高100 cm,内径8.0 cm,有效容积为4.27 L,换水比为60%。反应器底部设有进水口和排空管,并配有曝气系统,侧壁设有排水口,排水通过蠕动泵控制。时序控制器控制进水蠕动泵启停、出水蠕动泵启停和曝气风机启停。试验装置如图1所示。
1.2 实验室用水与接种污泥
实验进水采用人工模拟污水。人工模拟污水由乙酸钠提供碳源、氯化氨提供氮源、磷酸二氢钾提供磷源,初始进水控制为COD∶氮∶磷为100∶5∶1 mg/L,按进水1 mL/L的比例添加微量元素,人工模拟污水组成如表1所示。本实验接种污泥取自重庆市江津先锋污水处理厂曝气池,接种时各反应器中的污泥浓度为3.2 g/L,初始SVI为175 mL/g。

表1 人工模拟污水组成Tab.1 Composition of synthetic wastewater
1.3 实验方法
SBR进水COD以200 mg/L为梯度,从200 mg/L逐渐增加至1000 mg/L,再逐渐降低至200 mg/L再逐渐增加,各种COD浓度下运行4个周期后进入下一COD浓度,重复周期运行。进水COD、NH4+-N、PO43--P浓度同步交替变化,NH4+-N的质量浓度为10~50 mg/L,以10 mg/L的梯度交替变化,PO43--P的质量浓度2~10 mg/L,以2 mg/L梯度交替变化。同时针对颗粒污泥培养,设计两种运行方式系统考察污泥培养效果,具体如表2所示。

表2 反应各阶段运行方式Tab.2 Operational methods for each reaction stage
1.4 分析方法


2 结果与讨论
2.1 负荷交替-不同运行方式下颗粒污泥形成情况
考察S1、S2反应器中不同时期AGS的形态,将污泥培养过程大致分为3个阶段,初生颗粒形成期Ⅰ、颗粒成长期Ⅱ和颗粒成熟期Ⅲ(如表3所示),得到污泥形态及粒径变化如图2和3所示。

表3 SBR系统中颗粒污泥发育过程Tab.3 SBR development of granular sludge in the system
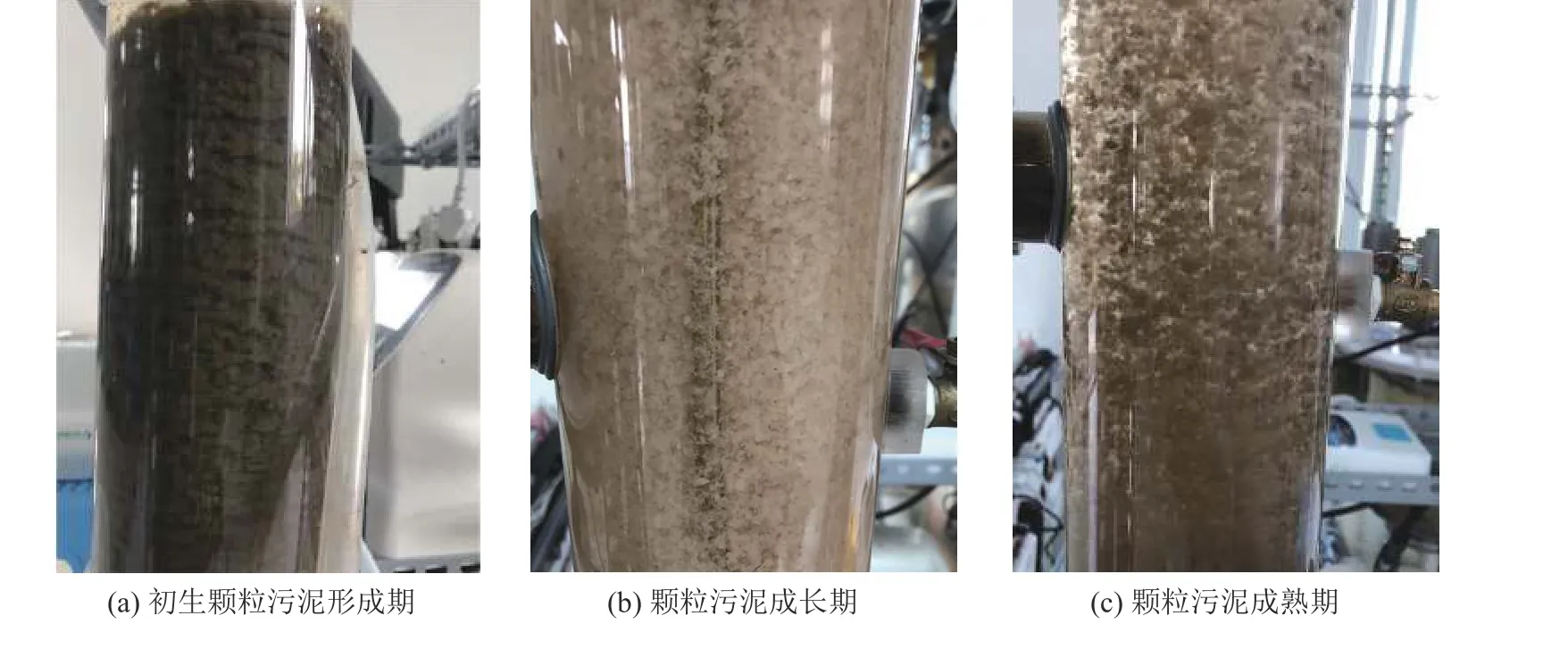
图2 颗粒污泥形成过程的形态变化Fig.2 Morphological changesof granular sludgeformation process

图3 反应器污泥平均粒径的变化过程Fig.3 Change process of mean particle size of reactor sludge
初期,S1和S2反应器接种的活性污泥以细小絮体为主,呈深灰褐色,平均粒径为0.03~0.05 mm。在接种污泥及进水水质相同情况下,S1、S2反应器颗粒污泥形成过程中颗粒颜色变化基本一致。当反应器运行处于颗粒污泥生长时期时,反应器中沉降性能较好的絮状污泥在水力剪切力作用下相互凝聚,逐渐形成结构密实、形状规则的小颗粒[12]。S1、S2反应器内颗粒粒径分别在45 d和37 d由0.05 mm分别逐渐增长至0.10 mm和0.12 mm。随着反应器运行,颗粒呈缓慢增长状态,颗粒污泥不断形成与生长,污泥颗粒化程度越来越高。S1、S2反应器分别在85 d和79 d时,形成了平均粒径达到0.5 mm的颗粒污泥,颗粒污泥进入颗粒成熟期。第115 d时,S1、S2反应器内颗粒污泥平均粒径分别增至0.85 mm和0.97 mm,S2反应器内颗粒污泥粒径增长略快于S1反应器。
2.2 颗粒污泥浓度(MLSS)与容积指数(SVI)的比较
好氧颗粒污泥培养过程中,S1、S2反应器内混合液污泥含量和污泥容积指数的变化如图4所示。
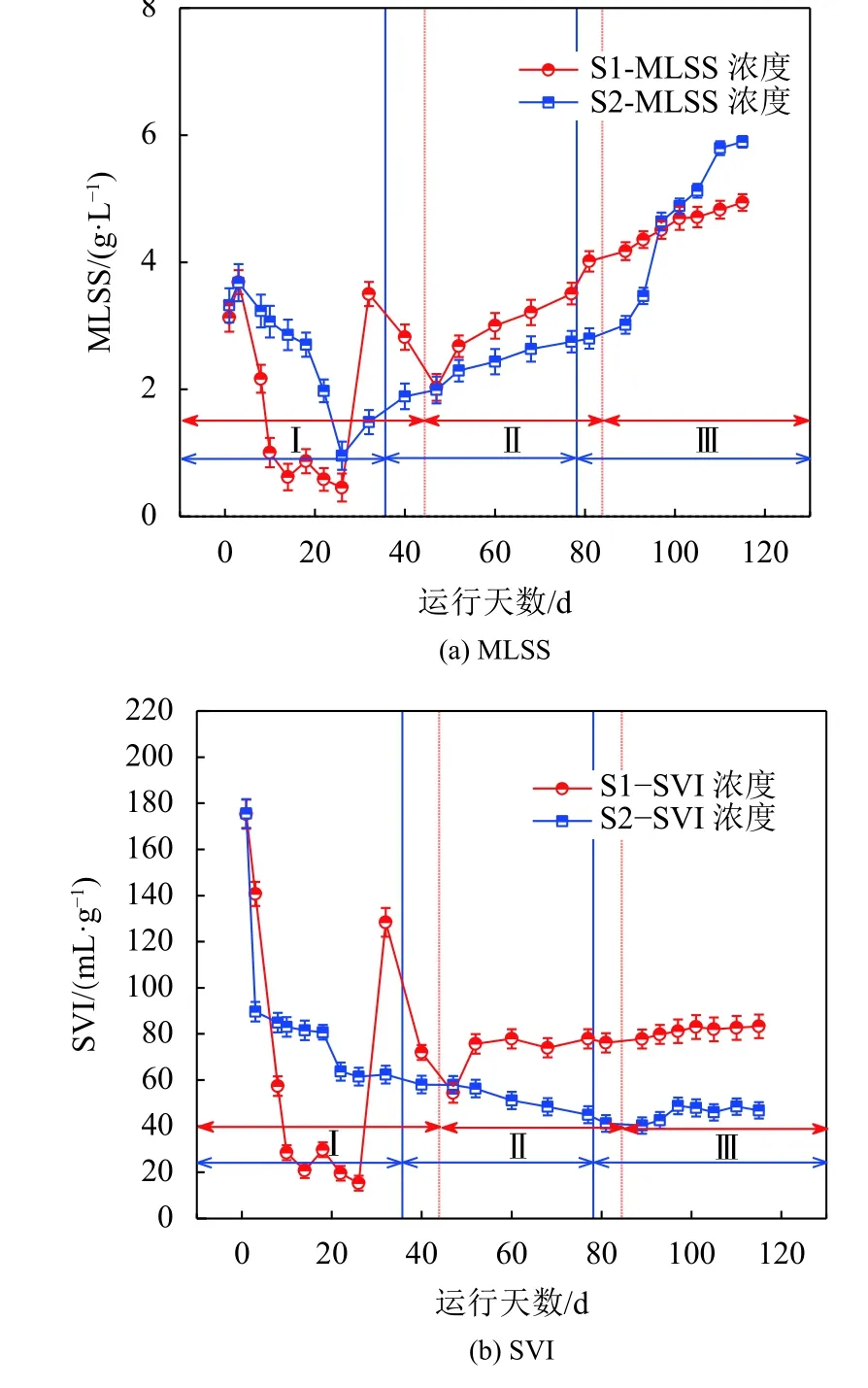
图4 反应器中MLSS和SVI的变化趋势Fig.4 Trends of MLSSand SVI in the reactor
由图4(a)可见,在同步氮磷负荷交替变化条件下,反应器中MLSS浓度呈现总体上升趋势。需要指出的是,在1~32 d,混合液MLSS含量逐渐降低,对应S1反应器内出现大量沉降性能较差的白色絮状污泥,导致污泥大量流失,为了防止絮状污泥在基质竞争中占居优势,保持颗粒污泥在反应器中的主导地位,需缩短反应器沉降时间[13],并利用丝状菌的骨架作用,新加入连续曝气2个月的活性污泥,促使形成稳定的颗粒结构,此时MLSS浓度为3.5 g/L。新加入的污泥沉降性能较低,部分污泥被排出,MLSS浓度下降,随后逐渐上升,第115 d时MLSS浓度达到了4.94 g/L。S2反应器内的MLSS浓度变化情况与S1反应器相同,呈先降低后逐渐增加的趋势,1~25 d时,污泥中含有的无机质及其他惰性杂质逐渐被筛选出去,25 d时,MLSS浓度达到最低,微生物增殖与水力剪切力作用下,筛选出的絮状污泥相互凝聚,MLSS浓度逐渐升高。在颗粒污泥成熟期,S2反应器MLSS浓度逐渐高于S1反应器MLSS浓度,115 d时达到5.895 g/L,表明负荷同步交替变化-进水—曝气—停曝—曝气—停曝—曝气—沉淀—排水运行方式下,形成的颗粒污泥更有利于微生物的生长,使反应器内维持较高的生物量。
从图4(b)可以看出,系统中混合液MLSS浓度逐渐增加的同时,污泥沉降性能也得到明显改善。培养至第50 d,S1、S2反应器的SVI值从接种时的175 mL/g分别下降为77和56 mL/g,第Ⅱ、Ⅲ阶段,S1、S2分别稳定在80和46 mL/g左右。S1沉降性能稳定在80 mL/g左右不降低,可能原因在于反应器处于连续好氧阶段,大量曝气下,丝状菌将比表面积较大的菌丝体伸出颗粒而形成底物竞争优势[14],使颗粒粒径增大的同时结构变得松散,导致沉降性能变差。
2.3 系统污染物去除性能研究
2.3.1系统COD去除性能研究
好氧颗粒污泥形成过程中COD含量及去除率的变化情况如图5所示。

图5 两种运行方式下COD去除效果Fig.5 Removal efficiency of COD under two different operation modes
反应器启动初期,S1、S2反应器的COD去除率不稳定,随进水负荷变化而交替变化,随着运行时间的增长,COD去除率波动逐渐缩小且去除效果得到改善;运行第60 d时,两个反应器的COD平均去除率达到80%以上。原因在于第Ⅰ阶段,颗粒污泥尚未形成,反应器内为大量的絮状污泥且微生物含量较少,而污泥颗粒化是微生物不断繁殖和积累的过程。当进水负荷较低时,微生物繁殖速率慢,有机物被氧化或还原代谢降解速率低,导致COD去除效果较差;当进水负荷逐渐增高时,微生物会逐渐代谢产生大量有机酸助力丝状菌生长繁殖[15],分泌过量的胞外聚合物(EPS),与其他反硝化菌、聚磷菌等异养菌抢夺底物营养基质,微生物繁殖速度提高,颗粒污泥生物降解速率随之增大,COD去除率增高。反应运行后期,颗粒污泥体内富有大量微生物种类,COD去除率呈现逐渐增长并趋于稳定的状态。115 d时,S1、S2反应器的COD去除率分别达到90%和94%,COD出水浓度分别为104和62 mg/L。由于人工模拟污水中有机物为易降解的乙酸钠,S1、S2反应器对COD去除效果均较好,去除率可达到90%以上,S2反应器运行方式下COD去除率相对较高,这是由于S2反应器运行过程经历了多次好氧-缺氧(或厌氧)的环境,可同时利用好氧微生物及厌氧微生物进行有机物降解,COD的去除效果更高。
2.3.2系统脱氮性能研究
好氧颗粒污泥形成过程中氮含量及去除率变化情况如图6所示。
如图6(a)所示,S1反应器中NH4+-N去除率在前10 d逐渐增加,去除率增至99%时维持稳定,之后32 d时新加入污泥,NH4+-N去除率下降至67%,第40 d时NH4+-N去除率达98.8%,第115 d时NH4+-N去除率达99.7%,出水NH4+-N浓度为0.06 mg/L。S2反应器中NH4+-N去除率在前2 d逐渐增加,之后去除率为99%以上并维持稳定,出水NH4+-N浓度为0.07 mg/L以下。S1、S2反应器对氨氮的去除效果均较好,NH4+-N去除过程中起主导作用的硝化菌属于自养型微生物,以CO2或CO3-作为电子供体,O2为电子受体实现硝化过程,不易受有机负荷及运行方式的影响,这与Isanta等[16]研究结果相符合。
由图6(b)可知,S1反应器运行初期,出水NO3--N浓度较高,NO2--N浓度较低,低于1 mg/L,原因在于反应器处于全程曝气,溶解氧控制过高,硝化反应进行较为彻底,加之无厌氧/缺氧过程段,反应器内存在释磷与脱氮对碳源的竞争,导致进水NH4+-N大量转化为NO3--N的形式存在。随着S1反应器中MLSS浓度提高,颗粒污泥逐渐形成,反应器中开始出现NO2--N积累,并保持稳定短程硝化性能。S2反应器为厌氧与好氧交替运行模式,溶解氧分布正好满足了富集氨氧化菌(AOB),抑制亚硝酸盐氧化菌(NOB)对溶解氧的要求,整个反应过程中未出现NO2--N积累,出水NO3--N和NO2--N浓度较低,分别低于5和1 mg/L。分析认为,好氧/厌氧交替运行有助于抑制NOB的生长繁殖,对AOB不会产生影响,该研究结果与Kornaros等[17]研究结果相符合。

图6 两种运行方式下脱氮效果Fig.6 Nitrogen removal efficiency under two different operation modes
结合图6(c)可以看出,S1、S2反应器运行的第Ⅰ、Ⅱ时期,TN去除率随进水浓度呈现较大波动状态,后期调整总氮进水浓度稳定在40 mg/L左右。后期S1反应器内由于NO2--N积累,TN去除率呈逐渐下降的趋势,80~115 d时总氮去除率逐渐稳定在74.5%。S2反应器中TN去除率较S1反应器的去除效果好且更稳定,极大原因是反应后期反应器内氨氧化能力增强,通过停止曝气,系统内的同步硝化反硝化功能得以恢复,提高了系统的脱氮性能;115 d时总氮去除率达到94.35%,出水总氮浓度为2.03 mg/L,好氧/厌氧交替运行模式更易于氨氮和总氮的去除。李亚峰[18]研究表明颗粒污泥在厌氧/好氧运行模式下时,整个运行周期中氨氮、TN的平均去除率达到98.11%、92.97%,比好氧运行模式下去除率更高。
2.3.3系统除磷性能研究
好氧颗粒污泥形成过程中磷含量及去除率变化情况如图7所示。

图7 两种运行方式下PO43--P去除效果Fig.7 PO43--P r emoval efficiency under two different operation modes
反应器运行初期,PO43--P去除效果呈现较大波动,第Ⅱ阶段,PO43--P去除效果逐渐稳定,这是因为颗粒污泥逐渐形成,反应器内聚磷微生物逐渐增加,磷去除效果有所提高但平均去除率仅为50%,分析发现进水磷浓度影响磷去除率,后期控制反应器进水磷浓度在5 mg/L左右。反应运行至第100 d时,S1、S2反应器内PO43--P去除率增加,平均去除率分别为60%和80%;第115 d时,S1、S2反应器内PO43--P去除率分别稳定于85%和95%左右,出水浓度分别为0.87和0.34 mg/L。前期磷去除率效果差的主要原因在于反应器进水水质中磷的浓度交替变化,启动初期聚磷微生物含量很少且PAOs活性较差,仅能对少部分磷进行去除,进水浓度高时,大部分磷沉积在反应器中,导致磷的去除率降低,进水浓度降低时,已有的聚磷微生物可吸附较多的磷并随沉降性能较差的污泥排出,磷的去除率升高。完全曝气运行方式下,S1反应器中聚磷微生物以O2作为电子受体进行释磷,同时分解易降解的有机物作为碳源(以PHB形式贮存在体内),产生大量ATP用于磷微生物的生长繁殖和吸取溶液中可溶性磷酸盐合成储存于细胞内。好氧/缺氧(厌氧)交替运行方式下,S2反应器对磷的去除效果较好,增加厌氧段后好氧颗粒污泥释磷、吸磷过程更加彻底[19]。杨麒[20]采用厌氧/好氧交替运行方式,稳定运行120 d,反硝化聚磷菌占全部聚磷菌的比例比纯好氧运行方式下提高了14.96%,磷酸盐的去除率达95%以上。反硝化聚磷菌可以在缺氧环境下摄磷,从而达到脱氮除磷的双重目的[21],因此,S2反应器运行方式较S1反应器运行方式对磷的去除效果更好。
3 结 论
1)采用进水负荷交替变化法,在两种不同运行方式下均可培养出好氧颗粒污泥,经过115 d可培养出平均粒径在0.7~0.9 mm呈浅黄色的好氧颗粒化污泥。相比进水/曝气/沉淀/排水运行方式下碳氮负荷同步交替变化法培养颗粒污泥(S1),采用进水—曝气—停曝—曝气—停曝—曝气—沉淀—排水-碳氮负荷同步交替变化(S2)运行培养方式,培养出的好氧颗粒污泥粒径更大、SVI值更低、稳定性更好。
2)进水—曝气—沉淀—排水-碳氮负荷同步交替变化法和进水—曝气—停曝—曝气—停曝—曝气—沉淀—排水-碳氮负荷同步交替变化法对COD、NH4+-N的去除效果几乎没有差异,去除率均可达到90%以上,但后者对总氮和磷酸盐的去除效果更好。前者的TN和PO43--P去除率分别为74.5%和85.0%,后者的TN和PO43--P去除率分别为94.35%和95.0%。
