电子作业指导书在数字化工厂中的应用
2021-03-29赵旷世周学理
赵旷世,张 腾,苑 鑫,周学理
(中国船舶重工集团公司第七〇三研究所,哈尔滨 150078)
0 引言
企业面临着全球化的竞争和挑战,为了改善企业管理状况,提高产品研发能力,各企业相继引入产品全生命周期管理PLM(Product Lifecycie Management)平台[1]。Teamcenter的电子作业指导书(EWI)解决方案是基于Web的应用,帮助工人在制造现场获取所有工艺信息,包括工步、二维图纸、三维模型、批注、标准文档和三维标注信息等。车间工人能够通过一种简单的导航、直观展示的用户界面来登入电子作业指导书。EWI用户界面支持触摸屏幕导航,用于移动终端,它的轻量化结构确保其不需要占用终端的大量计算资源。另外,电子作业指导书与Teamcenter数据库直接连通,当产品设计或制造工艺出现任何更改时,都将通过EWI立即反映在车间的终端上。
1 电子作业指导书技术
电子作业指导书是基于Web的在线作业指导,它能够直接从Teamcenter服务器获取工艺内容,展示内容包括工艺结构、工艺流程图、工步描述、工艺资源、零组件配套表,包含PMI的三维工序模型和机加、装配仿真动画,也可以在Web上直接下载或打开浏览工艺附件中的NC代码文件、刀具清单文件、数控加工指导书、快照等。电子作业指导书能够做到实时更改,立即贯彻,可以在网页上直接发起更改申请流程。
2 传统工艺卡片及其缺点
过去使用的传统工艺卡片,工艺文件按照设计部门给出的设计图纸在工艺员本地电脑上利用CAD软件进行工艺卡片编制,编制完成后再打印成册进行线下的“编制-校对-审核-标准化检查-会签-批准-用户代表确认”等流程审批环节,当发生设计变更时,要先将工艺员本地电脑中的CAD文件进行修改,再将装订成册的所有纸质工艺进行手动更改、盖章,对于改动较大的部分要将受影响的工序页重新打印并对所有已经成册的工艺文件进行替换,工作量大,效率较低,还存在较高的出错可能,无法保证所有纸质工艺版本的统一。
工艺卡片及零件图是多要素内容的综合表达,要想正确识读零件图及工艺卡,不但需要掌握识读方法,还需要理解各要素之间的宏观结构及内在联系,预计加工过程中可能会出现的问题[2]。由于二维纸质工艺卡片在信息传递方面的局限性,使得现场操作者的识读只能停留在纸面的文字和符号上,信息输入模式急需优化升级。
3 典型制造业用户的应用分析
3.1 某企业的产品研发过程
某企业研制的产品从整机方案设计开始,依据成熟度标准在各阶段设计完成时进行设计工艺评审,设计完成后,下发至生产运行中心进行工艺分工,工艺部门依据编制任务计划开始结构化工艺的编制工作。通过电子流程签审发布,供生产制造端查看。
3.2 企业遇到的困惑和需求
传统工艺卡片的特点是信息扁平和静态,执行效率很低。现场工人除了工艺文件外,还需要仔细翻阅大量的关联图纸、标准,且工艺卡片上的描述往往很简单,需要结合自身经验消化理解。执行过程中,工人具有一定自主性,会导致整个制造生态过于依赖工人经验和技能,从而可能影响产品定型和质量。另外,传统制造模式中,更改多、贯彻慢、贯彻难,这些都是影响产品质量、研制周期和成本的管理型问题。传统的作业指导也是造成这一结果的重要原因,纸质卡片不便于修改、删除、插入,打印之后在空间上分布也很广,导致更改不及时,贯彻不彻底[3]。
上线Teamcenter工艺管理系统后,通过和MES系统的集成接口,将在TCM中编制的工艺数据传输至MES系统,并在车间的终端上通过MES系统界面进行工艺展示。但是此方式需要数据转换,并不是直接访问TCM系统的数据库,无法将设计变更和工艺变更实时反映到车间生产现场。在MES系统中额外保存全部的工艺和设计信息,造成了极大的资源浪费。
3.3 企业EWI项目的实施过程
某企业于2015年12月开始数字化工厂项目的实施,在PLM系统改造的同时,将企业原有的Teamcenter从10.1.2升级到10.1.5,先后部署安装了AWC3.0和EWI3.0。在2016年7月,数字化工厂项目上线后,采用新的工艺编制方式,按照总工艺---主工艺---子工艺的层级关系编制结构化工艺,所有主工艺和子工艺全部采用系统默认的MEProcess类型,以最大限度地贴近EWI默认设置,更好地契合软件自身逻辑规则。
3.4 企业EWI的定制应用
通过Teamcenter和MES系统的集成,操作人员在车间扫描生产订单上的二维码后,即可以在车间终端机上通过浏览器直接查看EWI中当前加工工序的工艺规程界面。为了使现场终端机上展示的工艺规程能够显示所有操作者需要的信息且便于查看,在EWI应用过程中,通过Teamcenter中的首选项(preference)和渲染文件(XMLRenderingStyleSheet)对EWI进行了定制化的配置和应用,几类典型需求的定制应用方法如下。
通过修改EWI相关首选项EWI_Mfg0BvrOperation.DisplayTitle,在“值”中添加“{bl_sequence_no}{bl_rev_object_name}”字段,实现了在工序页面中展示工序号和工序名称。
通过在业务建模器(BMIDE)的业务对象ImanItemBOPline上添加复合属性(如“设备型号”),在首选项EWI_ToolsTableColumnShown的值中写入该复合属性(Compound),将“工具”类零组件上自定义的如“设备型号(EquipmentModel)”等属性显示在EWI的“工具”标签下。
通过在业务建模器的业务对象ImanItemBOPline的属性标签上添加复合属性(如“机型”),在首选项EWI_Mfg0BvrProces.DisplayTitle的值中写入语句以显示零件名称、版本和复合属性信息“{bl_rev_object_name}({bl_rev_item_revision_id})版 机型: {t6DFProductModel1}”,效果:“XXX工艺(001)版 机型:XXXX”。将工艺对象上的自定义属性(如“机型”)显示在EWI的工艺名称、工艺版本的后面。
通过在业务建模器的业务对象Bomline上添加复合属性(如“图号”、“材料牌号”),之后在首选项EWI_package_header_product_properties中添加该复合属性(t6DFMaterial、t6DFDrawingNo),将制造目标零组件的属性添加到工艺名称、版本等信息的右侧,方便直接进行查看。
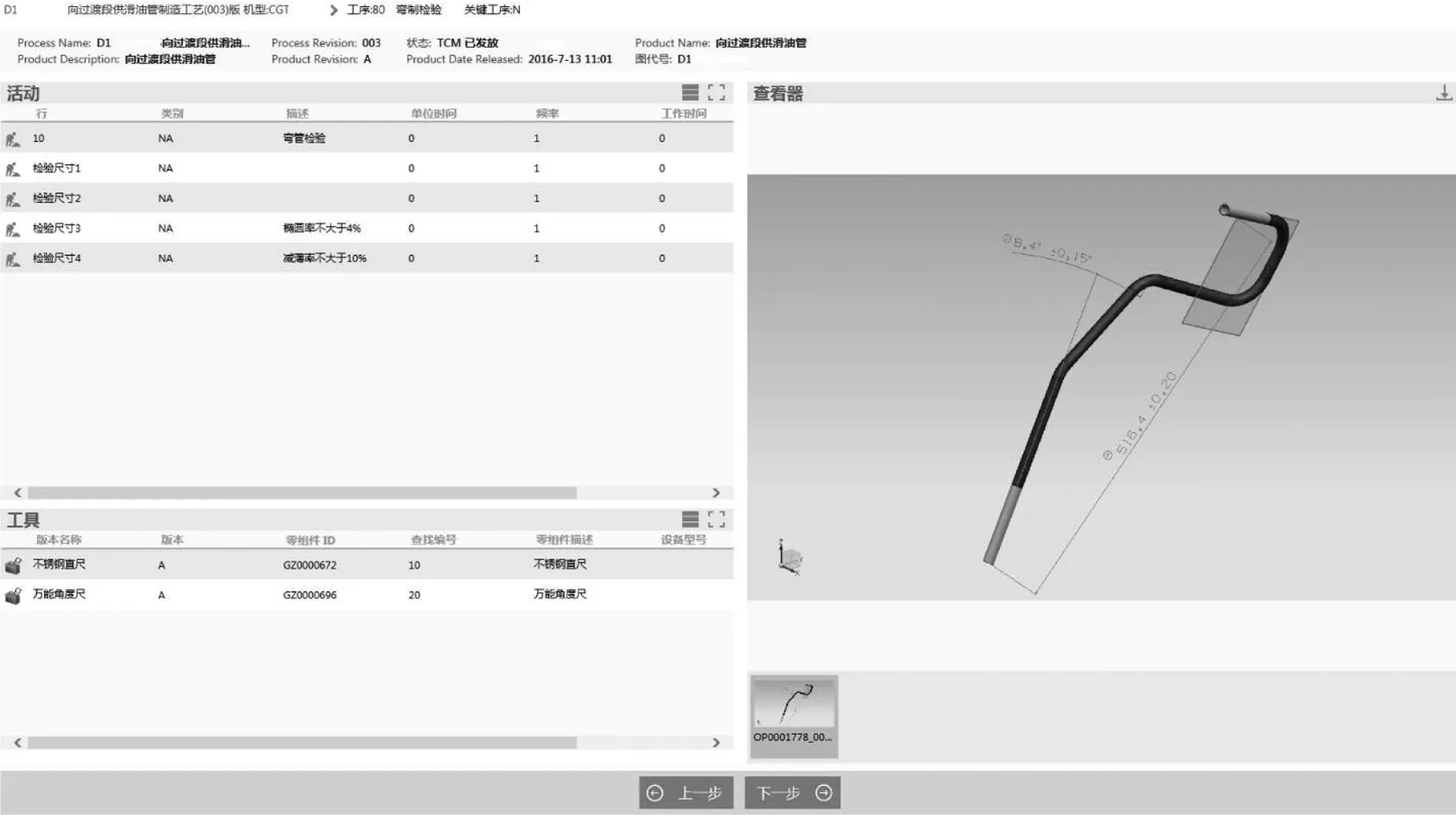
图1 EWI中某制造工艺的80工序
通过在首选项EWI_package_header_process_properties中添加“awb0RevisionRelStatusList:状态”,将工艺发布状态也显示在工艺名称、版本等信息右侧,方便直接进行查看,确认该工艺为已发布的固化版本。
经过以上在业务建模器、首选项和渲染文件中的配置,将电子作业指导界面按照企业需求定制为便于现场操作者阅读的显示风格,并且能够直观显示出项目、零件、工艺、工序、工步、工艺资源、图纸、技术文档、三维模型、机加仿真和装配仿真指导动画等信息。
4 结论
通过EWI在数字化工厂中的应用,使企业在生产制造端通过Web访问数字化定义包和技术数据包,通过工艺部门和信息化部门的配合,对EWI进行配置和开发,使操作人员和管理者关注的信息能够直观显示在车间的终端上,有效提高了现场执行效率,提升了现场管理水平,提高了产品质量,缩短了研制周期[3]。