手持式槽距检测工具的设计及使用
2021-03-27胡军锋
胡军锋
慈溪汇丽机电股份有限公司 浙江慈溪 315333
1 序言
在机械加工过程中,经常会遇到使用通用量具无法测量工件的情况。因此,需要针对具体测量部位,设计一种简易可靠、能快速测量的检测工具,以方便在生产现场使用。通常,我们会结合使用百分表校零的方式来进行测量,本文所述零件因测量部位的特殊性,需要设计一种较轻巧的机械测量部件。以下内容作具体说明。
2 提出与分析问题
我们在机械零件制造过程中,需要测量内孔槽侧面到外端面的尺寸,如图1所示工件。由于机械零件空间结构限制,因此游标卡尺、千分尺等通用量具均无法测量。为此,我们制作了专用卡板来测量,其原理是通规通、止规止判断法。具体参考图1(卡板2、卡板3),待检工件需要测量图1(20±0.2)m m尺寸。我们把卡板2做成上极限即通端,标注“LT”。卡板3做成下极限,即止端,标注“LZ”。如果测量时,用卡板2是通的,说明实际值比小。用卡板3是止的,说明实际值比大,则判断此尺寸合格。
用这种方法,虽能快速测量,但无法获得具体的测量数据,致使在数控机床上加工时,只知道是否合格,无法判断实际值是偏大还是偏小。当刀具磨损时,无法及时修改程序,存在一定的质量风险。因此迫切需要一种能测量具体数据的检测装置。

图1 卡板测量工件示意
3 解决问题
针对现有技术的缺陷,提供一种能够精确测量特殊槽距检测方法及工具。使用该检具,不需要拆下产品,即能够在机床上直接检测。其结构如图2所示。
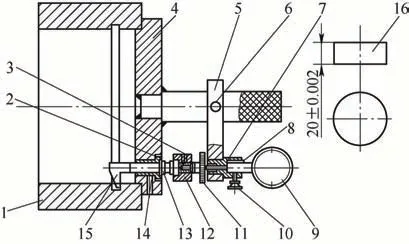
图2 检具结构
对图2各个零件进行说明:工件内腔有环形槽;检具体由与工件靠平的圆形定位块和滚花的手柄焊接而成;夹套一端与检具体通过紧定螺钉固定,另一端与表座通过螺纹联接;测量头经过热处理,使表面硬度达60HRC左右,以便能够多次反复使用,表面经过磨削处理,表面粗糙度值R a达0.4μm左右,使其具有较好的滑动性,并能保证较小的尺寸配合公差;衬套经过热处理,表面硬度达60HRC左右,以便能够多次反复使用,表面经过磨削处理,表面粗糙度值Ra达0.4μm左右,使其内孔具有较小的阻力,衬套外圆与检具体过渡配合联接,再用紧定螺钉固定,内孔与测量头外圆配合,并控制两者间隙在3μm左右,使测量头摆动在极小的范围内;弹簧一端与衬套接触,另一端与弹簧座接触;弹簧座上方安装紧定螺钉,此螺钉的作用是固定弹簧座,同时可以左右移动弹簧座,以调节弹簧力的大小;表座与夹套通过螺纹联接;弹性夹套装入表座孔内;标准件紧定螺钉共3处;调节螺母11一端与测量头用螺纹联接,并用专用胶水固定,另一端靠百分表表头;调节螺母10通过螺纹联接装入表座内,拧紧调节螺母10,这样能压紧弹性夹套,从而固定百分表;量规经过热处理,使表面硬度达60HRC左右,以便能够多次重复使用,表面经过磨削处理,表面粗糙度值Ra达0.4μm;百分表一端拧紧调节螺母10,压紧弹性夹套,使百分表固定在表座内,另一端测量杆与调节螺母11接触。
该检具的使用方法:测量前,通过量规,把百分表调整至零位,如图3所示。
通过旋转调节螺母11使测量头竖直向上,这样做的目的是便于装入工件内孔环形槽内,同时检具体外止口对准工件内孔且端面贴平。此时,旋转调节螺母11使测量头竖直向下,通过弹簧的弹力使测量头紧靠工件内孔环形槽侧面,这样读得的数值与测量前调整到零位的差值便是槽壁侧面到端面的实际尺寸。测量头能在衬套中自由移动,并可通过紧定螺钉移动弹簧座以调整弹簧的弹力大小。

图3 检具使用
该检具的工作原理:测量前,通过量规,把百分表调整至零位。取下量规,用工件待测位置代替量规位置,根据读数偏差算得槽内壁到端面的实际值。
4 结束语
采用专用机构,在加工过程中通过测量产品的实际数值与校零后的零值进行比较,从而获得产品实际数据。该方法简单实用,可靠性好,制造维护成本低,能方便有效地应用于大批量生产,目前取得了良好的经济效益。