大规格电镦侧模辅助成形方法及装置研究
2021-03-24陈文彬蒋立鹤权国政王方旋
陈文彬,蒋立鹤,权国政,王方旋
(1.南京中远海运船舶设备配件有限公司,江苏 南京211121;2.重庆大学 材料科学与工程学院 机械传动国家重点实验室,重庆400044)
电镦工艺是利用细长杆状坯料的自身电阻,通过施加电流和轴向压力实现局部连续镦粗变形的聚料成形技术,具有加热效率高、镦粗比超大、变形载荷小等优势,广泛应用于气阀、齿轮轴、拉杆等具有形状为长杆、局部超大变截面双重特点的零件。
电镦成形过程是涉及电—热—力及内部组织演变等多个场量的复杂过程。影响制件质量的因素有材料特性、工况条件等众多参数,在实际生产过程中不仅会出现波浪纹、折叠、歪斜、裂纹等宏观质量缺陷,而且会产生晶粒粗大等微观质量缺陷[1-4]。随着杆料直径的不断增大,蒜头直径也越来越大,进而带来由于散热差异而引起的波浪纹缺陷和晶粒粗化现象越来越明显,且在实际生产过程中这些缺陷很难通过加载电流、预热时间、加载力等基本工艺参数控制。因此,设计一种针对大规格电镦件的能够同时实现控形和控性的新的电镦成形方法很有必要。
1 传统电镦工艺原理
图1 展示了传统的电镦工艺原理示意图,传统电镦工艺是通过在电极上加载可变直流电,利用杆料自身电阻通过电极和杆料形成的闭合回路迅速将被加持部分的杆料加热至热塑性变形温度以上,同时在杆料的冷端施加一定的镦粗力使杆料持续进入加热区实现连续聚料[5-9]。
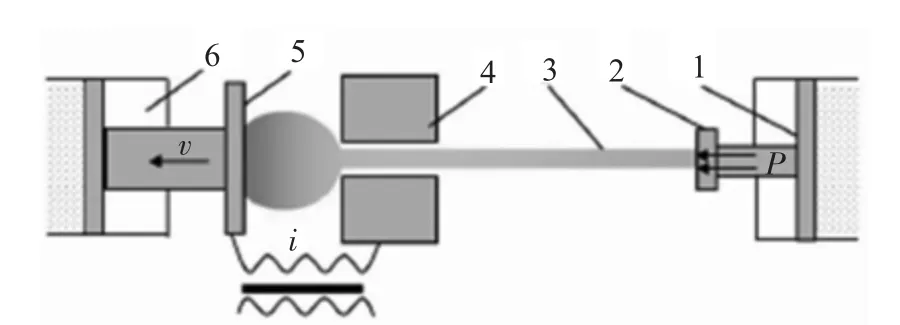
图1 传统电镦工艺原理示意图
2 电镦侧模辅助成形方法
大规格电镦件由于镦粗直径很大,会影响杆料温度场与外界环境的热量交换,导致的变形部位内部与外部温差较大造成晶粒粗化,并且会由于复杂的工艺参数变化引起波浪和歪斜等宏观形状缺陷。这些形状缺陷会在锻造时造成折叠和失稳,加之晶粒粗化严重影响气阀件的性能。因此,基于已有的传统电镦工艺方法和设备,设计一种适用于大规格电镦的侧模辅助成型方法,既能控制宏观性状又能使晶粒匀细化,且具有很高的实用性。

图2 电镦侧模辅助成形工艺原理图
大规格电镦侧模辅助成型方法是在传统电镦工艺基础上通过添加可移动的多瓣式环状辅助侧模实现电镦件的宏观性状和微观晶粒的同时调控。具体的工作原理图如图2 所示。在电流的作用下,夹持电极与砧子电极之间的杆料同砧子和夹持电极形成闭合的回路,杆料利用自阻迅速升温至塑性变形温度以上,由于镦粗缸的进给速度和砧子缸的后退速度存在一定的速度差,杆料的高温部位产生镦粗变形形成蒜头形状,当蒜头的直径逐渐增大到稳定阶段且晶粒粗化速度大于阈值时,预热到指定温度的侧模开始径向移动并加持在蒜头表面。其中稳定阶段是指蒜头直径约大于等于两倍的杆料直径时,此值是根据多年的生产经验所得的经验值。晶粒粗化速度是事先通过有限元模拟得到的单位时间内晶粒的长大尺寸。
在随后的电镦过程中,侧模保持恒定的温度与蒜头表面接触,一方面,侧模可以通过接触传热向蒜头补充热量,使蒜头部位温度场均匀,避免蒜头心部温度过高导致晶粒粗化;另一方面,侧模通过对蒜头施加压力引发蒜头发生动态再结晶产生晶粒细化,并且蒜头的外观形状也由于辅助侧模的束缚而得到改善,进而实现形状和晶粒的双重调控。
3 电镦侧模辅助成形装置
电镦侧模辅助成形的装置主要是在设备基础上增添一组多瓣式环状辅助侧模。侧模由多个等距离环状分布的夹持块和支架构成,每个夹持块通过供压伸缩机构连接在相应的支架上,供压伸缩机构确保各个夹持块能够在径向实现移动。为了实现夹持块的自主加热,所有的夹持块均采用导电材料制成,可以通过加热线圈进行电加热。同时为了保证夹持块不影响砧子—夹持电极—杆料形成的闭合回路,夹持块的内表面涂覆有绝缘材料层。夹持块的内表面形状轮廓可以为大弧度凹面,凹弧面的内表面与蒜头外表面接触更加均匀,补热更加充分,更能降低硬化现象,夹持块内表面还可以根据蒜头表面形状进行设置确保蒜头形状的圆滑饱满。
多瓣式环状辅助侧模一般由四个夹持块组成,并且可以根据实际情况调整夹持块数量。多瓣式环状辅助侧模的结构示意图如图3 所示。上述多瓣式环状辅助侧模固定在砧子电极基座上,在电镦过程中始终与砧子电极以相同的后退速度轴向移动。侧模基座就是砧子电极的基座,各个夹持块通过支架环绕分布在砧子电极四周,支架上的液压机控制夹持块的径向移动。多瓣式环状辅助侧模与砧子电极基座的结合,大大降低了结构复杂性和设备改造成本。

图3 多瓣式环状辅助侧模的立体结构示意图
4 电镦侧模辅助成形有限元模拟
为对比电镦侧模辅助成形方法与传统电镦工艺方法成形效果,以直径为57mm、长度为800mm 的Nimonic 80A 超合金杆坯为例分别建立了两种有限元的分析模型,具体建模过程参照权国政教授之前的研究[10]。电镦侧模辅助成型模型的建立与传统电镦模型的区别是在原有模型的基础上增加一组可以径向移动和轴向移动的侧模,侧模温度和下压量根据实际情况进行设置。
在模拟过程中,镦粗总行程为529mm,电镦装置的最大镦粗力为529kN,除侧模温度、侧模下压量参数外,两种工艺的工艺参数保持一致。在侧模温度为800℃,侧模下压量为42mm 时,对比如图4 所示的蒜头外形图可以发现,侧模辅助电镦工艺能够明显的避免波浪纹缺陷。且侧模辅助电镦工艺成形的蒜头平均晶粒尺寸比传统电镦工艺减小7μm 左右。由此可见侧模辅助电镦工艺相对传统电镦能够更好地控制外形和晶粒尺寸。

图4 电镦外形有限元模拟对比图
此外,本文针对侧模温度和下压量进行工艺参数的规律探讨。分别设置对650℃、700℃、750℃、800℃、850℃四个不同侧模温度和41mm、42mm、43mm、44mm、45mm 五个不同侧模下压量进行研究。研究结果如图5、图6 所示,其中对照组为传统电镦工工艺条件下的模拟结果。
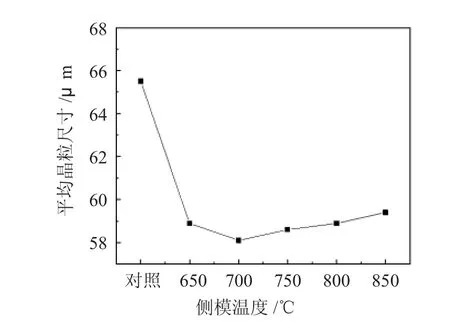
图5 不同侧模预热温度条件下侧模辅助电镦与传统电镦平均晶粒尺寸对比图

图6 不同侧模下压量条件下侧模辅助电镦与传统电镦平均晶粒尺寸对比图
从结果图中可以看出,对比对照组与其他几组数据,侧模辅助成型工艺在晶粒细化方面有明显的效果。侧模温度方面,当侧模温度太低时,首先与侧模接触的部位快速硬化,影响后续蒜头与侧模的接触,导致晶粒细化效果不明显;当温度过高时,会导致补热过多,加速晶粒长大削弱细化效果,细化效果较好的侧模温度为700℃。侧模下压量方面,当侧模下压量较小时,由于侧模压力不足导致细化效果不明显,当侧模下压量过大时,会导致挤压过度影响蒜头表面形状,且由于侧模压力作用与镦粗力的博弈作用,细化效果不明显,效果比较好的侧模下压量为43mm。
5 结论
大规格电镦侧模辅助成形方法是一种具有控形和控性双重优点的新方法,能够有效地避免大规格电镦成形时蒜头形状上的波浪、折叠等宏观缺陷,且能够起到细化晶粒的效果,提高制件的综合性能。并且此方法装置结构简单,实用性强,经济性高,是一种解决大规格电镦成形困难的有效方法。
