电弧复合焊接技术研究
2021-03-24彭兵

摘要:单丝为光滑的圆柱状结构,而多股绞合焊丝为多丝绞合的缆绳状结构。近几年来许多焊接工作者对多股绞合焊丝的机理进行了深入研究,同时开展多股绞合焊丝与多种焊接方法相结合的研究。多股绞合焊丝可以将不同成分的实心焊丝、药芯焊丝或实心焊丝与药芯焊丝混合绞合在一起,从而达到焊丝成分设计作用,通过成分设计可以实现金属件化合物和高熵合金的丝材制备,显著提高焊丝种类。本文以5A06铝合金和1×3结构的ER5356多股绞合焊丝为研究对象,开展多股绞合焊丝MIG焊工艺特性研究。
关键词:焊接;多股绞合;铝合金
引言
“中国制造2025”提出绿色、高效、节能已经成为未来焊接行业的主要发展方向。铝合金具有较小比重和较高比强度的特点,使其在焊接结构件的应用日益广泛,在一些领域呈现出替代钢铁材料的趋势。铝合金具有高导热性、高导电率和比热容大等物理特性,使其焊接过程中易产生接头软化、气孔和裂纹等焊接缺陷,使其更适用于采用高能量密度的热源进行焊接。常用铝合金焊接方法有MIG焊、激光焊、电子束焊和激光-电弧复合焊等。MIG焊焊接热输入大接头软化严重,焊接效率低;激光焊接反射率高,对工件装配要求精度高;电子束焊需要在真空条件下进行,焊接成本高。激光-电弧复合焊复合焊接技术兼具激光焊接的高效和电弧焊接的适应性,高速条件下具有高的焊接稳定性,其高质量、高效率、低热损伤的特点为铝合金焊接提供了极佳解决方案。
一、多股绞合焊丝与实心焊丝焊缝形貌对比
在相同线能量的条件下,与实心焊丝MIG焊相比,多股绞合焊丝MIG焊焊缝形貌特点为熔深浅、熔宽宽。
铝合金多股绞合焊丝MIG和实心焊丝MIG焊焊缝截面参数随线能量变化规律如图1所示。如图1(a)所示,随线能量增加,多股绞合焊丝MIG焊熔宽大于实心焊丝MIG焊熔宽,多股绞合焊丝MIG焊熔宽比实心焊丝MIG焊熔宽约高7.86~59.41%;当线能量<0.75kJ/·mm-1时,多股绞合焊丝MIG焊熔深大于实心焊丝MIG焊熔深,当线能量>0.75kJ/·mm-1时,实心焊丝MIG焊熔深大于多股绞合焊丝MIG焊熔深。如图1(b)所示,随线能量增加多股绞合焊丝MIG焊余高随线能量的增加呈下降趋势,实心焊丝MIG焊余高在小范围内波动;随线能量增加,实心焊丝MIG焊深宽比随线能量增加的趋势显著高于多股绞合焊丝MIG焊。
焊接过程中,电弧产生电磁收缩力和等离子流力等,焊接电弧力对焊缝熔深产生很大的影响,熔池中由于电磁压力作用下形成熔池凹坑。
二、焊接飞溅分析
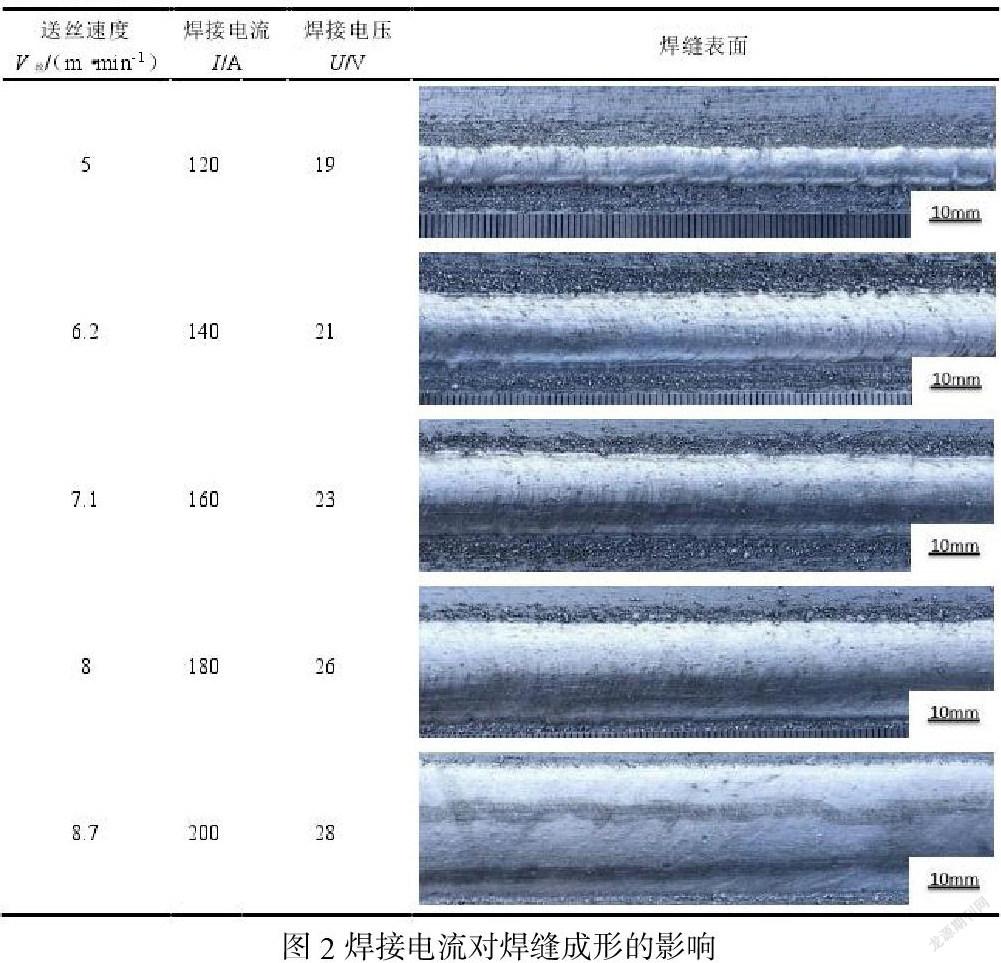
当多股绞合焊丝MIG焊为射滴渡时,焊缝两侧出现难以去除的飞溅,为了进一步分析焊接飞溅产生,在不同送丝速度条件下以射滴过渡的形式进行试验。不同焊接电流条件下焊缝形貌如图2所示。如图2所示焊缝熔宽随焊接电流增大而增大,当焊接电流为120A时焊缝成形不良,随焊接电流的增加焊缝成形逐渐改善。在不同焊接电流的条件下,焊缝两侧出现不同程度的飞溅,随着焊接电流的增大,焊缝两侧的飞溅减少。
焊接过程中,焊接电弧力对焊缝熔滴过渡很大的影响。焊接过程随焊接电压增大,电弧高度增大,电弧力降低,电弧力难以帮助熔滴过渡到熔池。作用在熔滴上的电磁力如图2所示,作用到熔滴上的电磁力可分解为径向和轴向两个力,如a-a面电磁力轴向分力Fa向上;b-b面电磁电磁力轴向分力Fb向下,促使熔滴断开,但是通过上小节对多股绞合焊丝电磁压力分析可知,多股绞合焊丝电磁压力低,并且随焊接电压增大,电弧高度增加,电弧降低,难以通过电磁力将促进熔滴断开;随着熔滴不断长大熔滴重力不断增大熔滴与焊丝端部液相桥不断变细,此时焊接电流通过细液相桥时会在局部加热,液相桥急剧膨胀,发生类似于“保险丝效应”的爆炸,产生焊接不规则飞溅。随焊接电流增大,焊缝两侧的飞溅量逐渐减少的原因可能是因为,随着焊接电流的增大,电弧作用于熔池的面积增大,熔池的面积逐渐增加,产生的飞溅可以更多的落入到熔池中,导致焊缝两侧飞溅减少。
三、结论
多股绞合焊丝电弧自旋转,增加熔池流速,熔池液态金属存在涡流型流动,液态金属的涡流运动促进熔池向两侧快速扩张,增加了熔池与侧壁之间的传热,使热量更快的传递给侧壁,从而保证侧壁熔合良好。以5A06铝合金和1×3结构的ER5356多股绞合焊丝為研究对象,开展多股绞合焊丝MIG焊工艺特性研究。
参考文献
[1]姜亦帅,杨尚磊,王妍,等.激光-电弧复合焊接技术的研究现状[J].焊接技术,2016,45(3):4.
[2]周彦彬,史维琴.双电弧高效焊接技术研究与发展现状[J].电焊机,2019,49(12):8.
[3]冯和永,李宏伟,孙虎,等.激光-电弧复合焊接技术在油箱焊接中的应用分析[J].新技术新工艺,2019(2):4.
[4]雷振,徐良,徐富家,等.激光-电弧复合焊接技术国内研究现状及典型应用[J].焊接,2018(12):7.
作者简介
彭兵(1990-01),男,汉,陕西勉县人,大专学历,焊工高级工,主要研究方向为焊接技术。
