不锈钢管道焊接表面工艺研究
2021-03-24亢小宁
亢小宁

摘要:本文通过现场的实践经验,论述不锈钢管道的焊接技术,并探讨焊接时应注意的问题。
关键词:不锈钢;焊接;表面工艺
一、概述
奥氏体不锈钢在电站中广泛使用,此钢的综合机械性能和焊接接头的性能皆优良,广泛应用在除盐水、凝结水补水、抗燃油、润滑油、顶轴油、仪用压缩空气、热控仪表管道等,其可焊性和经济性等综合指标皆优于其它钢种,是目前一种性能比较理想的电站用钢。不锈钢管道的焊接技术应当成为火电大机组焊接施工中的重点环节予以关注。
本文根据参加建设的奉节电厂的实践经验,论述一下不锈钢的焊接技术,并探讨焊接时应注意的问题。
二、不锈钢管道的焊接技术
1不锈钢的焊接性分析
奥氏体不锈钢比其他不锈钢具有更优良的耐腐蚀性、耐热性和塑性,奥氏体不锈钢焊接性能比较好。但如果焊接方法和工艺参数选择不当,仍可产生晶间腐蚀、裂纹等一些缺陷.为防止这些缺陷的产生,有必要了解产生的原因和防止方法,在生产中加以预防,便可获得优良的焊接接头。尽管如此,焊接接头性能的劣化是焊接这些新钢种的主要问题,其主要原因是:
1.1由于现场焊接时焊工操作方法,导致表面焊接工艺质量差;
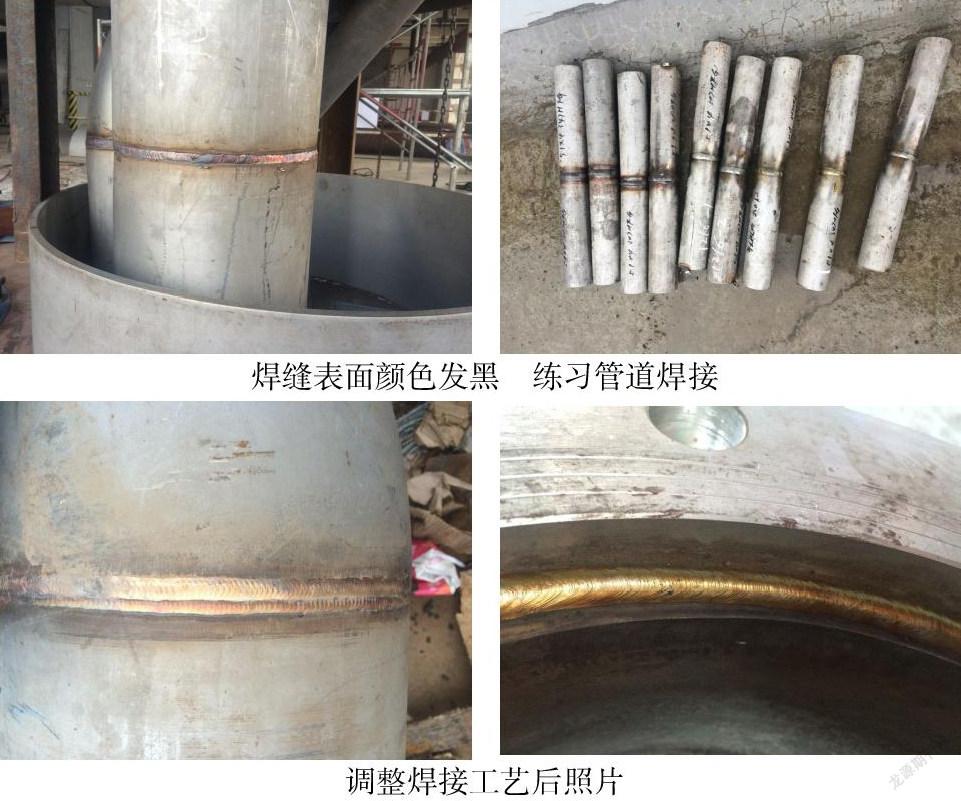
1.2由于氩气保护效果不好以及层间温度高导致焊缝表面颜色呈黑色;
1.3焊接线能量的增大而加剧表面工艺无法提高。
2焊接机具和焊接材料
2.1焊接不锈钢的焊接设备,应选用焊接特性良好、稳定可靠的逆变式或整流式焊机,以带高频引弧及电流衰减外特性的为最佳,其容量应能满足焊接规范参数的要求。
2.2氩弧焊工器具
2.2.1氩弧焊枪选用气冷式
2.2.2氩气减压流量计应选择气压稳定、调节灵活的表计,其产品质量和特性应符合国家或部颁标准。
2.2.3输送氩气的管线应选用质地柔软、耐磨和无裂痕的胶管,且无漏气现象。
2.2.4氩弧焊导电线应采用柔软多股铜线,其与夹具应接触良好。
2.3焊条电弧焊工器具
2.3.1焊机引出电缆线可选用截面为50mm2焊接专用铜芯多股橡皮电缆;连接焊钳的把线,可选用截面为25mm2焊接专用铜芯多股橡皮电缆;电缆线外皮绝缘应良好、无破损。
2.3.2选用的焊钳应轻巧、接触良好不易發热,且便于焊条的更换。
2.4焊接材料
2.4.1选用的氩弧焊丝、焊条应与母材匹配。选用中应注意化学成分的合理性,以获得优良的焊缝金属成分、组织和力学性能,并要求工艺性能良好。生产中建议推广使用国产ER308L焊丝和A132焊条,其焊缝金属性能及焊接工艺性能与母材相当。
2.4.2氩弧焊丝、焊条、氩气和钨极等焊接材料的质量,应符合国家标准或有关标准的规定。如需考察其工艺性能,必要时,可进行焊接材料的工艺性能试验。
2.4.3氩弧焊丝使用前应除去表面油垢等脏物。焊条除按国家标准规定保管外,于使用前按使用说明书规定,置于专用的烘焙箱内进行烘焙。推荐的烘焙参数为:温度250℃,时间1小时,使用时,应放在80~120℃的便携式保温筒内随用随取。
2.4.4氩气使用前应检查瓶体上有无出厂合格证明,以验证其纯度是否符合国家或部颁标准规定。
2.4.5氩弧焊用的钨极宜选用铈钨极或镧钨极,直径为φ2.5mm。钨极于使用前切成短段,并在其端头处磨成适于焊接的尖锥体。
3焊前准备
3.1坡口制备
3.1.1坡口形状和尺寸按设计图纸和供货方提供的资料加工。
3.1.2坡口加工应采用机械法,坡口修整时,可使用角向砂轮机等轻便工具。
3.1.3坡口及其内外壁两侧15~20mm范围内应将油漆垢和氧化皮等杂物清理干净,直至露出金属光泽。
3.1.4为保持管子内壁齐平,遇有管子内壁错口值超过1mm或两侧壁厚不同时,应按DL/T869-2012规定处理。
3.2对口装配
3.2.1对口装配前应认真检查被焊接部位及其边缘20mm范围内有无不允许缺陷(裂纹、重皮等),确认无缺陷后方可组装。
3.2.2对口装配时,应选定管子的支撑点,并殿置牢固,以防焊接过程中产生位移和变形。
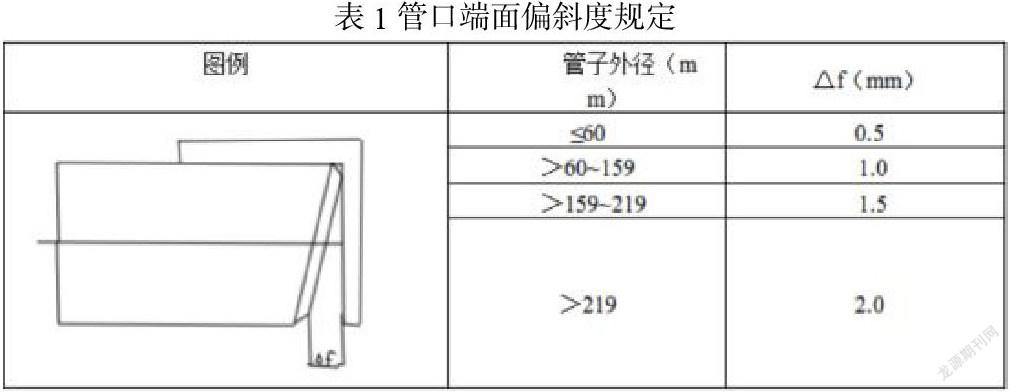
3.2.3对接管口端面应与中心线垂直,其偏斜度△f不得超过表1的规定。
3.2.4严禁在管子上焊接临时支撑物。
3.3对口点固焊
3.3.1点固焊用的焊接材料、焊接工艺和选定的焊工技术条件应与正式焊接时相同。
3.3.2点固焊和施焊过程中,不得在管子表面引燃电弧试验电流。
3.3.3点固焊:采用“定位块”点固在坡口内的方式,点固焊不少于3点。
4焊接工艺要点
4.1焊接方法:手工氩弧焊打底/电焊盖面。
4.2除点固焊及正常焊接外,不得在管子表面试电流、乱引弧;正常焊接到“定位块”时,将其除掉,并将焊点用砂轮机打磨,不得留有焊疤等痕迹,确认无裂纹等缺陷后,方可继续施焊。
4.3工艺规范
4.3.1焊前准备
氩弧焊采用直流正接;电弧焊采用直流反接。焊条使用前应按说明书进行烘烤,烘烤温度为250℃,时间1h.重复烘烤不得超过两次。烘好后的焊条使用时应装入保温桶内,随取随用。焊丝使用前应清除油垢,至露出金属光泽。
4.3.2手工氩弧焊打底
4.3.2.1充氩保护
为不锈钢焊缝根部氧化,氩弧焊打底及电焊填充第一层时,在管内充氩保护。保护范围以坡口轴向中心为基准,每侧各250~300mm处贴两层可溶纸,以耐高温胶带粘牢固,做成密封气室(可用火柴点火,验证气室密封性)。采用“气针”或“扁铜管”从探伤工艺孔或坡口间隙或管段尾部充氩。氩气流量20~30L/min,管径小取下限,管径大取上限。
4.3.2.2打底焊焊接工艺参数
4.3.3电焊盖面
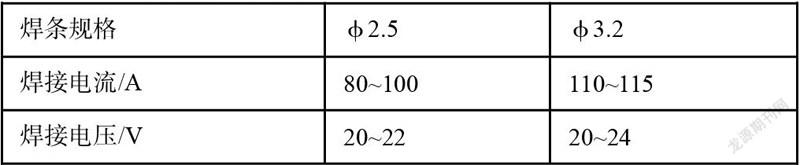
4.3.3.1选用焊条,φ2.5一层,φ3.2三层。尽量采用小规格焊条,以便减小焊接线能量,降低晶粒粗化程度。
4.3.3.2电焊焊接工艺参数
4.3.3.3焊条脱渣性较差,层间注意清渣。
4.4焊接操作技术
4.4.1氩弧焊打底
推荐采用两层氩弧焊打底,(1)可防止打底焊缝被第一层焊条填充时烧穿;(2)由于氩弧焊焊接线能量较小,会降低根部焊缝背部的氧化程度。如采用一层氩弧焊打底,则打底焊缝厚度应大于3mm,取3.3~3.5mm为宜,以避免根部产生收缩沟。
4.4.2合理控制管内保护氩气流量
不锈钢根部焊缝存在较大的背部氧化问题,必须采取背部充氩保护措施。(1)为了取得良好的保护效果,要合理控制氩气流量,一般控制在20~30L/min为宜;(2)要使管内氩气有流动,以提高管内保护氩气的纯度,并可降低焊接接头的热输入量。
4.4.3多层多道焊
不锈钢要求采用小的焊接线能量,采用多层多道焊能够实现。多层多道焊后层对前层的正火作用能细化晶粒。注意焊道排列顺序“全位置焊先两侧后中间,横焊交错排列”。控制焊层厚度一般为焊条直径为宜,焊道宽度一般为焊条直径3倍为宜,最大不超过4倍。如焊接电流过大、焊层厚度过厚等原因造成焊接热输入量过大,则会引起晶粒粗化,劣化焊接接头性能,用超声波探伤时会出现晶间反射,从而形成一些鳞状波。
4.5注意事项
4.5.1焊前
对口前要仔细检查坡口的钝边是否合适,钝边厚度不能超过2mm。如果钝边过大,由于母材合金含量高、铁水流动性差,容易造成根部未熔。
在焊口两端管子中250~300mm处贴上两层可溶纸,以防充氩时氩气从管道中流失,造成保护不良而产生根部过烧。
对口间隙最好控制在3~4mm之间,间隙过小容易造成未焊透或间断性根部未熔焊丝;间隙过大使得焊接操作困难,产生根部焊缝高低不平并伴随未熔焊丝头。
4.5.2施焊
4.5.2.1首先把好充氩关。不锈钢由于合金含量高,根部焊缝容易过烧,所以对背部充氩保护要求高。不锈钢打底焊是关键,而打底焊质量好坏的关键是背部充氩保护的质量。向管内充氩后,要感觉氩气从坡口间隙轻微返出,整个焊口可利用保温棉封堵,拨开一段焊接一段。
4.5.2.2注意打底焊时的操作技术,不能象一般钢材的焊接,送丝一定要均匀,背部焊缝成形,不能靠送焊丝的力量来突出根部,这样根部焊缝容易产生未熔焊丝头。铁水过渡最好采用自由过渡。应当采用具有电流衰减特性的焊机,收头时特别注意要把焊接电流衰减下来,填满熔池后在坡口面上甩弧,防止产生弧坑裂纹。
4.5.2.3电焊填充时第一道焊缝应尽可能采用小规范焊接,防止打底焊缝烧穿。每一次都应衰减电流、待填满熔池后再收弧,防止产生弧坑裂纹。
4.5.2.4层道间需仔细清渣,可用锋钢锯条或角磨机,不可用榔头錾子过重敲击焊缝,以免产生裂纹。
4.5.3抗燃油、顶轴油等不锈钢管道为了防止焊道根层氧化或过烧,焊接时必须采取背部充氩保护措施。用铁丝串着棉布包封断管口,焊缝坡口处用锡箔粘纸(建筑装饰用)封堵形成一个气室,利于充氩。且预留三个口向管内充氩确保氩气流动,来提高管内保护氩气的纯度,其流量控制在为15~20L/min为宜。充氩后,要感觉氩气从坡口间隙轻微返出,整个焊口利用锡箔粘纸(建筑装饰用)封堵,拨开一段焊一段。
4.5.3.1施焊中,应特别注意接头和收弧的质量,收弧時应将熔池填满。多层多道焊的接头应错开30~50mm。
4.5.3.2控制焊接电流使焊接线能量<25KJ/cm,同时采用多层多道焊以提高焊缝金属韧性。
4.5.4合理控制管内氩气流量,以防焊缝背部过烧。
4.5.5施焊过程中除工艺和检验上要求分次焊接外,应连续完成,层间温度控制在80~150℃以内。
三、结论
1现场施工的质量控制
不锈钢,因此施工过程中应采取措施,防止表面工艺不良的产生。(1)严格进行焊条的烘焙,控制烘焙温度和升温速度,以消除从焊条带入氢的可能,避免焊条中的氢对焊缝质量的影响;(2)采取规范的焊接参数,针对现场环境,适当降低焊接过程线能量,以提高表面成型工艺;(3)选择适当的焊接电流,以防止出现弧坑裂纹;(4)要及时、干净地清理每一层焊道,杜绝夹渣缺陷。
2现场施工的质量控制过程照片
参考文献
[1]焊接工程师手册;
[2]奥氏体不锈钢管厂家材质报告;
[3]DL/T869-2012火力发电厂焊接技术规程。
