三相异步电机装配轴承异音分析
2021-03-23廖广刚陈礼俊陈超玉殷芳青杨朋飞刘广鹏
廖广刚 陈礼俊 陈超玉 殷芳青 杨朋飞 刘广鹏
(中车株洲电机有限公司,株洲 412000)
三项异步电机装配是电机检修过程中的必要工序,作用是定位和固定转子与定子的装配,使三相异步电机保持平稳运行。由于电机装配工艺的差别和外部可变因素的影响,装配电机运行的平稳度会出现异常,且电机运行伴随着“咚咚咚”的杂音,称此现象为电机异音[1-3]。三相异步电机安装在不同运行交通工具上时,由于电机异音的存在会产生难以预估的后果,严重时甚至会导致轴承断裂使电机转子运行故障,即整体报废。
正确的装配工艺是消除电机运行异音的最直接手段。在实际生产与制造过程中,定子与转子合装的装配工艺常采用卧式装配。而消除电机装配异音最关键的工艺参数是转子装配时的水平量、定子与转子装配时固定螺栓的定位顺序、保持转子的垂直度以及定子和转子的相对定位。实际装配作业中,卧式装配具有装配工具简单、可操作性强以及装配效率较高的特点,因此常被采用。但是,因为卧式装配的可控因数具有多变性,所以电机装配的异音率较高。
本文主要根据装配工艺的研究,提出了一种辅助卧式装配的工艺方法。该装配工艺方法是对原有装配工艺的优化,工艺简单且经济,操作面广且易于调整,能有效消除电机装配异音,节约生产成本。
1 轴承异音工艺分析
对于轴承在安装后进行运转试验中出现的异音,应结合实物与模型进行分析。电机装配过程中,转子进入定子内部时相对水平度超差,同时伴随有大冲击力矩,造成轴承滚柱与轴承内圈相互划伤,随即出现轴承损伤。
1.1 定子和转子装配受力分析
三相异步电机定子与转子在卧式合装过程时,转子与定子的受力源于相对运动。转子在吊装工具的配合下,以近似匀速运动的方式进入定子传动端止口面。当转子到达定子传动端固定位置后,定子非传动端以一定力矩拉装转子,以实现传动端端盖与中间端盖的固定、非传动端与轴承座的固定以及转子与定子的固定[4]。电机转子进入定子内部的受力情况,如图1 所示。
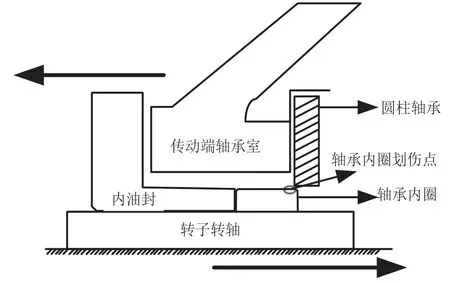
图1 电机转子与定子装配受力示意图
1.2 装配异音分析
当定子与转子合装过程中出现受力不均匀的情况时,某一固定角度或区域出现大力矩而相对180°处的受力部分反而缺失,即出现定子与转子装备过程中轴承内圈与轴承滚柱的相对滑动,将造成轴承内圈伤痕使电机运行出现异音。轴承内圈划伤实物图和示意图,分别如图2 和图3 所示。
2 装配工艺优化
三相异步电机采用卧式装配方式进行定子与转子合装时,为避免轴承内圈与滚柱轴承发生相对倾斜而划伤轴承内圈,采用辅助卧式装配的工艺方法进行优化,如图4 所示。辅助卧式装配工艺方法通过固定轴承滚柱与轴承内圈以及转轴与传动端端盖的相对运动,确保定子与转子合装中受力均匀,而不会发生相对倾斜运动。
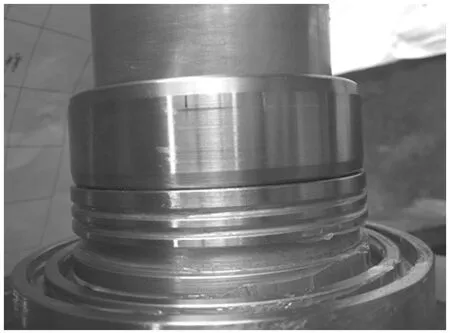
图2 轴承内圈划伤实物图

图3 轴承内圈划伤示意图

图4 辅助卧式装配
图5 为辅助卧式定子与转子合装过程。装配过程中,固定定子与转子的装配相对水平。当转子进入定子时,通过校正吊装角度来固定轴承内圈的相对倾斜间隙,同时以匀速运动方式进入定子传动端止口面,以两端端盖螺栓紧固的方式将转子固定在定子上,即完成辅助卧式装配。图6为辅助卧式定子与转子合装完成图。
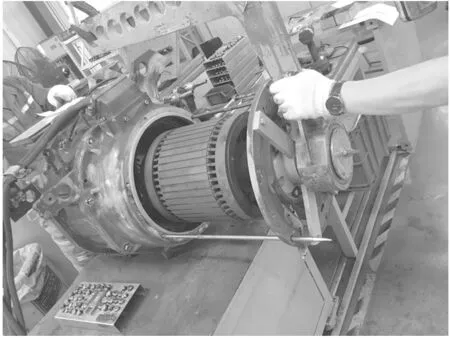
图5 辅助卧式定子与转子合装过程图

图6 辅助卧式定子与转子合装完成图
3 结语
辅助卧式定子与转子合装工艺方法能有效避免轴承内圈与轴承滚柱之间的相对运动,并能固定转轴与传动端端盖的相对运动,从而有效校正定子与转子合装时的水平度与相对间隙,使定子与转子合装过程平稳可靠,避免轴承内圈划伤,消除电机装配异音,节约生产成本。
