一种新型冲裁废料排屑机的设计
2021-03-21商沥元李秋
商沥元 李秋
摘 要:目前,部分冲裁模具废料排出主要通过加高模具高度而实现废料滑出角度,这种方式存在增加模具高度、重量和模具本体材料使用量的缺点。为此,本文针对冲裁类模具废料收集和输送问题,设计了由输送板、振动发生模块和减震回退模块3个部分组成的新型冲裁废料排屑机,其通过振动发生模块中的关键部件——弹性拍打片周期性拍打受动杆使输送板产生振动而实现废料输送。该排屑机体积小、结构简单、运行稳定,实现了冲裁废料快速、安全、高效率地输送,从而为模具设计和制造企业降低材料和加工成本。
关键词:冲裁废料 冲裁模具 废料收集与输送 排屑机
Design of a New Type of Blanking Waste Chip Conveyor
SHANG Liyuan LI Qiu
(School of Mechanical Engineering, Tianjin University of Technology and Education, Tianjin, 300222 China)
Abstract: At present, in order to realize the smooth flow of blanking waste out of the mold, the waste slip angle is generally realized by raising the mold height, which has the disadvantages of increasing the mold height, weight and the amount of material used in the mold body. Therefore, aiming at the problem of blanking die waste collection and transportation, a new blanking waste disposal machine composed of conveying plate, vibration generation module and damping return module is designed in this paper. The waste transportation is realized by periodically beating the driven rod by the elastic clapper, the key component of the vibration generation module. The chip conveyor has the advantages of small volume, simple structure and stable operation, and realizes the rapid, safe and efficient transportation of blanking waste, so as to reduce the material and processing cost for die design and manufacturing enterprises.
Key Words: Blanking waste; Blanking mould; Waste collection and transportation; Chip conveyor
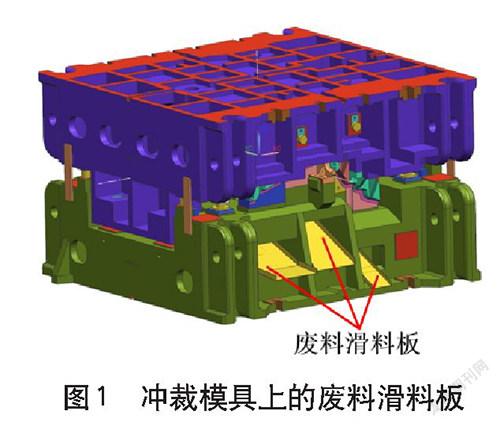
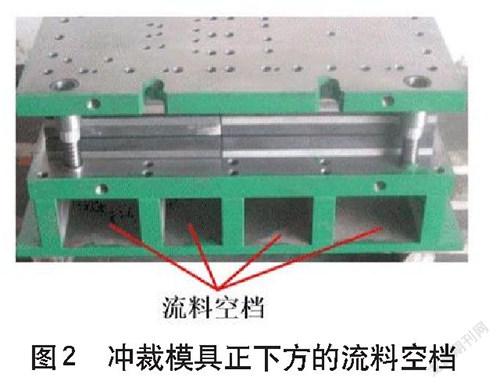
冷沖压是常用的钢板成形和切断的加工方法,即使用冲裁模具完成钢板等薄板类零件的切断与分离,因此,冲裁模具是冷冲压的重要工艺装备[1-3]。在模具的设计过程中,需要重点考虑的问题之一是废料按照一定的轨迹和路线快速地排出模具[4-6]。目前,冲裁废料主要采用两种方式向外排出产生的废料[7]:第一种方式为设置具有与水平方向成25?~30?的倾斜角度的钢板滑料板(如图1所示),冲裁后产生的废料因为重力的作用沿着滑料板流出模具之外。此种方式的结构简单,冲压机床正下方也不需要设置专门的流料孔,进而有利于提高冲床的整体强度和刚度,但也存在来自倾斜角度的限制,角度太小时废料不易流出,角度太大时又提高了模具的整体高度,不利于模具减重并增加了模具的成本;第二种方式是在模具冲裁刃口下方设置流料空档(如图2所示),废料在产生后一般直接竖直下落到空挡中,积累一定数量的废料之后,再通过一定的方式将废料手工或者自动退出空档之外。这种废料排出方式的优势在于模具本身结构较为简单,而且可以将空档按照一定的标准设置成空档通用结构,冲裁模具本身不需要较高的高度,只需要设置流料孔。在冲压生产时将空档通用结构直接放置在冲裁模具之下使用。因而可以有效地降低模具成本,提高零部件的通用性,但不宜提高废料排出的自动化水平和生产效率。综合来看,两种废料排出方式存在易增加模具成本或者生产效率低的问题。
因此,如何在不设置过高的模具高度,或者不需使用台面带有流料孔的特殊冲床的情况下使废料能够高效率、稳定的排出成为冲裁模具设计制造中需要重点解决的一个问题。模具设计制造企业对于改善和简化冲裁类模具结构,减少模具自身材料消耗、降低模具重量,从而降低模具制造、加工、运输等方面的成本具有较大需求。冲压企业也希望冲裁废料排出结构能够具有更广泛的通用性,减少在模具上投入并有效提升生产效率。因此,增加通用冲裁废料输送机(排屑机)成为解决此问题的有效途径。目前常用的废料排屑机主要有刮板式排屑机、平面振动式排屑机、螺旋式排屑机等,这些排屑机的结构和工作原理虽较为成熟,但往往因为尺寸过大,无法直接放置在冲裁模具的废料空档处进行废料的收集和输送。因此,本文设计了一种体积小、通用性高、结构简单、运行稳定等特性的冲裁模具废料排屑机。
1 基本结构
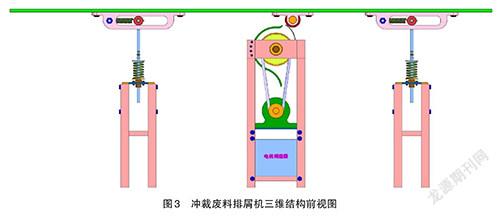
新型冲裁废料排屑机的三维结构的前视图和轴侧图分别如图3和图4所示,由输送板、振动发生模块和减震回退模块3个部分组成。
振动发生模块的结构如图5所示,由中心机架、电动机、传动皮带、弹性拍打片、弹性拍打片安装轴、弹性拍打片限制器及受弹性拍打片拍打的受动部件组成。整个排屑机的核心部件为安装在弹性拍打片安装轴上的弹性拍打片,拍打片的运动通过电动机进行驱动。受动杆和输送板相连接,拍打片通过安装轴与电动机连接。拍打片与受动杆高速接触时,会产生向上向右的节律性运动。为有效地控制拍打片的运动范围,在非拍打区域通过安装在中心机架上的弹性拍打片限制器将拍打片进行收拢,在快旋转到受动杆附近时,拍打片再迅速展开提供高效的拍打动作。
减震回退模块的结构如图6和图7所示,包括侧机架、水平回退弹簧、竖直减震弹簧、水平回退杆架、竖直减震杆架;在排屑机工作的过程中振动产生的运动可以分解为水平运动和竖直运动,需要将两个方向的运动分别进行减震。在本文的结构中分别设计了水平回退弹簧、水平回退杆架实现水平方向的减震功能,具体的实现过程为:水平回退杆架和轴承所组成的结构能够在回退支架的槽内运动,水平回退杆架与水平回退弹簧连接,将水平方向的振动进行吸收。利用竖直减震弹簧、竖直减震杆架实现竖直方向的减震功能,具体的过程为通过竖直减震杆架与水平减震杆架的连接,将竖直方向的振动传递到由竖直减震弹簧和竖直减震弹簧隔板组成的结构,其中上方的弹簧隔板与减震杆架为固定连接,下方的弹簧隔板可通过中孔使减震杆架穿过,使弹簧在上下隔板之间压缩和回复,进而有效实现竖直方向的减震。
2 工作过程
所设计的冲裁废料排屑机的工作过程为:由电动机(图5中的编号12)通过皮带驱动弹性拍打片安装轴转动(图5中的编号3),从而带动弹性拍打片在弹性拍打片限制器内进行旋转运动,当其旋转出弹性拍打片限制器时,弹性拍打片迅速展开,并击打在受动杆上(图5中的编号9)。弹性拍打片作用在受动杆上时,对受动杆施加向右上方的作用力,从而使输送板带动内部的废料产生向上和向右的运动趋势。当废料被模具切断,因为重力作用掉落到输送板(图4中的编号1)上时,废料受到输送板的作用有短暂的向上腾空过程,而在此过程中输送板通过回退模块机构实现一定距离的回退。废料再次落到输送板上时,由于摩擦力的作用废料具有水平向模具之外的少量运动。通过拍打片产生的有节律的运动和回退模块机构的重复作用,实现废料腾空、输送板回退、废料向外少量平移的往复循环,实现冲裁废料逐步排出。
在图6中的竖直减震弹簧、随动转向套管机构、竖直减震支架、竖直减震弹簧隔板共同作用下,可实现对输送板竖直方向的减震和支撑作用。
为提供整个系统的通用性,排屑机可实现以下调整。
(1)控制输送板的振动力度。通过改变弹性拍打 片的材料和几何尺寸,控制拍打片和受动杆的作用力; 通过限制器调整螺钉,改变弹性拍打片限制器的安装 角度,调整弹性拍打片限制器转动出来的时间和角度, 实现拍打力的大小和方向的进一步调整,进而控制输 送板振幅和力度。
(2)可适应不同高度的冲床和模具。图 5 中的编 号为7的高度调整螺钉和图6中编号为5的高度调整 螺钉可以改变支架的整体高度。
(3)实现输送回退参数的调整。具体通过调整图 6的水平回退支架连接螺丝与水平回退弹簧的连接位 置,改变弹簧的初始工作长度,改变水平回退弹簧的 回退力和行程,进而改变输送板的回退力和回退 周期。
3 结语
本文设计了一种新型冲裁废料排屑机。排屑机由 输送板、振动发生模块和减震回退模块3个部分组成, 其通过振动发生模块中的关键部件——弹性拍打片周 期性拍打受动杆使输送板产生振动而实现废料输送。 在经过运动仿真模拟、结构参数优化之后进行了加工 制造,并初步在钢板冲压企业进行了应用。应用表明, 该设备使用方便,体积小、结构简单、运行稳定,实现了 加工废料快速、安全、高效率地输送,有效地为模具设 计和制造企业降低了材料和加工成本
參考文献
- 单云,吴斌.一种适用于超高速冲压新型产品的冲裁模具结构[J].锻压技术,2020,45(3):119-124.
- 黄家强.冷冲压级进冲裁模具结构的优化设计[J].装备制造技术,2020(6):188-190,196.
- 张恒,彭建飞.基于零件冲裁毛刺高度的冲压模具磨损预测[J].锻压技术,2017,42(12):123-127.
- 李玉华,秦辉,余卫华,等.冲裁模大孔废料下滑问题的解决[J].模具制造,2019,19(7):9-12.
- 付春才.冲裁加工中废料堵塞、上移产生的原因及消除方法[J].装备维修技术,2011(3):63-64.
- 李少飞,纪广安.冲裁模调试过程中问题分析[J].模具制造,2018,18(8):9-11.
- 刘年贵.浅析冷冲压模具过桥废料结构优化[J].锻造与冲压,2021(12):22-24.