一种快速测量环形槽深度的检测工具研究
2021-03-19胡军锋
胡军锋
(慈溪汇丽机电股份有限公司,浙江慈溪315333)
0 引言
我们有时会遇到机械零件端面需要加工成环形槽的情况,如图1所示,因产品密封需要,这种加工端面环形槽深度过深或过浅都会对密封性能产生影响,导致产品漏油,因此,严格控制环形槽深度显得非常重要。我们在实际加工过程中,需要测量此环形槽深度(5±0.1)mm。由于环形槽宽度较小,通用量具的测量部位放不进此环形槽内腔中,无法测量。为此我们先后采取了一下两种测量方法:
1)对刀法。先试加工一个较浅尺寸的槽,然后看数控机床操作面板中光栅上的数字变化差用来判断槽的实际深度尺寸。例如,读数变化差为4.5 mm,再调整数控加工参数,往工件方向进给0.5 mm,确认数字变化差为5 mm后,再用同一把刀加工其它零件。由于通用量具无法测量,依靠数控程序保证。用这种方法存在缺陷,只有操作工通过光栅上的数字变化差检验,但生产现场检验员无法检验。在接下来加工过程中,如果刀具磨损,无法及时调整数控程序,存在质量风险。
2)通规、止规测量法。具体地说就是制作了专用卡板来测量,用锯片作此专用卡板材料,以线切割机床加工。其原理是通规判断是否通,止规判断是否止。参考图2(卡板HT, 卡板HZ), 待检工件需要测量图1所示的尺寸50.1 mm。我们把卡板HZ做成上极限尺寸5.08~5.10 mm,也即止端,标注“HZ”。 卡板HT做成下极限尺寸4.90~4.92 mm,也即通端,标注“HT”。如果我们测量时,用卡板HZ测量是止的,说明实际值比5.08~5.10 mm小。用卡板HT测量是通的,说明实际值比4.90~4.92 mm大,这两者条件均附合要求,则我们就判断此尺寸合格。但在实际加工过程中,此种方法也存在缺陷。我们只知道是否合格,但不知道具体测量数据,在接下来大批量加工过程中,由于无法测量机械零件产品具体的数据,当刀具出现磨损时,由于无法测得具体的实际数据,无法及时调整数控程序,也存在较大质量风险。再者,因卡板制作时有一个加工公差带,卡板HT做成下偏差公差带4.90~4.92 mm,卡板HZ做成上偏差公差带5.08~5.10 mm,这样就会存在一个漏检的问题,例如,小槽深度实际值为5.095 mm,也就是合格的,但例如卡板HZ制作成了5.085 mm,这样,原本为合格的工件,容易判断为不合格品,造成误判。

图1 工件
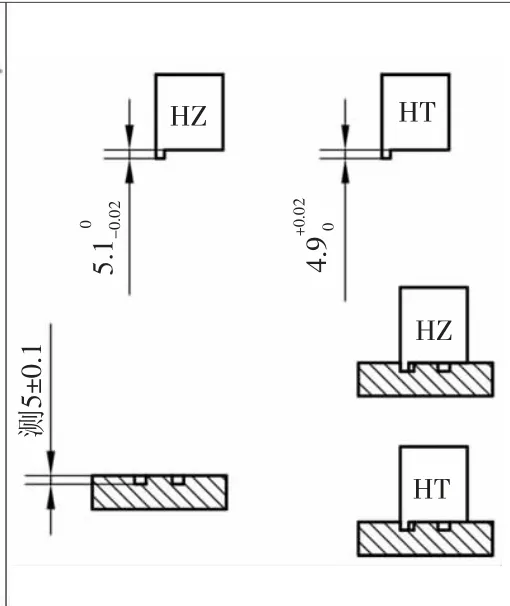
图2 卡板测量法
因此,迫切需要设计一种简易可靠、能快速测量环形小槽深度的检测工具,以方便在生产现场使用。这种检测工具的测量头能放入环形小槽腔内,并显示其实际测量数值,以方便在机械加工过程中能对刀具磨损情况及时进行加工参数调整,从而提高产品合格率。为此,设计了一种专用检测工具,并应用于机械加工生产,现对该专用检测工具结构组成、工作原理及使用方法、精度对比测量试验等方面加以说明。
1 专用检测工具结构


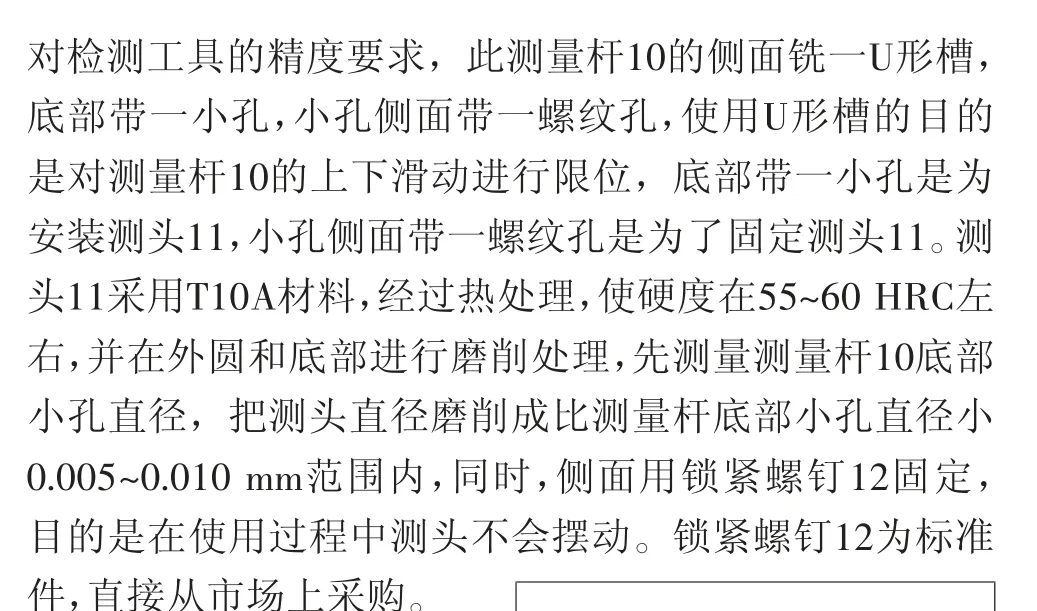
2 专用检测工具工作原理及使用方法
本检测工具的基本原理:在水平检测工作台上放置好测量块,此测量块中间带一通孔,检具体2端面与测量块端面完全接触,测头11端面与工作台端面完全接触,此时调节检测工具上的百分表到零位,此时测头11伸出长度为(5±0.002)mm。然后取下测量块,用待检工件代替测量块,读得实际数值,这两者的读数差值进行比较,从而计算得到工件小槽的深度。具体说明如下。
如图4所示,测量块零件采用T10A材料,经过热处理,使硬度在55~60 HRC左右,再经过自然时效14 d,并在上下两端进过磨削处理,使表面粗糙度在Ra0.4 μm以下,使其具有较好的耐磨性,厚度控制在(5±0.002)mm内。
如图5所示,测量前,通过测量块,把检测工具百分表调整至零位。注意用手护住检具柄2,靠平工作台,不能有任何的摆动。
如图6所示,取下测量块,再用工件待测位置代替测量块位置,根据读数偏差计算得到小槽深度的实际测量值。这样当刀具磨损时,能方便修改数控加工程序。注意用手护住检具柄2,靠平工作台,不能有任何的摆动。
图3 检测工具图
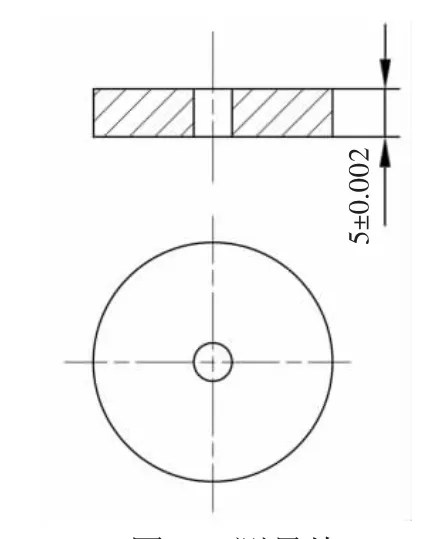
图4 测量块
3 精度对比测量试验

图5 校正零位图

图6 测量工件图
因环形小槽的深度无法用通用量具测量,本试验制作较大环形槽槽宽6个零件,目的是使通用量具的测头部位与本检测工具的测头都能放入待检工件中,并与本论文制作检测工具进行对比测量试验。先用通用量具测量,取得6组数据:1号件为5.02 mm;2号件为5.04 mm;3号件为5.06 mm;4号件为5.06 mm;5号件为5.06 mm;6号件为5.04 mm。更换专用检测工具测量,得到如下实验数据:1号件为5.02 mm;2号件为5.04 mm;3号件为5.06 mm;4号件为5.06 mm;5号件为5.06 mm;6号件为5.04 mm。两者测量结果相符,得出结论,该方法可行。
4 结语
利用通用零部件,以较低成本制作出专用检测工具,通过测量块,将百分表校正到零位,再测量工件小槽深度的读数数值,并与校正到零位值进行比较,从而计算得到工件小槽深度实际数据。该方法操作简单,可靠性好,制造维护成本低,能方便有效地应用于大批量生产,特别是在数控加工中,能方便及时修改数控加工程序,从而提高产品加工合格率,目前取得了良好的经济效益。
