多子模具在扬力伺服转塔冲床上的应用
2021-03-19
导 语
本文对多子模具在扬力伺服转塔冲床上的应用进行了整体介绍,系统分析了多子模具特点与运行控制技术,通过自动编程软件为客户实现完整的加工流程。
随着机械制造业的蓬勃发展,钣金加工行业也在飞速地发展壮大,新技术、新材料推动了钣金加工行业向着通用化、智能化的方向发展。目前,数控转塔冲床上的冲压模具,由于结构单一,占用空间大,模具的数量始终难以增加。不少客户在选配模具时,其工件的孔形需要适配较多A、B工位模具,而C、D工位的使用很少或者几乎没有,导致正常标配机床浪费了转塔空间。多子模具正是为了提高转塔的利用率,应运而生的时代产物。多子模具的应用,增加了可调用模具的数量,有效降低了工人劳动强度,提高生产率,从而增加钣金加工企业竞争力。
08
五杂俎
[明朝时期]
武术理论之十大武功秘笈
秘笈指数:★★★★☆
秘笈亮点:一寸短一寸险
编撰作者:谢肇淛
上榜理由:总结前人述明代,道尽武术现实状;少林拳法有汇总,十八武艺为哪般。

多子模具的特点
多子模具结构(图1)比较精巧,上下模具需要进行同步加工,且其加工精度和间隙要求都很高。多子模具上模盖有定位孔,数控转塔冲床打击头附近设计一个定位销,定位销插入定位孔固定多子模具上模盖,冲床旋转工位动作,使得多子模具下部与上模盖产生相对旋转,模具内部与上模盖相连的小打击头与子模具相对转动,实现多子模具选模。根据多子模具中模具的数量,通常可将其分为3子模、4子模、6子模和10子模等,即可将一个旋转工位模具分割成多个A工位模具。多子模的使用,可以一次性将所需要的各种规格模具配备齐全,减少频繁换模的麻烦,节省了加工过程中的停顿时间。另外,由于多子模的子模芯都是小尺寸冲针式结构,相对于普通的冲压模具,维护和保养费用较低,使用成本不高。
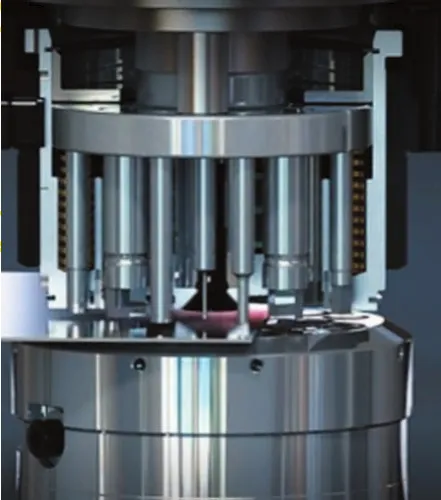
图1 多子模具结构示意图
扬力EP系列机床配有两个旋转工位,均为D工位,多子模的模具安装于转盘(图2)旋转工位,通过T轴旋转将多子模具旋转至打击头下方,进行冲压工作。多子模具驱动结构如图3所示,多子模具工作流程如图4所示。

图2 转盘转动部件

图3 多子模具驱动结构示意图

图4 多子模工作流程图
07
角力记
[宋朝时期]
武术理论之十大武功秘笈
秘笈指数:★★★★☆
秘笈亮点:智慧的勇气之于角力双方极关键
编撰作者:调露子
上榜理由:崇尚力量的阐述,一部角力发展史;代表拳法的汇集,诸书引征的经典。

多子模具的控制
多子模调用
⑴电气控制。
1)在FANUC系统参数中设定对应的M代码。
2)在子程序库中设定相应的加工子程序。
3)在加工时,自动编程软件生成加工程序,以及相应的M代码。
4)机床控制系统运行到M代码时,控制T轴电机运行,精确快速到达预定位置。
5)T销阀、C销阀依次动作,位置检测开关检测到气缸运行到相应位置后,C轴旋转到相应位置上。
6)检测到D销阀动作之后,机床加工相应的板材。
7)待机床加工完毕后,不使用多子模具时,先将D销阀复位,C轴旋转到机械零点,依次将C销阀复位,T销阀复位。
自此,一次多子模具的完整调用便结束了。
⑵机械动作。
1)多子模具校正。通过校正芯棒,对转塔上的两个旋转模工位进行校正。再装上一个长方形模具,通过冲压一条水平的直线,调整旋转工位的零点角度。将多子模具按水平直线对准键槽安装好,确定初始位置后,将上模盖上的销孔与多子模具的导向键槽成180°对齐,保证多子模具的D销可以灵活插拔。
2)多子模具安装与冲压。将多子模具放入旋转工位中,在自动模式下,T轴将多子模具转到伺服冲头下,依次插入T销、C销,旋转工位转动,将多子模具运行到D销可插拔的位置。伺服冲头到达预压位置后,冲头与多子模具盖接触,插入D销。所有气缸位置信号到位后,机床开始执行冲压动作,对金属板材进行加工。在此状态下,机床可以选择任意一个子模具。冲压循环全部结束后,将多子模具转到初始位置,拔出D销,冲头取消预压回到上死点,拔出C销、T销,旋转工位运行到机械零点,转盘运行并切换到正常工位。
逻辑控制编程
在发那科控制系统(图5)的平台上对多子模的各个控制逻辑动作进行设计,包括C销阀、D销阀、夹钳死区保护、冲头ready信号以及安全互锁等功能。

图5 发那科控制系统
结束语
多子模的使用使钣金加工有了更广泛的模具选择范围,增加了加工的灵活性,从而使旋转模具的利用率大大提高,同时也减少了换模时间,提高了机床的加工效率。在此基础上,我公司还开发出4个旋转工位的全电伺服冲床,机床整个刀库的模具到达76副,大大丰富了加工类型,获得客户一致好评。
