5A06-H18普通焊丝的光亮化改进研究
2021-03-18连小帅张双飞牛帅帅刘重金
连小帅,张双飞,牛帅帅,殷 森,刘重金
(山西航天清华装备有限责任公司,山西 长治 046004)
0 引言
目前,山西航天清华装备有限责任公司(以下简称“清华装备”)承制的多种航天产品的焊接均采用铝合金全自动粗丝MIG焊方式,产品基材为5A06铝合金,所选用的焊丝为东轻生产的5A06-H18普通焊丝。5A06-H18普通焊丝在使用前需要进行化学清洗(酸洗),以减少焊缝缺陷的产生,且为防止二次污染,酸洗后不能搁置太久,需尽快实施焊接。此外,该种焊丝以非标线盘供货,焊前需根据焊机的送丝轮进行二次缠绕,费时耗力,且在使用过程中部分产品焊缝出现了不同程度的缺陷,因此有必要对该普通焊丝开展光亮化改进研究并进行应用验证。
1 5A06-H18普通焊丝使用现状
5A06-H18普通焊丝在焊接前需要按清华装备的企业标准《铝及铝合金焊丝焊接前化学清洗规范》进行化学清洗,以去除焊丝表面的氧化膜和油渍等污物;清洗后焊丝需要烘干保存,且必须在短期内使用,否则会造成焊丝表面被二次污染,影响产品的焊接质量。此外,该焊丝以非标线盘供货,使用时还需耗费一定的时间来根据焊机的送丝轮进行二次缠绕,以确保焊丝正常放线、送丝。5A06-H18普通焊丝使用流程如图1所示。

图1 5A06-H18普通焊丝使用流程
2 焊丝光亮化改进及应用情况分析
为了提高清华装备承制的铝合金结构产品的生产效率和焊缝质量,对目前使用的5A06-H18普通焊丝开展光亮化处理研究。经光亮化处理后的焊丝表面可以形成一层致密的保护层,不需要再对焊丝进行酸洗处理,且焊丝表面有保护层,短期内不会被氧化,开封后保存、待用时间均可延长。此外,经光亮化处理后焊丝的焊接工艺性比普通焊丝更加优越,在焊缝成形过程中可有效地减少气孔、残留氧化膜夹杂物等缺陷。
基于光亮焊丝的上述优点及清华装备对产品质量控制的严格要求,依据MIG焊所需的焊丝规格(Φ5 mm、Φ4 mm、Φ1.6 mm)采购部门与焊材生产公司进行协作,委托焊材制造厂家将东轻生产的5A06-H18普通焊丝(规格为Φ5.5 mm、Φ5 mm、Φ3 mm)进行光亮化处理,最终达到MIG焊所需的规格。
2.1 焊丝光亮化处理流程
委托焊材生产公司对现有5A06-H18普通焊丝进行光亮化处理,将Φ5.5 mm的普通焊丝处理为Φ5 mm的光亮焊丝,将Φ5 mm的普通焊丝处理为Φ4 mm的光亮焊丝,将Φ3 mm的普通焊丝处理为Φ1.6 mm的光亮焊丝。其中成品规格为Φ4 mm和Φ5 mm的焊丝光亮处理流程相同,采用圈丝生产工艺;规格为Φ1.6 mm的焊丝光亮处理流程稍有不同,采用盘丝生产工艺。
(1) 圈丝生产工艺为:普通焊丝→退火处理(480 ℃)→拉拔→精刮→绕圈→包装→检验→入库。
(2) 盘丝生产工艺为:普通焊丝→退火处理(480 ℃)→拉拔→ 精刮→清洗(超声波清洗)→涂油(涂润滑油,以便焊枪出丝)→层绕→包装→检验→入库。
上述流程均满足焊材生产公司企业标准《铝及铝合金焊丝》的生产工艺要求。
2.2 光亮焊丝应用情况
针对成品规格为Φ1.6 mm、Φ4 mm、Φ5 mm的光亮焊丝分别进行了焊接试验,焊后发现其焊缝表面均有明显的发灰、发黑现象(与以往普通焊丝所形成的焊缝相比较为明显),焊缝表面质量较差,如图2所示。
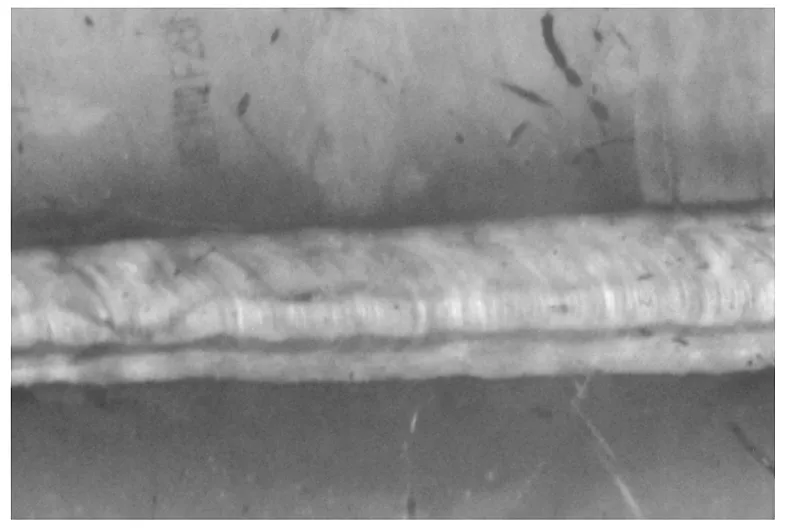
图2 光亮焊丝焊缝
2.3 光亮焊丝焊缝缺陷分析
2.3.1 二次污染造成焊丝表面洁净度差的影响
(1) 圈丝(直径Φ4 mm、Φ5 mm)焊丝光亮处理过程中,其在完成2道刮削后需要经过一道椭圆度精整,为提高精整设备的使用寿命,焊丝生产厂家在该装置上增加了涂油润滑措施。分析认为,此道加注润滑油的措施会造成焊丝光亮处理过程的二次污染。
(2) 盘丝(直径Φ1.6 mm)焊丝光亮处理过程中要经过超声波清洗,为提高其自动送丝的顺畅度,在超声波清洗后、层绕前需涂润滑油保护(该润滑油在70 ℃~80 ℃可完全气化挥发,不影响焊接),此工艺方法在细丝焊丝中均有应用(行业内通用),对焊接无任何影响,故可排除其生产过程的二次污染的可能。
(3) 环境污染:从生产现场环境分析,光亮化处理现场整体不具备无尘、无污染的条件,精刮现场、包装现场等有可能会对焊丝表面造成二次污染。
(4) 东轻5A06-H18普通焊丝自身缺陷:普通焊丝在拉拔前操作人员发现其表面存在不同程度的“小坑”,在进行0.03 mm~0.04 mm的刮削时无法将其全部清理掉,同时焊接操作人员也反馈焊丝存在肉眼可见的微小黑点,这些小坑就成为藏污纳垢的地方。
2.3.2 5A06铝合金中微量元素的影响
5A06铝合金属于“十元”材料,即内含主要十种微量元素,其中某元素在一定温度退火时可能出现偏析,但在焊丝表面无法通过肉眼观察到,焊丝焊接熔炼过程中该元素在高温作用下参与燃烧反应,故会在熔池表面形成发灰、发黑的杂质产物,待熔池固化后固覆在焊缝表面,即焊缝表面出现发灰、发黑现象。
3 焊丝光亮化工艺优化及验证
3.1 工艺优化措施
基于上述分析,针对可能造成光亮焊丝所形成焊缝表面发灰、发黑现象等问题采取了工艺优化措施,具体如下:
(1) 焊丝表面光整:对焊丝精刮过程的去除量由原来的0.03 mm~0.04 mm增加到0.07 mm~0.08 mm,通过增加刮削量来将东轻5A06-H18普通焊丝表面的“小坑”彻底去除,保证焊丝表面光整度。
(2) 将圈丝(直径Φ4 mm、Φ5 mm)焊丝光亮处理过程中椭圆度精整装置的涂油润滑去除,消除油液对焊丝的二次污染可能。
(3) 将焊丝拉拔前的退火温度进行调整,排除微量元素在退火过程中偏析的可能,以避免焊接熔炼时微量元素烧损而浮在熔池表面形成固化后的“灰、黑”现象。
3.2 应用验证
对光亮焊丝焊后出现发灰、发黑现象所采取的工艺优化措施进行应用验证,采取焊接试板的方式进行,得到的光亮焊丝工艺优化后的焊缝如图3所示。针对试板焊缝的外观、X射线探伤、接头拉伸强度等指标进行了考核。考核结果表明:经过工艺优化后的光亮焊丝不仅解决了其成品焊缝表面发灰、发黑的现象,同时X射线探伤、接头拉伸强度等指标也满足产品设计要求。

图3 光亮焊丝工艺优化后的焊缝
4 结语
本文针对5A06-H18普通焊丝的光亮化处理流程和效果开展了研究,同时对光亮焊丝在航天产品上应用的可行性进行了实验验证。
