胶带输送机自动控制系统的设计及其应用
2021-03-18侯佳男
侯佳男
(阳泉煤业(集团)有限责任公司 一矿,山西 阳泉 045000)
0 引言
煤矿开采过程中,胶带输送机是其中非常重要的运输设备,采取有效措施对其进行自动化控制是提升运煤效率并降低能源消耗的重要措施和手段[1]。目前,我国很多煤矿中使用的胶带输送机都是以恒定的速度运行,即在整个运行过程中设备保持匀速运动,并没有考虑到输送物料的多少[2,3],导致的结果是胶带输送机经常出现抖动和不稳定的现象,在一定程度上限制了运输效率的稳定,同时还会造成能源浪费[4]。通过自动控制手段,确保胶带输送机安全、可靠、稳定运行对于整个采煤过程具有重要的实践意义[5,6],不仅能够确保采煤过程的安全,还能够显著降低能源消耗。为此,本文设计了胶带输送机的自动控制系统,并将其应用到胶带输送机工程实践中。
1 胶带输送机及自动控制系统总体结构
1.1 胶带输送机概况
煤矿井下工作环境复杂,通常都会通过多组胶带输送机完成整个煤矿物料的运输。本文研究的胶带输送机型号为DTL140,皮带宽度为1.4 m,整体长度达到了950 m,以19°倾角向上运输煤矿物料。正常运行时皮带的运行速度为4 m/s,每小时能够运输的煤矿物料达到1 800 t。共有3台驱动电机,每台电机的功率为900 kW,通过10 kV电压供电,电机输出的动力通过减速器后传输至胶带输送机的滚筒。驱动装置通过变频器实现电机电压的调节,进而实现运行速度的调整。通过盘式制动器进行制动,可以确保制动过程的稳定。
1.2 自动控制系统总体结构
以胶带输送机为控制对象,通过设计的自动控制系统可以实现煤炭物料运输过程的自动控制、监控以及保护。对胶带输送机运行状态进行实时监测是进行自动控制的基础。设计的胶带输送机自动控制系统主要由控制主站、控制冗余站、交换机、工业以太网等组成,所有通信业务全部基于光纤完成,其总体结构框图如图1所示。
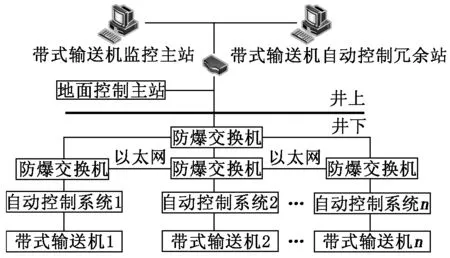
图1 胶带输送机自动控制系统总体结构框图
1.3 自动控制系统主要功能
胶带输送机自动控制系统的主要功能如下:
(1) 多种控制方式。为了满足不同工况条件,设计的自动控制系统总共有三种控制方式:远程自动控制、远程手动控制、就地控制。远程自动控制是按照系统设计的程序进行控制,远程手动控制是操作人员在终端实现控制,就地控制是在现场对输送机进行控制。自动控制方式下系统能够根据胶带输送机的运输量对运输速度进行调整。
(2) 故障自动诊断。自动控制系统自身的稳定运行是确保胶带输送机稳定运行的基础,因此系统设计了故障自动诊断功能,能对控制系统在运行过程中的网络故障、控制器故障、传感器故障、信号传输故障等进行自动诊断。如果发现存在问题,立即发出警报提示工作人员进行处理。
(3) 胶带输送机保护。通过设置传感器对胶带输送机的运行状态进行监控,能够在第一时间发现输送机的启动和停止状态,皮带跑偏、打滑、断裂等故障,电机温度状态等。如果发现胶带输送机存在故障,视具体情况进行停机处理,从而对设备进行保护。
(4) 数据采集与显示。通过传感器可以采集胶带输送机的运行状态数据,并通过光纤网络传输至上位机显示屏中进行展示,操作人员能非常直观地看到输送机的运行状态。如果胶带输送机和控制系统出现故障,也会在显示器中展示相关故障信息,操作人员根据提示能快速排除故障,尽可能降低故障造成的不良影响。
2 胶带输送机自动控制系统硬件选型与设计
2.1 胶带输送机自动控制系统硬件部分总体结构
胶带输送机自动控制系统硬件部分结构框图如图2所示。传感器是实现自动控制的基础,只有对胶带输送机运行状态进行准确掌控,才能更好地完成自动控制工作。控制系统中涉及到的传感器包括多种类型,如皮带打滑、跑偏、撕裂、堆煤传感器,速度传感器,温度传感器,电流和电压传感器等。

图2 胶带输送机自动控制系统硬件部分结构框图
2.2 PLC控制器选型与设计
PLC控制器是整个自动控制系统的核心,其性能的好坏对控制系统的可靠稳定运行具有决定性影响,本控制系统选用的是S7-300型PLC。S7-300 PLC能适应煤矿井下复杂的工作环境,控制过程稳定,具有良好的扩展性,能为后续控制系统的拓展奠定基础。PLC采用模块化化设计,由不同模块构成。其中最为重要的三个模块分别为CPU模块、电源模块和I/O接口模块,CPU模块型号为CPU 315-2DP,I/O接口模块型号为SM321。由于CPU模块和I/O接口模块的供电电流不同,分别为5A和10A,因此电源模块需要准备两部分,分别为上述两个模块提供稳定的电源,具体型号为PS307-5A和PS307-10A。
3 自动控制系统软件程序设计
3.1 自动控制系统主程序设计
本自动控制系统采用模块化设计,整个软件程序由多个子程序构成,子程序之间通过主程序进行串接,从而实现胶带输送机自动控制系统的功能。通过STEP7编程软件完成所有的程序设计工作,自动控制系统主程序流程如图3所示。
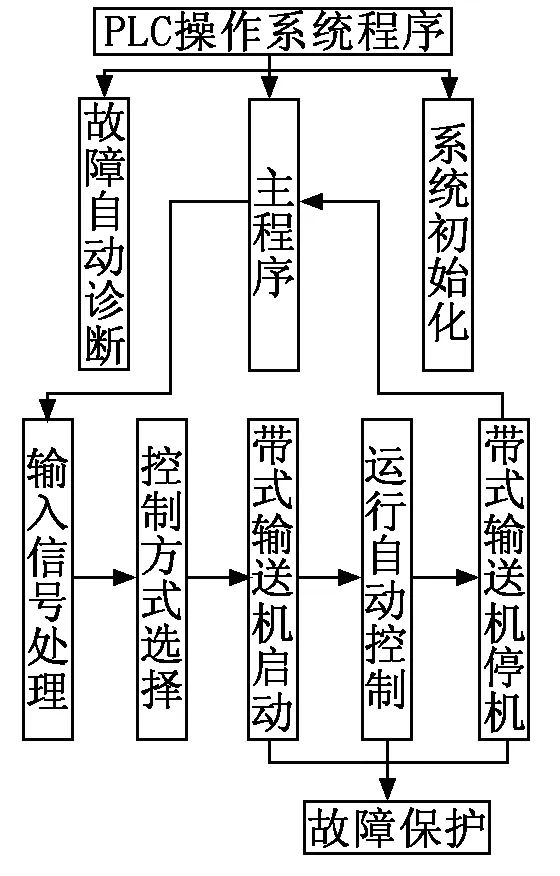
图3 自动控制系统主程序流程
3.2 自动控制系统子程序设计
3.2.1 控制方式选择子程序
系统启动后需要进行初始化,对自动控制系统进行自动诊断。如果系统一切正常,则启用远程自动控制方式;如果发现控制系统存在问题,则需要启动远程手动控制方式。当系统需要检修时,则需要切换到就地控制方式,对胶带输送机进行全面系统的检测。
3.2.2 启动过程控制子程序
如果胶带输送机采用硬启动方式,由于皮带速度突然增大,会严重冲击皮带和设备。因此系统采用“S”型软启动方式,通过变频启动能够实现胶带输送机的平稳启动,降低启动过程对皮带以及设备造成的冲击。
3.2.3 自动控制子程序
利用设计的监控系统可以对胶带输送机的运行状态进行实时监测,基于监测结果结合设定的自动控制策略可以对胶带输送机的工作参数进行实时调节,确保设备始终处于最佳的工作状态。通过传感器可以对胶带输送机的煤矿物料流量以及皮带运行速度进行检测,如果发现两者之间不匹配,则系统可以下达控制指令对胶带输送机的运行速度进行调节。另外,还会对胶带输送机电机工作电流和电压进行监测,确保电流和电压始终保持在额定范围内,防止胶带输送机过载导致电机烧毁,以达到保护胶带输送机的目的。胶带输送机自动控制子程序流程如图4所示。其中,v0为煤流量为Q时对应的输送机理想运行速度,v为输送机的实际运行速度,E为系统允许的误差。
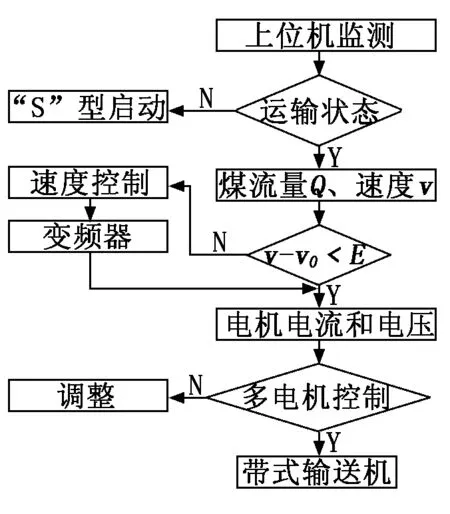
图4 胶带输送机自动控制子程序流程
4 自动控制系统的应用实践
将设计的自动控制系统应用于煤矿工程实践中,有效提升了胶带输送机运行的可靠性和稳定性。
(1) 每台设备原来需要配备1名司机和1名维护工,通过自动化系统的实施,只需要安排1名巡检工即可,使得井下工作人员数量减少了一半。
(2) 自动控制系统能够对胶带输送机的运行状态进行实时监控,因此能够及时发现问题并解决问题,有效地降低了胶带输送机的故障率。统计数据表明,自动化系统的应用能够使胶带输送机的故障率降低45%以上。
(3) 传统的胶带输送机都是以恒定速度为目标进行控制,设计的自动控制系统能够根据胶带输送机的运载重量对输送速度进行有效调节,通过这样的方式能够降低胶带输送机的能源消耗。未使用自动控制系统前,1台胶带输送机每天需要消耗的电能为13 000度左右,通过自动化系统的实施,能够降低电量消耗2 500度左右,电能节约幅度达到19.23%。
通过应用自动控制系统减少了井下工作人员数量、提升了设备运行的可靠性、降低了能源消耗,在确保胶带输送机运行安全的基础上,可为企业创造较大的经济效益。
5 结语
本文在分析煤矿井下胶带输送机实际情况的基础上,设计研究了自动化控制系统,对系统的硬件结构和软件程序进行了介绍。将自动控制系统应用到工程实践中,能够显著提升胶带输送机运行的可靠性和输送效率,为煤矿企业创造较大的经济效益。
