带式输送机跑偏原因分析及纠偏措施
2021-03-13申建伟
申建伟
(山西煤炭运销集团四明山煤业有限公司,山西 晋城 048400)
1 概述
山西煤炭运销集团四明山煤业有限公司9103综采工作面采用SGZ764/500 型刮板输送机、DSJ100/100/2×200 带式输送机联合运煤,带式输送机安装长度为970 m,具体技术参数见表1。
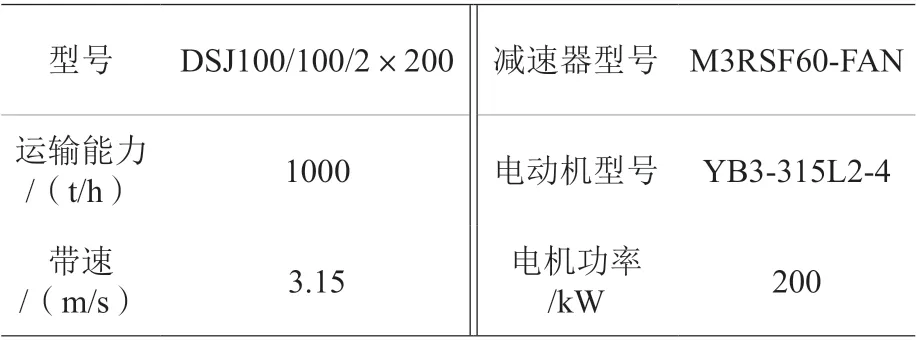
表1 DSJ100/100/2×200 型带式输送机技术参数表
受带式输送机安装工艺、管理维护水平以及输送机自动化水平限制,9103 综采工作面在前400 m回采过程中共计发生8 起输送机跑偏事故,主要包括断带事故3 起、电机烧毁事故1 起、撕带事故4起(撕带总长度为312 m),导致工作面停产6.5 d,经济损失达124.6 万元,严重制约着工作面安全高效回采。
2 带式输送机跑偏机理分析
通过对9103 工作面带式输送机跑偏位置、跑偏量、跑偏长度等参数统计记录,并进行分析,确定带式输送机发生跑偏原因主要有以下几方面。
(1)输送带受力不均跑偏。由于9103 工作面输送机运输距离长、输送机在安装过程中安装质量差以及部分托辊长期受力变形等,导致输送带在横向、径向产生作用力Fx和Fy。当Fx>Fx'(摩擦力)时,输送带向受力大的一侧跑偏;而输送带在径向方向产生的拉应力Fy成不均匀分布趋势时,输送带向拉应力大的一侧跑偏,如图1。
(2)输送带接头不合格。DSJ 型带式输送机内部为钢芯结构,外部为阻燃橡胶材质,9103 工作面带式输送机输送带主要采用机械对接方式,对接后在接头处进行冷补,由于在对接过程中很难保证接头处平直性,使得接头前后0.5 m 范围内输送带边缘轴向长度存在偏差,在运输物料过程中受驱动滚筒摩擦作用力下接头处皮带两侧受力不均匀,从而导致跑偏现象。
(3)输送带张紧不合理。9103 工作面带式输送机主要采用游动车自动张紧装置进行输送带张紧力调整,但是受输送带运输物料的重量以及输送带黏弹性特性影响,输送带张紧力调整后存在一定偏差。当输送带松弛时,输送带与滚筒摩擦力降低,在横向产生横向震动从而出现跑偏现象。
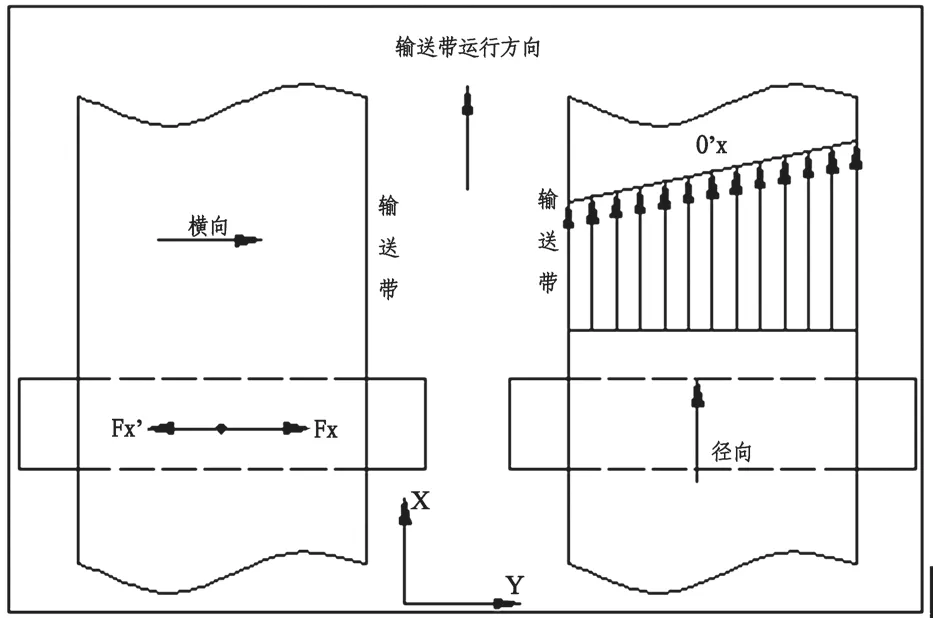
图1 带式输送机受力不均跑偏示意图
3 红外线智能自动调偏系统应用分析
为了解决9103 工作面带式输送机跑偏现象,通过技术研究决定对带式输送机安装一套红外线智能自动调偏系统。
3.1 调偏系统结构组成
红外线智能自动调偏系统主要由红外线监测系统和纠偏系统等部分组成。
(1)红外线监测系统主要由红外线发射器、控制器两部分组成。红外线发射器主要分为发射端子和接收端子,该装置安装在H 架上且两个端子距上皮带间距为5 mm。红外线发射器能够发出连续稳定的红外线光带,光带宽度为0.3 m。
(2)纠偏系统主要由蜗杆传动机构、调偏托辊、位置检测元件、PLC 控制器等组成,如图2。蜗杆传动机构安装在调偏托辊下部,通过功率为5.5 kW电机驱动实现调偏托辊左右旋转。
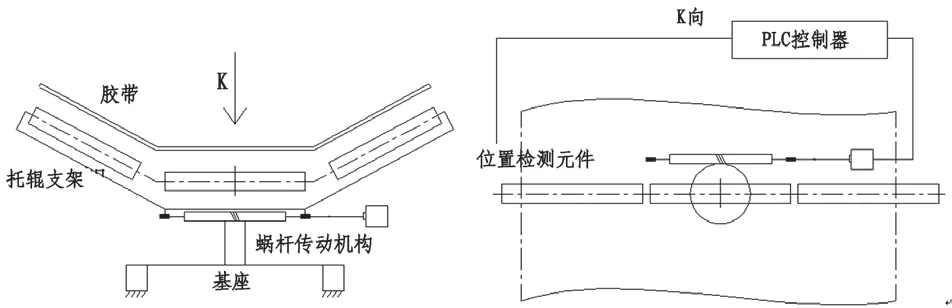
图2 纠偏系统结构示意图
(3)9103 工作面带式输送机共计安装4 套红外线智能自动调偏系统,安装间距为300 m,每一套调偏系统中红外线监测系统安装在纠偏系统后1~2.0 m 范围内。
3.2 工作原理
当带式输送机正常运行时,红外线监测系统中红外线发射器发出均匀连续的红外线,且被接收端子完全接收,此时纠偏系统不会进行纠偏保护动作;当带式输送机发生跑偏时,跑偏输送带会挡住部分红外光束,此时接收端子根据接收光束的宽度判断出输送带跑偏位移量,并将接收的数据信号传送至PLC 控制器,控制器接收信号后对蜗杆传动系统发出调整信号,纠偏系统作出防跑偏保护动作,同时发出警报。在调整过程中系统实时对输送带跑偏量进行监控,直至输送带稳定运行。
3.3 系统优缺点
(1)结构简单。该装置结构相对简单,在实际应用中便于操作维护,而且该系统成本费用低,可适用于采掘工作面不同型号的带式输送机上。
(2)自动化水平高。该系统主要利用红外线监测输送带跑偏量,利用PLC 控制器进行数据传输、指令发送等,与传统纠偏托辊相比自动化水平高,降低了输送带纠偏劳动作业强度。
(3)应用效果好。当输送带跑偏量达5 mm 时该系统立即进行保护动作,动作执行时间为1~3 s范围内,可有效阻止输送带跑偏现象,起到很好的防跑偏效果。
(4)该系统在实际应用中还存在一些不足,主要表现在以下几方面:① 该系统中PLC 为电控元件,运输巷道内设备高次谐波、噪音以及设备震动对PLC 控制器干扰大,出现保护动作误执行现象;② 通过实践应用观察发现,该系统对跑偏量在0.3~0.5 m 的带式输送机应用效果好,当输送带出现窜跳或跑偏量大于0.5 m 时纠偏效果较差。
4 结语
2019 年4 月21 日对9103 工作面带式输送机安装4 套红外线智能自动调偏系统,截至2019 年10月通过6 个月实际应用效果观察发现,该系统在应用过程中故障率低,纠偏效果好,共计拦截34 次输送机跑偏现象,跑偏控制时间在5~10 min,在此期间未发生一起因输送机跑偏导致撕带、断带等事故,可降低输送机维修费用达60 余万元,保证了带式输送机安全高效运行,取得了显著应用成效。
