管线焊接工艺技术分析
2021-03-12
大港油田公司基建工程部工程质量监督站,天津 300280
管线焊接工艺技术的应用空间和范围十分广阔,关系到火电、石油等建筑工程的方方面面,需要严格遵守施工规范和标准,切实保证施工过程的安全性,才能获得持续发展和长效进步,契合新时期的现实情况。
1 管线焊接工艺技术施工要求
(1)从管线类型的角度出发。当前,管线类型不尽相同,彼此之间存在差异。因此,焊接施工过程中,应该坚持具体问题具体分析的原则,选择不同的工艺技术,保证管线类型和工艺技术的一一对应,保证建筑工程的质量和成效。管线的作业点不固定,这给焊接施工提出了更高的要求,单兵和流水作业已经无法满足客观需要。在此情况下,管线焊接工艺技术要以设备的灵活应用为基础,保证设备的基本性能,随着管线作业点的变化而变化,才能达到预期的效果。实际上,焊接施工需要全面覆盖,对人员、材料、技术等都有较高要求,必须保持各个方面的高水准。在此过程中,施工人员作为主要参与者,应该不断提高专业水平和操作技巧,全神贯注地进行管线焊接,粗心、不认真则很容易造成不可挽回的施工事故。并且,很多管线焊接施工会有目的地减少时间,提高工艺技术的建设效率,如在进行根部焊接时,可以对另一个管线口同时施工。另外,管线焊接工艺技术施工还需要考虑外界因素,包括天气、地形等。
(2)从施工特点的角度出发。管线焊接工艺技术的选择应该参考施工特征有针对性地进行。管线焊接工艺技术必须保证打底、填充、盖面,才能保障焊接的高效率和高质量。打底是焊接最下面一层焊缝,填充是在打底基础上再焊接成型,盖面是最上面一层的焊缝。在此情况下,管线焊接工艺技术可以使用两种方式,一种是打底焊,另一种是低氢焊。①打底焊接的适用性强,可以契合多种施工特征,主要通过有机物质和纤维素提高造气能力。打底焊在多层焊接时非常关键,最常见的是手工电弧焊,其次是手工钨极氩弧焊,在打直径管道焊接时还有混合气体(氩气+二氧化碳)的焊接。在此情况下,打底焊的优势显著,不仅可以防止角变形,还可以防止烧穿现象。因此,管线焊接工艺技术和打底焊的匹配度高,具有很高的可行性。②低氢焊主要适用于填充和盖面,更加简单、易操作,能够满足自动化程度不高的施工需要。并且,低氢焊通过铁粉可以发挥更强的作用和更大的价值,在建筑工程中有大量的应用,取得了良好的效果和成果。
2 管线焊接工艺技术施工流程
管线焊接工艺技术的施工必须遵循一定的流程,否则很难保证工程质量,会产生安全隐患,对施工人员的生命安全和身体健康造成影响。一方面,在焊接施工的前期,需要做好焊条烘烤、管道组成件和焊接材料验收检验、管端加工、焊接工艺评定、焊工资格和施焊环境确定、坡口无损检测、接头组对、焊接设备准备、点焊等工作,并确保这些步骤环环相扣。另一方面,在焊接施工的过程中,需要做好预热、外观检查、无损检测、热处理、硬度试验、返修处理、焊接记录等工作,保证各个环节的规范和标准。如此,管线焊接工艺技术才能发挥应有的作用,提高施工效率,保证施工效果。
3 管线焊接工艺技术施工材料
作为管线焊接工艺技术的重要一环,施工材料的质量优劣直接影响施工的成效。因此,管线焊接的施工材料必须符合标准。焊材选择见表1。
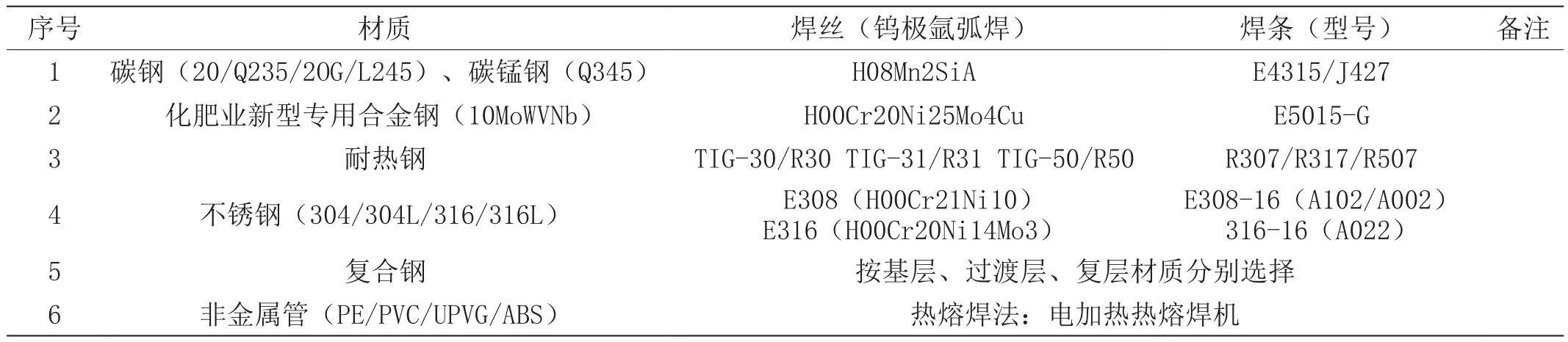
表1 焊材选择表
4 管线焊接工艺技术施工标准
管线焊接工艺技术的施工标准更加地规范化和现代化,需要严格遵照,否则可能出现法律纠纷和工程问题。常用焊接标准见表2。
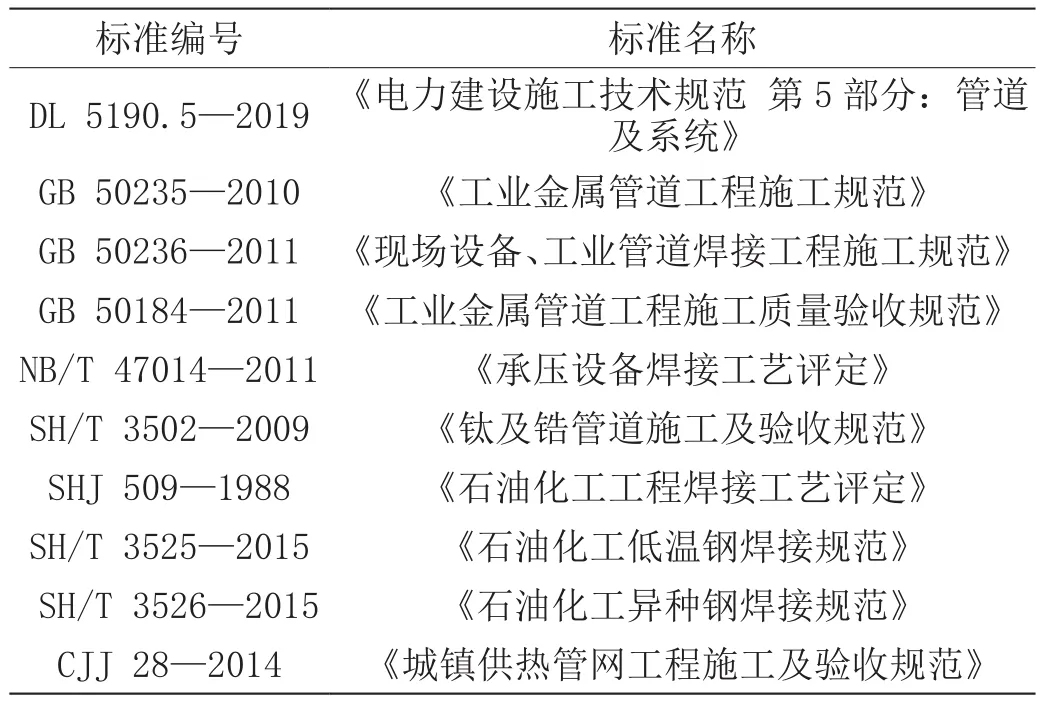
表2 常用焊接标准
在管线焊接的过程中,需要根据工程的不同提前考虑焊接的标准,更加合理地设计施工方案,保持施工的严谨性,防止各种不标准的现象出现,切实提高施工安全性和流程稳定性。
5 管线焊接工艺技术控制要点
5.1 提高安全性
管线焊接工艺技术施工需要保证安全性,才能发挥应有的作用。因此,在管线焊接的过程中,切忌盲目和随意,必须严格按照施工准则,提高施工的安全系数。首先,施工人员应更新安全观念,熟悉管线焊接施工的各个环节和步骤,从而有预见性地避免安全风险。其次,施工人员应该顺应时代的潮流,不断进行充电和学习,及时了解最新的管线焊接工艺技术,提高施工的高效性和安全性。再次,施工人员应该积极参与培训和考核,提高自我认知、自我调整的能力,并自我提升,做到取长补短、查漏补缺,达到安全施工的目标。最后,施工人员应该践行监督和反馈,通过施工的具体情况,进行深入思考和广泛分析,及时上报发现的问题和漏洞,提前填补安全漏洞和隐患。并且,建筑企业应该给予施工人员更多的信任和信心,为其提供更加广阔的学习平台和提升空间,鼓励和支持施工人员的安全施工行为,营造一个和谐、稳定、安全、高效的施工氛围,在满足经济效益的同时,也提高施工的安全意识。
5.2 做好热处理
管线焊接工艺技术要保证安全施工,就必须深入各项环节,做好热处理,否则会有火灾、爆炸的风险和问题。因此,施工人员必须保持高度的精神集中,不能松懈和怠慢,严格按照焊接热处理的流程工作。
管线焊接工艺技术的热处理流程需要保障焊前和焊后两个方面。焊前方面,施工人员需要保证预热处理的温度,在规定的下限温度再降50℃。并且,施工人员可以利用电气或氧乙炔焰,使坡口两侧均匀受热,保持预热区域对外辐射100mm的保温效果。在此过程中,必须使用红外探测仪,确定测量温度的中心,以此为圆心进行测量。焊后方面,施工人员需保障焊缝的完整性,使热处理范围内的受热均匀,温度差不超过10℃。并且,在温度测量的过程中,可以采用热电偶的方式,根据自动记录仪的数据绘制曲线图表,进行综合分析和调整。
6 结束语
综上所述,管线焊接工艺技术对建筑工程的意义重大。因此,施工人员要熟知管线焊接施工的要求、流程、材料和标准,做到高效率和高质量地施工。并且,安全问题不容忽视,施工人员必须采取相应的对策,提高安全性、做好热处理、增强防护意识,促进管线焊接工艺技术的持续发展和长足进步。
