LED 成品灯具中铝基板通用不同品牌3030-LED灯珠焊盘的设计
2021-03-12傅海勇李顺康
傅海勇,李顺康
(广东穗名光电有限公司,广东 佛山528329)
随着我国经济改革开放的深入,人们的经济和生活水平逐步提升,对各种用品的要求也随着提高。由于科技的快速发展,近年来在灯具行业中出现了一款新型LED 灯具。
LED 灯具具有发光效率高、节能效果好、无污染、寿命长等特点,逐渐受到人们的喜爱,出现了各种各样的LED 灯具。LED 灯具作为一款灯具,它的主要功能就是照明,其照明的源头称为光源[1],LED 灯具的光源是由铝基板和LED 灯珠两部分组成。现在市面上的灯珠五花八门,每一个品牌的灯珠都有着自己不同的亮度、色区、电压、显指、电流和焊盘结构等。为了生产便利,本研究在设计铝基板的时候通常会按灯珠的焊盘来进行设计,这样做会大大减低铝基板的通用性。随着不同的生产需求,每一款灯都会出现更换不同光源的情况,而铝基板和LED 灯珠焊盘匹配的原因导致每更换一次光源就需要重新开发一款新的铝基板,无形中增加了产品的生产周期和研发成本。因此,本文以不同品牌3030LED 灯珠作基础,设计一款可以通用不同品牌3030 灯珠的铝基板。
1 灯珠选型和焊盘设计
1.1 灯珠选型
选择4 款3030LED 灯珠,分别为天电3030LED 灯珠、德润达3030LED 灯珠、同一方3030LED 灯珠和CREE 3030LED 灯珠。利用AutoCAD 将这4 款灯珠焊盘结构绘制出来,分别如图1 所示。
1.2 通用焊盘设计
根据图1 分析出这4 款3030LED 灯珠焊盘的通用部分,设计出通用焊盘,如图2 所示。
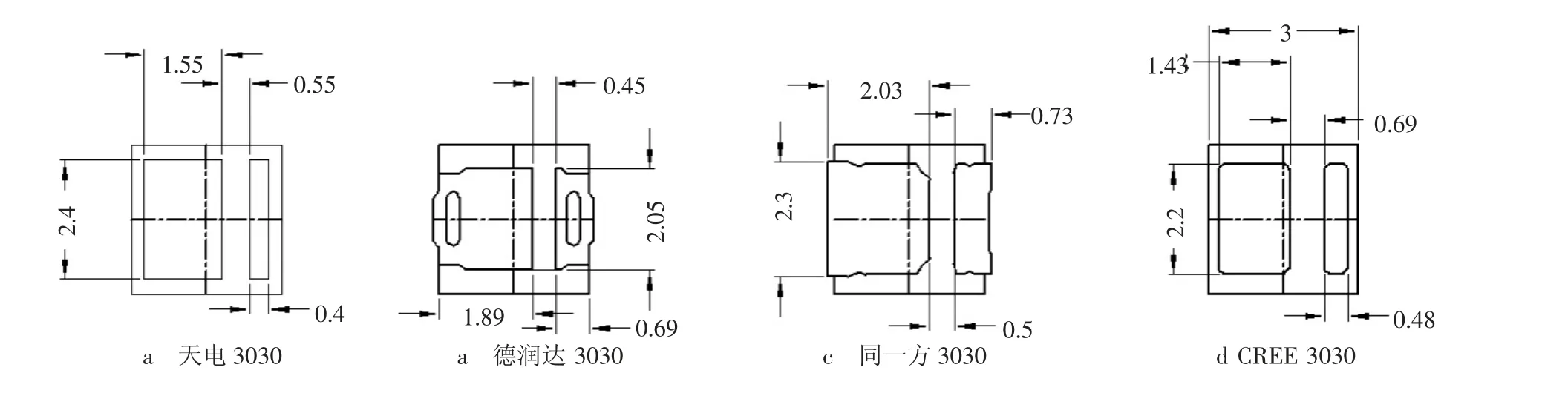
图1 各3030LED 灯珠焊盘
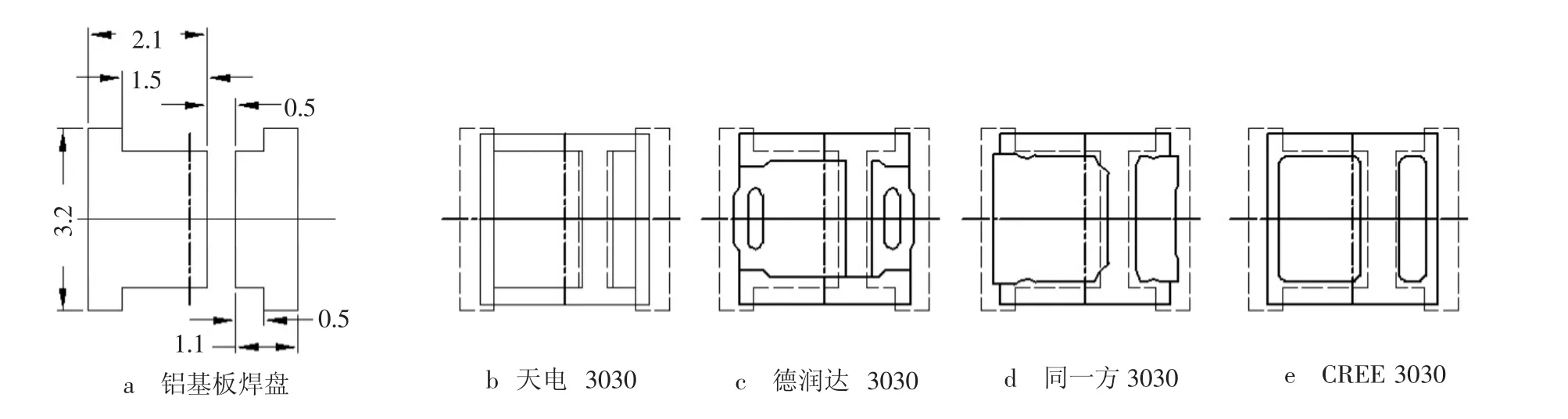
图2 铝基板通用焊盘与LED 灯珠焊盘组装
2 灯珠贴片验证
下面来验证这个方案的可行性,其步骤如下所述。
(1)设计刷锡膏用的钢网,钢网尺寸如图3 所示。
(2)将钢网和铝基板放到设备Mirai A3 中,将锡膏透过钢网刷到铝基板中。本设计采用中温锡膏,含有铅、Sn64.7/Bi35/Ag0.3,其熔点为178~180 ℃,回流焊接温度为210~220 ℃.
(3)将涂好锡膏的铝基板放到设备Mirae Mx200L 中进行灯珠贴片,并将贴好灯珠的铝基板放到设备Mirai K8 中进行回流焊接。回流焊接的速度为1.5 m/min,温区参数分别为:第1 温区上、下温区均为120 ℃,第2 温区上、下温区均为145 ℃,第3 温区上、下温区均为170℃,第4 温区上、下温区均为190 ℃,第5 温区上、下温区均为220 ℃,第6 温区上、下温区均为240 ℃,第7 温区上、下温区均为215 ℃,第8温区上、下温区均为175 ℃。
(4) 将焊接好的铝基板利用设备ZHUNCEZC6005QE 进行点亮测试,如图4 所示。
由图4 可以看出,本文设计的通用焊盘可以进行点亮[2],表明验证成功。
值得注意的是,LED 灯珠贴片会出现以下几种原因从而导致贴片失效:1)LED 灯珠贴片前没有进行预热、烘烤去除湿度;2)贴片生产时,灯珠表面受到外界压力;3)灯珠防静电、贴片机接地;4)铝基板喷锡层不好上锡,不合理;5)铝基板平整度、灯珠间的相距尺寸误差;6)SMT 温度和时间不合理;7)锡膏使用不当。
贴片前需做好除湿、防静电、SMT 温度及锡膏使用等问题的处理。
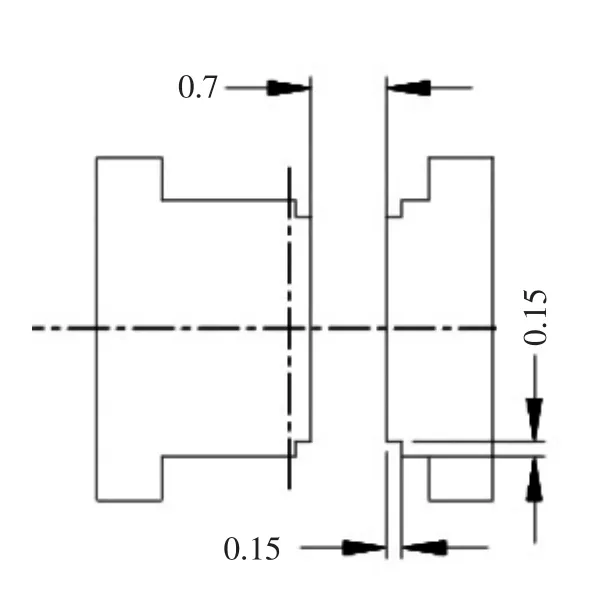
图3 钢网尺寸

图4 点亮测试
3 空洞率测试
在回流焊接的过程中,焊锡会因为空气或助焊剂等化学物质的膨胀而出现空洞,空洞率过高时,在冷热冲击的环境下,会引起气泡的热胀冷缩,从而导致焊锡开裂,使灯珠的稳固性降低。此外,空洞率过高会导致焊锡的热阻增高、导热系数下降。一般业内认为空洞率10%以下不会影响散热[3]。其空洞率计算公式为

利用X 射线透视机可以直观观察灯珠和铝基板的焊接情况,从而计算出焊盘的空洞率。4 款灯珠的测试结果分别为:D1 区域1 空洞率为2.7%,区域2 空洞率为6.3%,总空洞率为4.5%;D2 区域1 空洞率为0.9%,区域2 空洞率为2.9%,总空洞率为1.9%;D3 区域1 空洞率为2.1%,区域2 空洞率为2.6%,总空洞率为2.4%;D4 区域1 空洞率为3.7%,区域2 空洞率为9%,总空洞率为6.3%。
由此可知,本设计的通用焊盘空洞率均在10%以内,表明其散热结果合格[4]。
4 小结
该通用焊盘的设计可以大大提升铝基板对应不同LED 灯珠的通用性,在生产过程中能够根据订单中的亮度、色区以及显指等要求随意更换不同规格的3030LED 灯珠,从而大大缩短了LED 灯具的生产周期,节省了研发成本。