末煤干选工艺在阳煤五矿的工业化应用
2021-03-12夏云凯翟继鹏
夏云凯,李 磊,翟继鹏
(1.唐山市神州机械有限公司;2.河北省煤炭干法加工装备工程技术研究中心,河北 唐山 063001;3.阳泉煤业集团股份有限公司 五矿选煤厂,山西 阳泉 045000)
1 煤源介绍
阳泉煤业(集团)有限责任公司是中国最大的无烟煤生产基地,五矿是其主要生产矿井之一。 五矿选煤厂实际入选能力6.80 Mt/a,选煤工艺采用大于13 mm块煤跳汰水洗,小于13 mmm末煤不分选。主要产品包括13 mm以上块精煤、末精煤,末煤(末原煤)、中煤和煤泥。精煤产品由优质末原煤与水洗块精煤掺配而成,发热量要求大于21.34 MJ/kg,供市场销售;配电煤由一部分劣质末原煤与跳汰机中煤掺配而成,发热量要求大于15.48 MJ/kg,供煤矸石电厂。受退出保护区等因素制约,根据五矿采煤规划,采区将集中在南翼和中央区,南翼采区采量大幅增加后整体煤质进一步恶化。2018年以来末煤(小于13 mm)平均灰分基本维持在35%左右,对应低位发热量在19.25 MJ/kg左右。末煤煤质恶化带来的后果包括:
(1)影响原煤分级效果。受原煤水分影响,13 mm分级筛筛分效率不稳定,稍有波动,就会有大量煤泥进入水洗系统造成煤泥水恶化,循环水浓度升高。
(2)煤泥水系统已经超负荷运行,利用现有水洗系统挖潜改造不能满足末煤分选需要。
(3)末精煤质量不达标。实际销售时为保证末煤发热量,掺入了大量的水洗块精煤。如不能找到适合末原煤分选的工艺,则需要将全部水洗块精煤掺入到末原煤中,才能满足末煤发热量大于21.34 MJ/kg的质量要求,降低了选煤厂的洗选效益。
由于原煤中泥岩的存在,末原煤入水泥化严重,末煤水洗会造成精煤水分高和煤泥脱水困难等难题[1-3]。煤炭产品的水分是一个重要指标[4-7],水洗容易增加精煤水分,降低发热量,部分抵消了降灰提质效果。动力煤洗选发展的一个主要方向是通过末煤预脱粉实现水洗煤泥减量化[8,9]或末煤干选无水洗煤泥产生[10]。目前干选技术已经广泛应用于动力煤高密度排矸[11]、炼焦煤水洗前预排矸、脏杂煤和工程煤等高灰原料煤分选。选择适合五矿末原煤煤质特征的干选设备和工艺具有重要的现实意义。
2 原煤煤质分析
以矿方提供的南翼采区末原煤煤质数据为例(表1和表2),原煤属于低水、高灰、中高硫煤,随着粒度减小灰分降低,说明煤质较软,原生煤泥含量6.67%,小于1 mm煤粉质量较好。原煤低位发热量与水分和灰分之间回归分析如下:
Qnet,ar=34.936-0.385Ad-0.3035Mt
式中,Qnet,ar——低位发热量,MJ/kg;
Ad——干基灰分,%;
Mt——全水分,%。
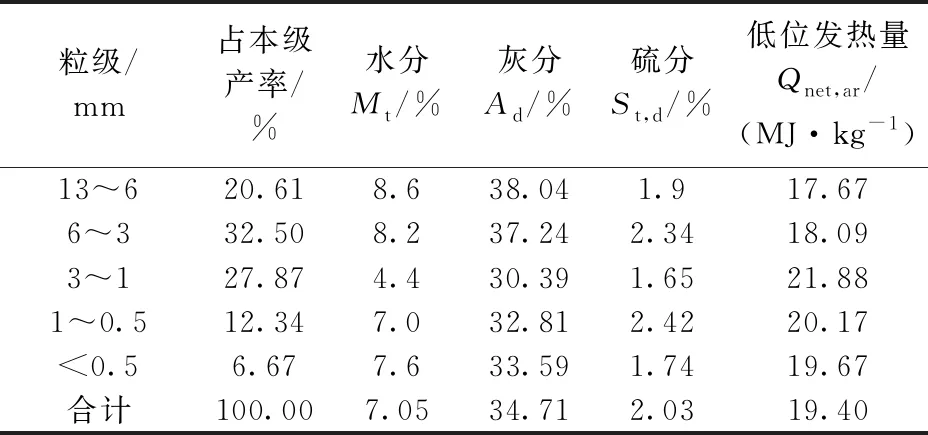
表1 南翼采区小于13 mm末原煤筛分分析
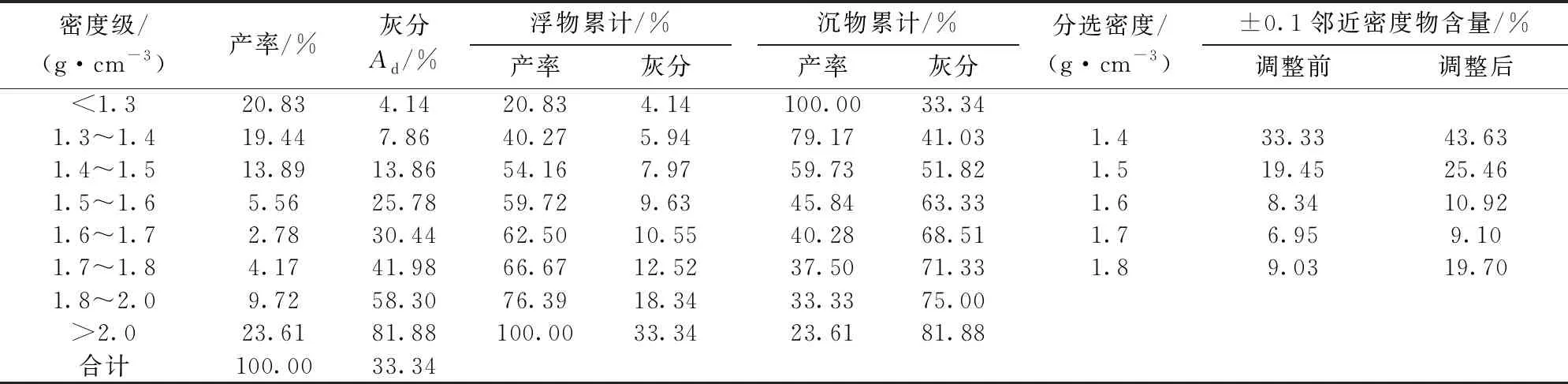
表2 13~0.5 mm级浮沉试验综合结果
分析表2可知,大于0.5 mm粒级的浮沉组成中,小于1.3 g/cm3密度级为主导粒级,1.5~1.8 g/cm3中间密度级含量较少。当低密度分选(小于1.4 g/cm3)生产精煤灰分小于8.0%时,原煤可选性为难选。但在分选密度为1.7 g/cm3时,分选密度±0.1临近物含量为9.1%,原煤可选性变为易选。因此高密度下分选,小于13 mm原煤可选性为易选和中等可选,适合采用干法分选。
3 ZM末煤干选机的特点
ZM矿物高效分选机为新一代复合式干选机,采用模块化设计,结构简单,技术应用成熟,ZM系列末煤干选机已在沈煤集团碱厂矿和永煤集团高山矿成功应用。用于末煤干选的ZM分选机具有以下特点:① 分选效果好;② 全系统封闭负压运行,多级除尘,环保效果好,粉尘排放浓度低于20 mg/m3;③ 自动化程度高。
4 模拟计算
参考原煤可选性数据,模拟计算了常用末煤干选效果。小于13 mm原煤不脱粉干选,分选粒度下限设定为1 mm。13~1 mm粒级干选,假设精煤和中煤段分选密度为1.75 g/cm3,中煤和矸石段分选密度为1.95 g/cm3,除尘系统煤粉混入末精煤中。干选机生产精煤、中煤、矸石3个产品,产品平衡表见表3。
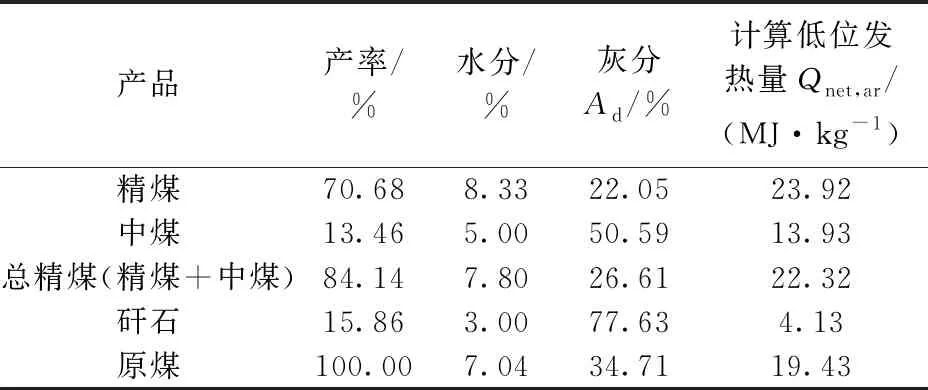
表3 小于13 mm末煤干选产品分析
表3表明,在小于13 mm末原煤灰分为34.71%条件下,干选精煤灰分为26.61%,产率为84.14%,干选精煤发热量达到了大于21.34 MJ/kg的提质目标。因此,考虑到五矿末原煤的可选性特点、投资成本和运营成本问题,建议采用干法分选工艺。
利用表1和表2 中数据,对灰分进行修正,模拟不同原煤灰分下干选结果。原煤灰分分别为35%,40%,45%,50%,55%时的产品平衡表见表4。由表4可知,当小于13 mm末煤不脱粉分选时,只要原煤发热量高于18.42 MJ/kg,干选精煤发热量即可以满足大于21.34 MJ/kg的煤质要求。当煤质较差时,由于大量低发热量的小于1 mm煤粉混入干选精煤,降低了精煤发热量。
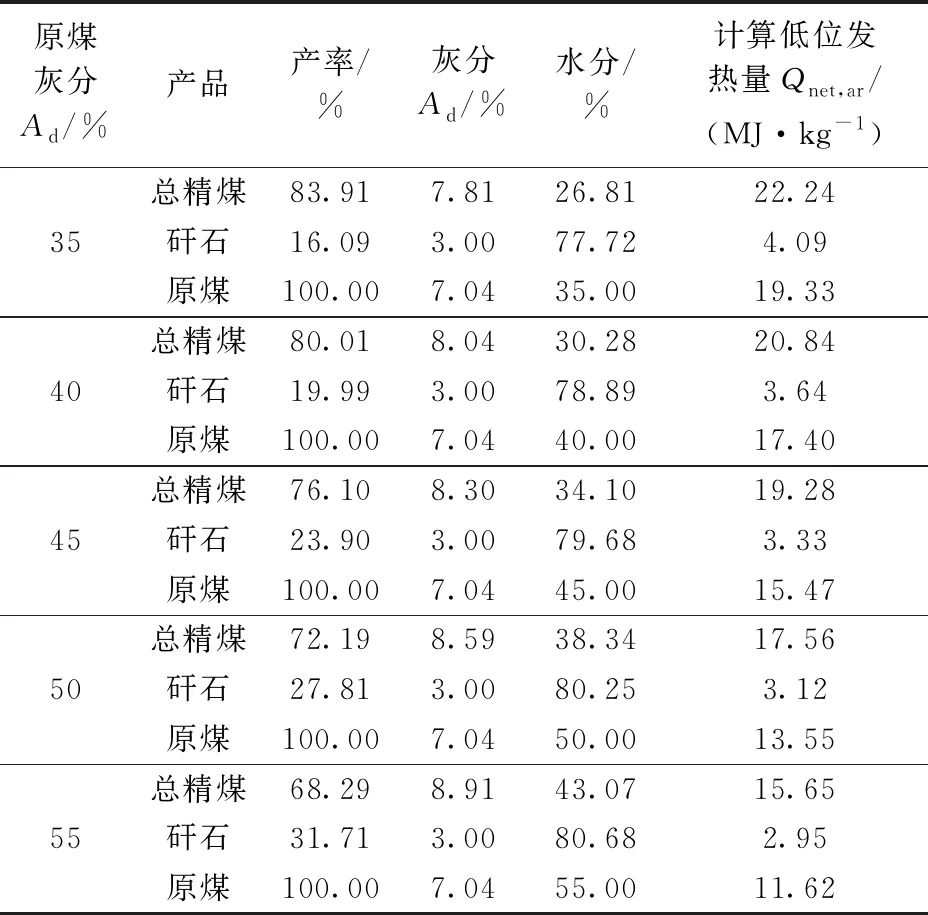
表4 不同原煤灰分下小于13 mm末煤干选产品平衡
5 干选工业性试验结果
使用ZM10型末煤复合式分选机对小于13 mm高灰末煤进行干选半工业性试验,结果见表5。当原煤灰分为38.98%时,精煤产率为62.93%,精煤灰分为30.17%,干选后精煤相对原煤灰分降低8.81个百分点,低位发热量提高了3.28 MJ/kg,精煤低位发热量达到20.56 MJ/kg。当原煤发热量达到17.99 MJ/kg及以上时,精煤发热量可以达到21.34 MJ/kg及以上。
6 改造工程的应用效果
改造前五矿选煤厂生产工艺流程:毛煤经过90 mm分级,筛上大于90 mm块煤手选后破碎,再和小于90 mm筛下物经过13 mm分级,90~13 mm块煤由跳汰机分选,小于13 mm末煤不选。主要分选设备有4台27 m2跳汰机。小于0.5 mm 煤泥水先进入角锥池分级,溢流进入一次浓缩机,浓缩机溢流为循环水,底流经分级旋流器分级,旋流器底流进入高频煤泥筛脱水回收粗煤泥。煤泥筛、高频筛筛下水及分级旋流器溢流进入二次浓缩机,底流压滤回收细煤泥。改造前,为保证末煤和配电煤质量,全部水洗的小于13 mm末精煤、全部优质末原煤以及大部分劣质末原煤混合作为末煤产品;全部水洗中煤以及部分劣质末原煤混合可作为配电煤。

表5 小于13 mm末煤干选半工业性试验结果
干选改造工程不涉及原水洗系统,只增建末煤干选系统处理部分劣质末原煤。末煤干选系统设计能力为2.00 Mt/a,由原煤受煤系统、主机、除尘系统组成。末原煤通过受煤系统进入干选车间,干选系统生产精煤、中煤、矸石3个产品。干选后的精煤、中煤和优质末原煤混合可作为末精煤,通过胶带输送机运输至北煤台,铁路装车外运。改造后,水洗块精煤单独销售,不再掺入末精煤中;水洗中煤、干选矸石以及剩余未选劣质末原煤混合可作为配电煤。同时选煤厂设有矸石单独外排通道,当矸石电厂需求量降低时,可以单独外排矸石。
系统采用落料点密封、喷雾降尘和引风除尘联合降尘除尘工艺,粉尘无外溢。主机除尘系统采用主机负压操作,两级布袋除尘,粉尘排放浓度满足当地环保部门要求(粉尘排放浓度小于20 mg/m3),除尘器回收的煤粉混入干选精煤。
末煤分选系统设计处理能力为2.00 Mt/a,要求小时处理能力378 t,选用1台ZM400型末煤分选机,原煤来自于五矿小于13 mm末原煤。末煤干选系统自2020年9月投入使用后,原煤发热量在11.92~18.83 MJ/kg范围波动,平均发热量提高3.35 MJ/kg以上。
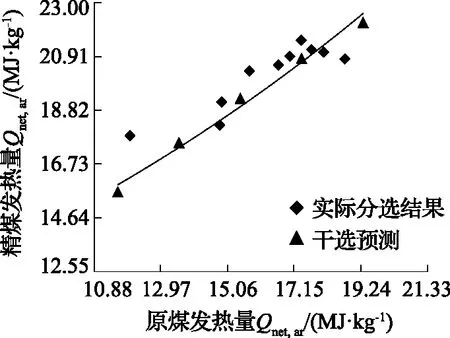
图1原煤发热量和精煤发热量相关关系
7 经济效益分析
技术改造前,为提高末煤发热量,全部水洗块精煤掺入末煤。改造后末精煤可直接销售,水洗块精煤单独销售不再掺配,干选中煤和矸石可作为电煤供应坑口电站。参考近期山西动力煤市场煤价,末原煤发热量分别为21.56 MJ/kg、18.28 MJ/kg、12.70 MJ/kg 时,销售价格分别为342.9元/t、249.6元/t、191.6 元/t。
末煤干选经济效益计算如下:
干选加工费按15 元/t计算,含投资运营方承包运营费用,电费和煤矿管理费等。

表6 小于13 mm末煤干选产品指标分析
吨原煤干选毛利润 =(改造前后产品综合售价差值-分选加工费)= 62.93%×342.6+37.07%×191.6-249.6-15= 22.18 元
吨原煤干选净利润=毛利润-所得税(税率取25%)-增值税(税率取17%)-城市维护建设税
(税率取17%×7%)-教育附加费(税率取17%×3%)=22.18×(1-25%-17%-17%×7%-17%×3%)=12.49 元。
纯收入=净利润×(1-法定盈余公积金(比率取10%))=12.49×(1-10%)=11.24 元/t。
末煤干选厂处理能力为2.00 Mt/a,在目前煤炭价格体系下,年增加纯收入为2 248万元。 末煤干选项目总投资约为4 200万元,投资回收期约1.87 a,干选经济效益显著。
8 结 语
针对阳煤五矿小于13 mm无烟煤高灰、矸石易泥化等特点,采用ZM矿物高效分离机为核心的干选分选技术和工艺。干选模拟计算和工业化生产结果均表明,小于13 mm末原煤采用干法排矸,既大幅提高和稳定了精煤发热量,又避免了水洗产生煤泥的问题。阳煤五矿选煤厂首次采用ZM400矿物高效分离机分选劣质末原煤获得成功,精煤发热量大幅提高后,块精煤单独销售而不再掺配电煤,经济效益显著。同时新增末煤干选系统和原有块煤分选系统相结合,实现了原煤全粒级分选。