乳化炸药生产线安全生产技术研究
2021-03-11刘志强谢圣艳黄吉顺钱俊书刘寅生
刘志强 ,谢圣艳 ,徐 浩 ,黄吉顺 ,钱俊书 ,刘寅生
(1.深圳市金奥博科技股份有限公司,广东 深圳 518057;2.四川凯达化工有限公司,四川 泸州 646000 )
民爆行业高质量发展对乳化炸药生产线的安全技术水平提出了更高的要求,进一步明确了乳化炸药生产线技术研发和技术改造的方向,即推动智能化、少(无)人化生产线建设,提高本质安全水平,在线实时监测设备运行参数、异常报警,自动识别工艺流程作业和安全联锁有效性[1-2]。针对乳化炸药生产各工序,围绕技术、设备和安全情况,以及信息化和生产线规划设计,提出一些见解。
1 水油相制备
随着民爆行业的技术进步,目前水油相原材料主要使用硝酸铵溶液和液体油相。硝酸铵溶液应用过程中影响安全生产的不利因素,主要有pH 值误差、浓度不符合要求、结晶、管道堵塞、浓度不均匀、安全防护条件不足等。液态油相应用过程中影响安全生产的不利因素,主要有温度过低、上下温度不均匀、高温烫伤等。
1.1 硝酸铵溶液的在线检测
在生产安全和质量上,由于pH 值、浓度误差等原因,硝酸铵溶液相对固态硝酸铵较差,因此,其pH 值、浓度及析晶点的检测和控制尤为重要。目前常用的pH 值检测方法,如pH 测试笔、pH 精密试纸等,检测结果准确度较差;浓度检测通常采用烘干法、温度-密度-浓度对比法、析晶点法和电导法等间断的静态检测方法。采用人工检测,受人为因素影响较大,安全和质量不能保证[3]。因此,亟待解决硝酸铵溶液系统动态在线连续检测和自动调节问题,实现在线检测结果与水相配制联动,根据检测结果自动计算需要调节物料(如氨水、柠檬酸等)的重量,并自动进行配制,实现水相溶液pH值、浓度的在线测定与调节。
经试验,利用密度-温度-浓度对比法,采用吹气式密度计可以在线测定硝酸铵溶液浓度。以测量气压代替直接测量液柱压力,配合温度传感器,补偿密度随温度的变化,增加浓度显示仪,通过软件计算并显示出密度值,其检测原理如图1 所示。硝酸铵溶液浓度的调节在其储罐内进行,目的是降低硝酸铵溶液质量分数至90%左右(此值可根据乳化炸药配方进行调整),通过降低溶液浓度、析晶点和结晶温度,以保证储存过程中的安全性[4]。
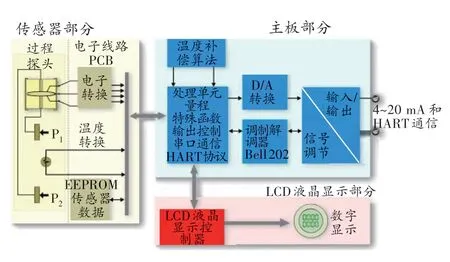
图1 吹气式密度变送器工作原理
硝酸铵溶液pH 值在线测定采用pH 电极。硝酸铵溶液从硝酸铵溶液储罐经冷凝器将取样溶液温度降低到90 ℃后,流至缓冲罐内,pH 电极安装在冷凝器出口管道上进行测定。流入缓冲罐内的硝酸铵溶液经加热后泵送至硝酸铵溶液储罐内。硝酸铵溶液不间断地进行流动实现硝酸铵溶液的在线测定。在线测定安装如图2 所示。
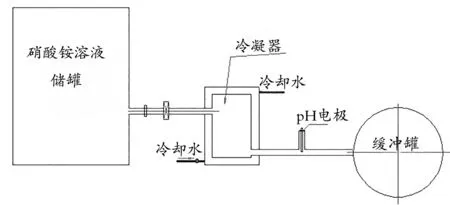
图2 硝酸铵溶液pH 值在线测定安装示意图
1.2 硝酸铵溶液的储存安全
高温、高浓度的硝酸铵溶液是过饱和水溶液,极易产生析晶沉降现象,在运输和储存过程中有一定的安全隐患,也有可能堵塞管道,或造成阀门和计量设备失效。为提升硝酸铵溶液储存安全,应做好以下工作:
1)连续、动态检测和搅拌联动。安全的硝酸铵溶液储存系统,应能连续、动态地监测溶液各点的温度,并使溶液温度场与搅拌装置联动,当某点的温度达到设定温度区域时立即启动搅拌装置,温度场中各点温度下降至安全区域时,搅拌即自动停止。硝酸铵溶液储罐特别是大容量的硝酸铵溶液储罐,机械搅拌效果差,如果在溶液中已经产生结晶的情况下搅拌则有可能造成安全事故,应选择比较先进、安全的溶液搅拌方式,如自动循环急流搅动和射流搅动技术等。
2)液位检测技术。应采用适宜硝酸铵溶液的液位检测技术手段(如磁致伸缩式液位检测仪等),克服因硝酸铵溶液储罐底部结晶、仪表抱死等导致液位控制不准而引起的质量问题和安全隐患。
3)安全防护条件。硝酸铵溶液储罐应做好消防、防雷、温控、杂质过滤和应急排放,及与炸药生产设备可靠隔离等安全措施。
1.3 液态油相应用的安全管理
液态油相储罐主要用于油相的安全储存及保温,通过控制系统对液态油相进行间歇式搅拌及混合,必要时进行自动加热升温,保证液态油相温度控制在其溶解点以上的安全温度范围内。储罐底部宜设为斜底,方便液态油相的安全排出。罐体保温层材料宜采用厚度不小于60 mm 的岩棉填充,以提高保温效果。为检修方便,外部一侧设置爬梯,顶部设置直径不小于600 mm 的人孔,加设防坠落装置,人孔下方内部设置爬梯,顶部设置护栏。
液态油相应用系统的PLC 自动控制包含温度、液位、搅拌等。应在罐体侧方不同位置设置不少于2 个测温口,并配备进料泵送系统及压缩空气管道清扫系统。加热保温蒸汽管路分上、中、下3 层分别控制,加热阀门应能自动分段启停。根据温度、液位测定值和设定的安全范围自动启停加热及搅拌装置并提示报警。设置搅拌系统的自动启停,以保证液态油相温度均匀,如每隔1 h 启动一次,每次搅拌时间约5 min。禁止盘管裸露在液面外时通蒸汽加热,防止加热盘管外表产生高温发生危险。
2 乳化工序
乳化工序是乳化炸药生产过程最危险的工序,影响安全生产的主要因素有乳化器的选型、安全控制措施、乳化工艺和泵送安全性等。
2.1 乳化器和乳化工艺
1) 采用敞开式乳化器和静态乳化器。密闭式转子乳化器存在的主要危险因素有:轴封损坏造成乳化基质泄漏、密封环高速旋转导致摩擦发热及间隙小、转速高、断齿、动平衡差等现象,这些是引起设备内乳化基质温度升高进而引发乳化器爆炸的主要原因。此外,为提高乳化质量,有的乳化器采取了不利于安全的措施,如增加定转子组数,剪切“齿”更多、更密,造成乳化器内部结构复杂,转子轴更长,更不利于安全。个别乳化器还存在铭牌功率、有效容积或参数与实际不符[5]等问题。
敞开式乳化器非常有利于压力和热量的释放,配合结构合理的静态乳化器,在大间隙、低转速、高产能方面优势突出,具有较高的安全性;应进一步完善静态乳化器,优化其结构,并与工艺相结合,提高静态乳化效果。
2) 乳化器的安全控制措施。设置故障自诊断及智能化监控和处置装置,设计单元上包括预存的知识单元、诊断和解释单元及人机界面单元,可以在对主轴转速、转子线速度、径向和轴向间隙、轴向和径向窜动、电机电流突变,及断料、停水、超温进行监控的基础上诊断,并根据人机配合查询给出诊断结果和处理建议、注意事项,同时控制其他设备实行联动。将工艺冷却水与设备冷却水分开设置;在水油相配料至乳化的管道路线中采取多级过滤,严防异物进入乳化器。此外,对乳化器进行振动和噪声的监测并提高监测精度,适时提示零部件工作状态和故障部位,进一步增加安全性[6]。
3) 改进乳化工艺。乳化温度应尽可能低,通过合适的晶形改进剂、复合氧化剂等工艺途径降低水相溶液的析晶点,通过低熔点油相材料的研发,降低油相温度,从而做到低温乳化(适宜的乳化温度应不超过100 ℃),以提高乳化安全,利于产品的贮存稳定性,同时节能降耗。
2.2 泵送安全
泵送过程是连续式乳化炸药生产工艺中不可或缺的重要组成部分,是乳化炸药生产中的又一个危险点,生产中常用螺杆泵泵送。螺杆泵的安全风险主要是断料、超压、超温、异物等。断料空转导致设备干磨致使局部发热达到乳化炸药爆发点,引起断料空转的原因可能有乳化基质黏度过高导致泵送不动、进料不畅或不均匀、泵体漏气、乳化结束后未及时停机等。乳化炸药反复回流,泵送热积累达到乳化炸药爆发点,引起回流可能原因有超压破坏密封结构、密封结构磨损失效等。金属等异物进入螺杆泵,摩擦撞击也会引起乳化炸药爆炸。
螺杆泵输送管路长度应尽量缩短,直径适当地增大,以减小管道压力;确保物料连续输送并防止出现蓬料现象;尽量采用低转速,定子材质选择具有耐高温、耐油性能的软性非金属材料。生产中冷却水不断流并满足散热需求,生产后用热水或压缩空气清洗泵内药体,防止结晶,并在前端水油相工序设置可靠的管路过滤装置。从电机电流、输送压力、基质温度、定子材质、螺杆转速等方面设计安全控制技术措施。设置故障自诊断、智能化监控和处置装置,对超温、超压、超速、断料、电机电流,及螺杆同轴度、衬套等进行智能化监控和处置。定期检查转子和密封情况并及时更换;及时清理残留药物,防止乳化基质硬化或析晶。
电缸活塞式容积泵是国内近年来新研制的用于输送乳化基质和乳化炸药的泵,其输送介质的黏度范围广,输送流量均匀、压力稳定,不影响输送介质的固有结构和特性,且输送流量与负载无关,摩擦小、无温升、本质安全性高,相比螺杆泵安全性更高。其结构如图3 所示。
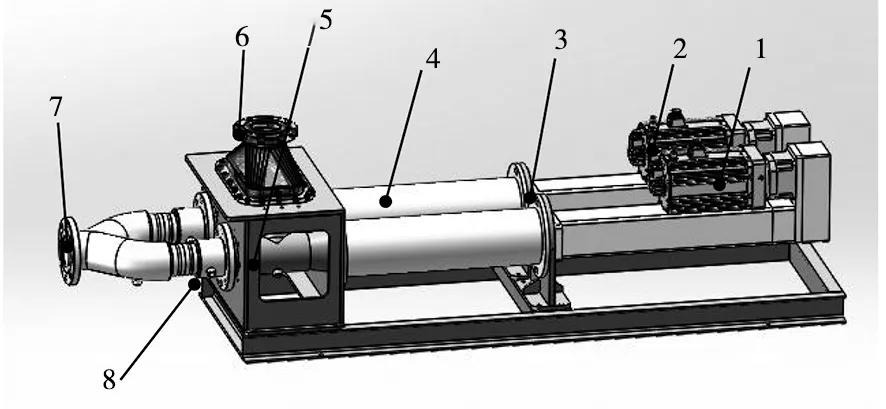
图3 电缸活塞式容积泵结构示意图
电缸活塞式容积泵靠活塞往复运动,使得泵腔工作容积周期变化,实现吸入和排出物料[7]。它模仿人的呼吸运动,通过活塞与活塞缸的伸缩运动,产生对物料的吸力和推力,将作用在活塞缸上的外部机械能转化为腔体内物料输送的动能。整个泵送过程,物料仅与活塞密封圈和活塞缸有接触,基本无摩擦,且运动线速度低,在产能为8 t/h 时,线速度仅为68 mm/s,同等产能条件下,螺杆泵的线速度为750 mm/s,消除了传统螺杆泵转子与定子运动摩擦对物料可能产生的热积累引发的爆炸风险,大幅提高了基质输送和装药的本质安全水平。电缸活塞式容积泵的最大特点是泵送流量与负载压力无关,泵送过程无回流现象,可用于较高压力的输送。
3 敏化工序
敏化安全与敏化设备紧密相关,设备结构、转速、间隙大小等均对安全有直接影响。无论高温敏化还是中低温敏化,均应在敏化机转速、间隙大小、物料和搅拌死角、能耗比、存药量等方面严格控制。高温敏化混合器应采取安全的密封方式,混合器夹套、主轴和密封处应有效冷却,并设置温度和压力检测,敏化器、装药机和螺杆泵之间应有安全联锁保护。低温敏化宜采用敞开式的敏化设备,应防止生产工具、杂质意外进入或人为进入敏化设备而引起事故;应控制敏化时间,减少因长时间地搅拌摩擦和剪切对乳化基质的破坏;应减少敏化后效,及时检测,从而提高产品质量和生产安全性[8-9]。
敏化机应设置故障自诊断及智能化监控和处置装置,对敏化物料和设备关键点的温度、搅拌速度(转速)、敏化机出口炸药密度、电机电流、物料输送压力、冷却水等进行连续在线智能化监控和处置。在乳化和敏化之间,敏化和装药之间的管路中设置超压泄爆装置。同时,应结合使用安全性,推广使用新的敏化设备和敏化方式,如静态混合敏化装置等,进一步提高敏化过程的安全性。
4 装药包装工序
为保障装药安全,低温敏化炸药温度低、黏度高且已全部敏化,因而在装药时压力较大,适用于大直径包装乳化炸药装药;而高温敏化所采用的装药机由于单机装药效率高、作业人员少、在线存药量低,尤其适用于小直径包装乳化炸药装药。对装药机的转动、压、夹等部位应参照电梯等设备原理设置紧急自停装置,避免操作疏忽造成意外伤害。
随着制药工艺的改进及大产能高效装药机的引进和研发,制约乳化炸药产能提升的瓶颈已经由冷却和装药工序转为包装工序。因此,提高自动包装设备的包装能力成为目前的主要任务。而提高自动包装设备的可靠性和适应性,减少设备故障率,是提升生产能力、减少在线存药量的重要条件[10]。
在药卷码垛、包装上车等关键环节采用机器人,并对药卷和中包数量进行监控和自动补足数量,可实现包装工序的自动化、连续化和无人化(巡视人员除外)。
5 信息化建设
“工业互联网+安全生产”行动计划是促进民爆行业高质量发展的关键。炸药生产信息化系统平台涵盖商品炸药生产、仓储物流追踪、地面站、混装车及爆破管理一体化,是将各生产线、地面站、混装车、运输车辆和爆破现场、公司总部连在一起,融入人员定位和物流追踪体系,建立标准的VPN 网络,使生产数据、图像、存药量、人员、设备、车辆在公司总部信息中心实时显示、报警,统计分析核算输出各种报表,并支持笔记本、手机等远程查询和报警,从而形成立体交互的管理指挥体系。
信息化建设涵盖风险辨识、分级和隐患排查分级管理系统平台、重大危险源辨识和备案管理系统、生产线实时运行视频监管、生产线设备运行监管、在线危险物品存量监管、不合格品、产品试验、销爆等内容。在总部信息中心和手持终端可实现地面站数据图像监控、混装车动态监控、爆破服务监控、商品炸药生产线数据图像监控、设备管理、远程诊断与服务、全线人员定位、仓库管理与物流追踪、“四超”动态监控、笔记本与手持终端移动办公、现场巡检、手机查询与报警、运输车辆GPS 跟踪、安防集中监控等功能。
6 生产线规划设计涉及的安全问题
在定员管理上,应明确定义乳化炸药生产线各工序及人员。
在定量管理上,按工房最大存药量2.5 t 要求,计算生产线在线药量时,除要计算设备本身在线药量外,还要预留在设备故障维护或更换辅助材料、配件时产品堆积的量。各工序之间应设置暂存设施,存储设备故障维护时产品堆积。设备后道工序生产能力均应大于前道工序,并能及时消化产品堆积。
在生产线布局和品种转化上,大直径包装乳化炸药产品和现场混装乳化炸药是发展方向,但小直径包装乳化炸药产品目前仍是市场主要需求之一。建议根据市场变化,调整不同直径包装乳化炸药产品和现场混装乳化炸药的比例,同时建设具有储运、现场混装炸药爆破服务能力的综合性民爆产品供应中心。
7 结语
结合乳化炸药生产工序特点,进行合理的生产线规划设计,提高生产线的智能化、自动化和信息化,才能提高乳化炸药生产的本质安全水平。