金属加工机械设备的设计工艺及精密加工技术研究
2021-03-11郑卫刚
马 伟,郑卫刚
(兰州交通大学机电工程学院,甘肃 兰州 730070)
近些年来,伴随着精密加工要求的不断提高,金属加工机械设备在实际加工生产中的应用价值不断提升,与之协同发展的还有设备的设计工艺以及相应的加工技术[1]。与其他类型的机械设备相比,金属加工机械设备对精度的要求更高[2],同时受设备运行环境的影响,其在运行期间出现,损耗的程度也存在较大差异。如何最大限度抑制这种差异化的损耗[3],保持机械设备加工质量的高水准成为了金属加工行业研究的重点[4]。除了加工效率这一问题外,加工质量以及加工效果的精细化程度同样是相关加工企业需要重点关注的问题之一。
为此,本文提出了金属加工机械设备的设计工艺及精密加工技术研究,通过对设备的设计工艺作出全面研究,确保机械设备运行的可靠性,通过精密机工技术实现设计工艺的有效落实。
通过本文的研究,以期为金属加工机械设备的研究和发展提供帮助。
1 金属加工机械设备设计工艺
与其他类型的设计工艺相比,金属加工机械设备的设计工艺是一个以工艺知识为驱动力的过程,其主要是以几何对象为驱动目标,由虚拟到现实的生成过程。因此,需要借助待加工的机械设备不同构成部位之间的几何特征关系,实现对信息的传递。
采用几何关联技术设计整个工艺过程的方式也可以确保设备不同特征之间形成。而要确保机械设备能够满足高精度的金属加工需求,对其特征类作出准确合理应用是十分必要的。
一般情况下,机械设备的特征类包括补孔类、冲压方向类、包容盒类、控制线类、截面线类、工艺补充面类、压料面类、凹模口线类、拉延筋类、毛坯类、修边线类。
由此,在对机械设备进行设计时,需要将设备的设计知识与实际的加工经验相结合,使设备的特征类与几何对象之间建立起对应关系,在成形工艺的约束下对设备的加工精度进行控制,确保最终的设计在可行性和合理性方面与实际的加工需求相契合。以此为基础的机械设备设计工艺分为以下几个步骤。
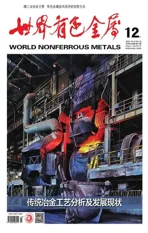
首先,以机械设备的实际加工需求为目标,构建工艺方案,并根据设计结果以冲压的方式构建设备的初始模型,并在工艺方案中明确特征类之间的关系,在此过程中,利用控制函数将待设计的工艺知识转化为几何形状特征,并在工艺特征中对设备的初始形状信息进行关联UG/WAVE处理,此时的关联主要是以设备设计知识与设备加工工序特征为基础进行的。在此基础上,为了简约化工艺补充面的设计难度,需要对上文构建的模型进行特征类对位处理,预处理具有孔、边界缺口、缺角等特征的位置,以曲面填补的方式使设备母材与模型之间实现光滑过渡,以形成的连续曲面为后续的设备精密加工提供实施条件。接下来,经过曲面填补后的模型会在原有基础上出现一定的形变,因此需要根据冲压方向对模型进行优化处理,通过将三维空间的设备模型截面线转化到二维空间,将其在二维空间的可行域作为模型优化的目标值,以此实现最佳冲压方向的确定。此时就可以通过网络法确定设备拉延工艺的型面,结合拉延件主体曲面模型及对应的设备边界信息,设计控制线的位置,并匹配机械设备加工工艺补充面截面线的类型,此时生成的控制线主要用于约束工艺补充面截面线的延伸位置,确定设备凹模口的终止点。再采用参数变量化技术实现对设备模型的整体切割,其方法如图1所示。
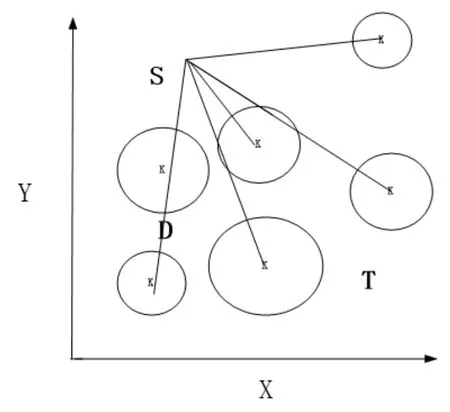
图1 设备模型的整体切割方法
如图1所示,S为网络法确定设备拉延工艺型面的中心,D和T分别为确定设备凹模口的终止点,k为对应的设备不同位置的特征类。
通过这样的方式,将设备模型的凹模口线轮廓形状、拉延件结构特点、拉延位置和几何参数精准地包裹在翻边线与外轮廓线内。
2 金属加工机械设备精密加工技术
在完成对设备的工艺设计后,需要对其进行精密加工,提高设备的加工精度。
考虑到对金属进行精密加工时对尺寸以及具体参数的要求较高,而传统工艺对于金材料的加工主要是以外形轮廓切割,对于细节的处理并不完善。为此,本文设计了研磨加工技术和削切加工技术实现对金属加工机械设备的精密化处理。
2.1 研磨加工技术
对于初步成型的设备模型,需要通过研磨加工技术对表面进行进一步处理。与其他类型的金属处理技术不同,研磨主要是针对微量参数进行的加工,一般情况下,其对尺寸的加工参数精度可以达到0.001mm,对于角度的处理精度可以达到0.01°。
不仅如此,在实际加工过程中,部分造型是难以直接通过切削处理得到的,例如弧形金属构件,对此,采用研磨的方式,将弧形两侧的金属固定在加工架上,在研磨作用下对其弧度度数进行约束,确保加工结果的精度。其实施方式如图2所示。
图2 研磨加工实施方式
可以需要注意的是,在对母材进行打磨处理时,目标细度可能存在难以通过打磨直接达到的情况,此时需要在实施过程中合理运用润滑剂,以此减轻两者之间的摩擦,确保最终的研磨质量达到精密加工的目标。
由于研磨加工对材料和机械的实施效果受研磨料粗糙程度的影响而存在较大差异,因此要根据机械设备的实际需求进行调整。
为此,本文就不同加工精度下,研磨设备的目数进行划分,其结果如表1所示。

表1 研磨设备应用方案设计
按照表1所示的方式,以此将设备尺寸误差最低降低到0.001%以内,提升加工的精密度。
2.2 切削加工技术
在设备设计阶段,最后需要对完整的模型进行切削处理,此时的精度将会直接影响打磨阶段的工作量,为此,可以采用精密切削加工技术实现对模型的高精度加工,以高精度的数控机床为实施措施,对模型材料进行精密切削。考虑到金属构建加工的复杂性,可以利用计算机的强大处理功能实现该过程设计。首先按照加工要求将对应的参数导入到设计软件中,在系统中生成三维模型,对成品形成初步判断。并结合该结果对相关指标进行适应性调整,完成计算机上的审核后,将其导入到加工设备中,按照系统输出完成切削。
在此阶段,除控制精度外,选择的刀具也是关系到切削精度的关键,因此要求刀具的硬度大于母材,同时进刀量以微米级为计量单位,通过这样的方式将模型表面粗糙度控制在0.02~0.01微米的范围内。由于不同金属材料自身的属性也存在一定的差异,因此对切刀的选择也要从刚度和硬度的角度进行考量,确保其在实际的加工过程中不会出现切削中断的情况。
2.3 微细加工技术
对于设备的微小组织结构,需要通过微细加工技术实现,常用的方式包括微波技术,以电子束、超声波、为主,以此实现切削工艺能够在微量移动过程中对目标单位个体的去除。
但由于物理效应的影响,微热力效应较为明显,热量过高极易引起构件的形变,因此需要以喷油的方式对加工位置进行降温处理。
3 实例分析
将本文设计的金属加工机械设备的设计工艺及精密精加工技术应用于实际的生产中,测试其应用效果。
3.1 加工设备参数
待加工的设备为重力铸造构件,顶端弧度为35°,边角的角度与之一致,同样为35°,设备高度为2.5cm,宽度为3.0cm,长度为2.5cm,底部的梯度层级呈对称关系,对称中心线上直径为2mm的孔特征类。
其中,一级梯度宽0.5cm,二级梯度宽0.3cm,高度均为0.1cm,构件整体呈现为近似拱形房屋建筑的形状,具体的构造如图3所示。
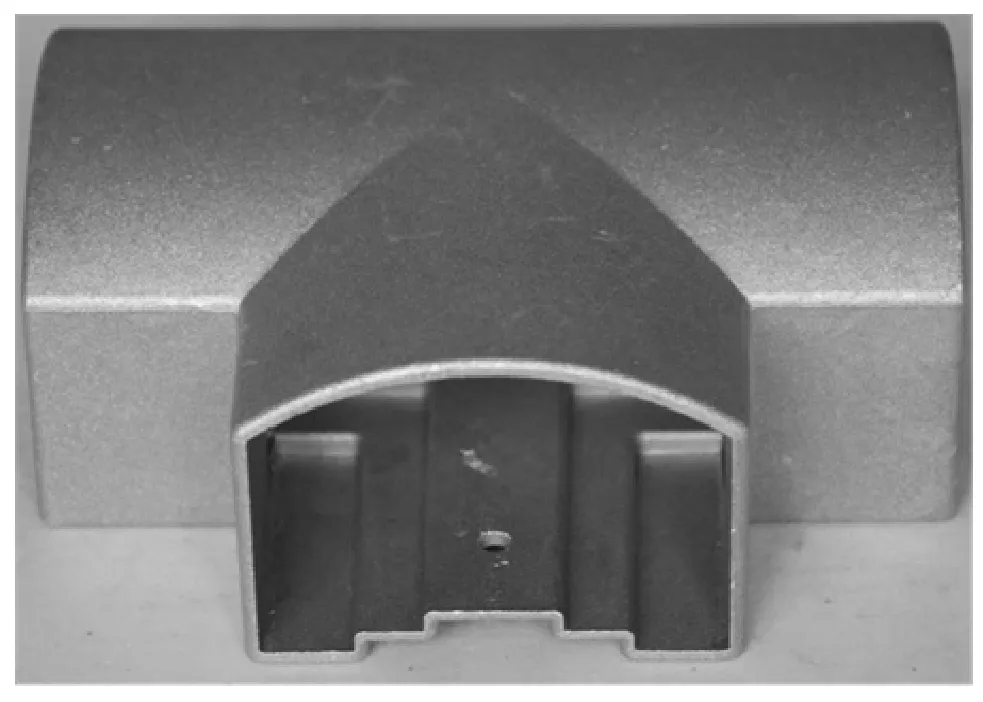
图3 待加工构件
3.2 应用结果
在上述基础上,采用本文提出的方法对其进行加工,并统计了加工后各指标参数的情况,其结果如表2所示。

表2 加工参数统计表
从表2中可以看出,直线距离上,加工结果与目标值之间的误差始终在0.001以内,在弧度参数方面,角度误差不超过0.02°,满足精密加工要求。表明本文提出的精密加工技术能够实现对金属构件的精细化处理。
4 结语
提高金属加工机械设备的精密度是提高产品质量的关键,面对多样化、复杂化的金属构件加工需求,仅仅优化加工设备是远远不够的,还需要在加工技术上作出提升。本文提出金属加工机械设备的设计工艺及精密加工技术研究,以期为金属加工领域的发展提供参考。