多工位回转式灌装饮料包装旋盖机设计
2021-03-10陈彩霞罗哲辉刘偕有
杨 静 陈彩霞 罗哲辉 刘偕有
(1. 华南理工大学设计学院,广东 广州 510006;2. 华南农业大学艺术学院,广东 广州 510642;3. 广州拓普特轻工机械有限公司,广东 广州 511300)
随着经济发展,中国液体灌装产品市场逐步扩大,对液体灌装产品的包装质量也提出了更高要求,其主要生产设备也逐渐趋向于智能化、自动化、标准化和结构高精度化[1-2]。液体灌装产品的生产过程通常分为洗瓶、灌装和旋盖3部分,通过旋转的芯轮组件连接组合成一台整机,形成完整的生产线。
完成旋盖工作的旋盖机目前有两种形式:直线式和回转式。崔岩等[3]设计了一种适合频繁更换桶形的直线式旋盖机,可快速更换旋盖头,但直线式旋盖机为单通道工作,生产效率低、占地面积大,且难以与目前被广泛应用的回转式灌装机相配合[4-5]。孙秀延等[6]设计了一款12头全自动回转式旋盖机,生产效率可达80~100瓶/min,相比直线式旋盖机,其生产效率明显提高、结构更加紧凑、整体占用空间更小,但未对回转式旋盖机的重要结构凸轮进行设计和优化。凸轮曲线设计不平滑会导致旋盖机高速运行时冲击大、噪音大且磨损严重。吴佳等[7]发现五次多项式拟合凸轮曲线是回转式旋盖机凸轮曲线的最优设计方法。在此基础上,试验拟完善回转式旋盖机的整体结构,设计一款可实现14个工位同时高速旋盖的回转式旋盖机,旨在为高速、高效回转式旋盖机的整体设计提供依据。
1 多工位回转式旋盖机整体设计
1.1 整体布局
多工位回转式旋盖机与洗瓶、灌装设备相连。其工艺流程为供瓶→供盖→旋盖→输出。整体机构包括电机1、减速器2、旋盖执行机构4、供盖机构5以及输送机构,输送机构包括输送链3和拨盘6(见图1)。理盖器通过离心旋转,将盖子以同一朝向沿盖槽输出[8]。输送机构贯穿整个生产线,灌装好后由拨盘送入旋盖执行机构,旋盖完成后由拨盘送至输送链输出。
1.2 旋盖执行机构
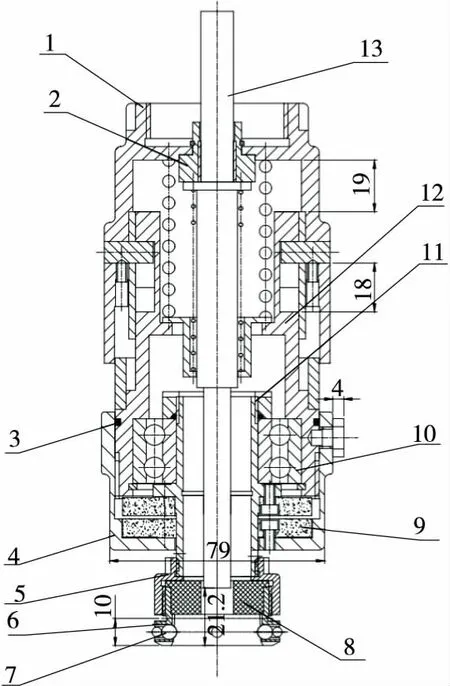
旋盖执行机构为多工位回转式旋盖机,相比于传统直线式旋盖机,效率更高。旋盖执行机构装配图如图2所示,主要包括传动齿轮1、轴承14、转动座15、固定齿轮17、齿轮轴套24、圆柱凸轮20、旋盖头25等。旋盖过程中,旋盖头绕轴作自转及公转运动,并上下运动。旋盖头的自转及公转运动通过行星轮系实现,行星轮系由轴承14、转动座15、齿轮轴套24等组成。旋盖头与齿轮轴套及轴承配合,齿轮轴套两端各有一个轴承,并固定于转动座上,齿轮轴套与固定齿轮啮合,故转动座转动时,固定齿轮不动,齿轮轴套随转动座作公转及自转运动。旋盖头通过导向平键使传动轴与齿轮轴套配合,随齿轮轴套作公转与自转运动。旋盖头的上下运动需通过旋盖传动组件按照圆柱凸轮轨道实现上升下降,旋盖头公转运动时,顶部凸轮固定不动,旋盖传动组件上有一轴承在凸轮轨道上运动,随旋盖头公转时带动旋盖头按凸轮轨道上升下降。旋盖执行机构部分3D示意图如图3所示。
旋盖头(图4)由O型密封圈3、压盖头6、钢珠7、磁耦合离合器9等组成。旋盖头完成抓盖动作依靠压盖头实现,压盖头通过内壁的齿与盖子外侧的槽卡住,压盖头上有6颗钢珠,通过O型密封圈对钢珠施加压力,以此抓紧瓶盖。影响旋盖松紧程度的离合器采用磁耦合离合器,其由上、下两个圆盘组成,每个圆盘上各有18个小磁铁,上圆盘与旋盖体连接,下圆盘与封盖连接,两者之间形成间隙,并且可以通过调节封盖高度改变间隙大小[9]。上、下圆盘存在磁力线联系,旋盖体随旋盖头转动时,带动上圆盘旋转,通过磁力线联系使下圆盘一起转动,以此传递力矩。通过调整两个圆盘间隙,使离合器两部分形成相同的最大力矩。瓶盖旋紧后,旋紧的力矩超过离合器最大力矩,离合器上、下圆盘因此打滑,既保证了瓶盖的紧度,又不损坏瓶与瓶盖[10]。

1. 电机 2. 减速器 3. 输送链 4. 旋盖执行机构 5. 供盖机构 6. 拨盘
1.3 参数设计
设计旋盖机旋盖头数为14,即14个工位,这些工位具有连续性及互不干扰性,可同时工作。其他参数设计如表1所示,旋盖头部件及行星轮系可按不同的容器和瓶盖进行更换。
2 凸轮曲线
凸轮是一种能使从动件完成复杂运动规律的机械传动形式。旋盖执行机构是旋盖机的核心机构,而圆柱凸轮是决定旋盖头完成上下和旋转运动的重要结构,只有确定最优的凸轮曲线,才能减少旋盖机运行过程中的震动、冲击[11],使旋盖机持续高速平稳运行。

1. 传动齿轮 2. 止动螺母 3. 挡板 4. 底座挡水条 5. 下围板 6. 支承座 7. 托瓶转轴盖板 8. 压环 9. 卡瓶板托盘 10. 卡瓶板 11. 旋盖护瓶支杆螺母 12. 旋盖护瓶板支柱Ⅰ 13. 固定轴 14. 轴承 15. 转动座 16. 支撑座 17. 固定齿轮 18. 齿轮套 19. 平健 20. 圆柱凸轮 21. 围板 22. 顶板架 23. 旋盖传动 24. 齿轮轴套 25. 旋盖头 26. 旋盖护瓶板支柱Ⅱ 27. 星轮固定杆 28. 定位环 29. 垫环 30. 出瓶输送链前端支架 31. 托瓶转轴

1. 固定齿轮 2. 轴承 3. 圆柱凸轮 4. 转动座 5. 齿轮轴套 6. 旋盖头
1. 盖壳 2. 滑套 3. O型密封圈 4. 封盖 5. 压盖头壳 6. 压盖头 7. 钢珠 8. 压平垫 9. 磁耦合离合器 10. 双列角接触球轴承 11. 轴承轴 12. 旋盖主体 13. 推出轴

表1 旋盖机主要设计参数
圆柱凸轮侧面的轨道是供旋盖传动运行和控制旋盖传动另一头连接的旋盖头实现上下运动的。分盖盘将瓶盖输入旋盖机前,旋盖头需要有一个避让分盖盘的高位,旋盖头与分盖盘上瓶盖输入位置重合前,旋盖头开始下降准备抓盖,此段是下坡;旋盖头与瓶盖输入位置重合时,旋盖头处于最低位,完成抓盖,而后开始提升一小段避开分盖盘以及避免撞到下一工位输入的瓶子,瓶子通过进瓶芯轮输入后,旋盖头开始慢慢下降,在确保旋盖头与瓶子位置重合时下降至最低位,旋盖头内部的弹簧持续施加压力以压住瓶口,并通过自转旋盖,旋盖结束后,旋盖头将再次上升至避让分盖盘高位,而后开始下一个工作循环。
通过上述运动过程分析将旋盖头的工作循环分为:抓盖前空位→下坡抓盖区→抓盖区→旋盖前空位→下坡旋盖区→旋盖区→爬坡区。
2.1 凸轮曲线初步设计
设定旋盖头避让分盖盘上升至最高点需上升58 mm,下坡抓盖下降19 mm,抓盖区短暂上升2 mm,下坡旋盖下降41 mm,分别取8个分区所对应的转角分别为θ1、θ2、θ3、θ4、θ5、θ6、θ7,设定滚子的回旋直径D为393 mm。为保证机构平稳运行,通常规定凸轮机构压力角α不允许大于许用压力角[α],而[α]要远小于使凸轮机构发生自锁的临界压力角αc[12]。
凸轮机构中爬坡区最易发生自锁,因此取爬坡区过程中的压力角α7=30°,则:

(1)
则θ7=29.307°;
即θ7取值最小为29.307°,此处取50°,则有:
抓盖前空位区,旋盖头不作上下运动,取θ1=20°,则:
下坡抓盖区,旋盖头作下降运动,下降H2=19 mm,取θ2=40°,则:

抓盖区,旋盖机抓住盖后会作一个短暂的上升运动,上升H3=2 mm,取θ3=5°,则
旋盖前空位区,旋盖头不作上下运动,取θ4=75°,则:
下坡旋盖区,旋盖头作下降运动,下降H5=41 mm,取θ5=40°,则:
旋盖区转角θ6=360°-50°-25°-40°-5°-75°-40°=125°,则:
式中:
L1~L7——旋盖头各阶段的水平移动距离,mm;
H1~H7——旋盖头各阶段的垂直移动距离,mm。
综上可得出旋盖机凸轮曲线的运动规律,并根据此运动规律绘制凸轮曲线如图5所示。

图5 凸轮曲线
2.2 凸轮曲线拟合
通过2.1计算得出的凸轮曲线只是将旋盖机旋盖运动过程中的关键点用直线连接起来,若在关键点连接处直接倒角,则会导致旋盖机高速运转时存在柔性冲击,旋盖机存在噪音大、磨损大、工作效率降低等问题[13]。为提高凸轮曲线的稳定性,减小冲击,对凸轮曲线进行拟合[14]。根据从动件常用运动规律特性比较,采用五次多项式拟合的凸轮曲线加速度未出现突变,因此选择五次多项式对凸轮曲线进行优化[15]。凸轮从动件的五次多项式运动规律表达式为:
(2)
设定从动件在运动起始处θ=0,S=0,V=0,A=0;运动终点处θ=θ0,S=h,V=0,A=0,代入式(2)得五次多项式的位移方程式:
(3)
将7个运动分区的转角θ1、θ2、θ3、θ4、θ5、θ6、θ7,以及推程和回程高度代入式(3)得:
S=
(4)
最终得到拟合优化后的圆柱凸轮曲线,并在SolidWork中建立圆柱凸轮的三维实体模型(见图6)。
3 实验验证
3.1 生产能力测试
记录旋盖机一个月的工作情况,统计得到其生产能力约为14 000瓶/h,将其与普通直线式和回转式旋盖机生产能力进行对比,结果见图7。由图7可知,相较于普通直线式旋盖机和回转式旋盖机,14头多工位旋盖机生产效率分别提高了23.33%,11.67%。
3.2 噪声测试
当凸轮曲线不规则时,从动件速度和加速度会出现突变,从动件与凸轮机构之间会存在较强的振动和冲击,从而引起噪声。因此可通过测试旋盖机实际运行过程中的噪声强度,分析凸轮机构的稳定性[16]。
由表2可知,拟合后的凸轮机构产生的噪声比拟合前的小6~9 dB,且均在85 dB以下,说明五次多项式拟合后的凸轮机构设计,从动件运动产生的振动冲击更小,运行更加稳定,符合设计要求。

图6 圆柱凸轮

图7 旋盖机生产能力对比图

表2 噪声实测对比
4 结论
设计了一款14头多工位回转式旋盖机,其生产能力可达14 000瓶/h,提高了旋盖机的生产效率;采用五次多项式拟合法对凸轮轮廓曲线进行优化,减小了旋盖机运行过程中的噪声和冲击。但设计上仍有不足之处,例如需人工更换旋盖头等零件才可适用其他瓶型的生产,快速调节、更换相应机构以适用多种瓶型是未来改进方向。
