无缝钢管冷拔头的应力分析及结构优化
2021-03-09张尚毅沈征杰庞德禹王明家
张尚毅,沈征杰,庞德禹,王明家
(1.扬州诚德钢管有限公司,江苏 扬州 225200;2.燕山大学,河北 秦皇岛 066004)
冷拔是生产精密、薄壁和高机械性能钢管的有效方法之一。短芯棒冷拔是将带有内模的芯杆固定,管坯通过模孔实现减径和减壁。这种成型方式具有工艺设备简单、成型效果好的优点,在高性能钢管制造领域得到了广泛应用。但受到理论水平和研究方法的限制,一直以来,各个生产厂家大多采用生产经验来确定冷拔钢管的生产工艺参数[1];而对冷拔过程中钢管的应力分布状态、钢管内部金属流动规律缺乏深入的认识,钢管拔断、开裂事故时有发生,特别是钢管在冷拔过程中容易发生横向开裂现象,且纵向开裂问题相当普遍[2]。
为了更好地提高钢管的冷拔质量,降低冷拔过程中的质量问题,已有学者进行了相关研究[3-10]。为了解决钢管拔制过程中出现的冷拔头横向开裂、纵向开裂及冷拔头断头等问题,现利用ANSYS/LSDYNA 软件对空拔钢管冷拔头进行数值模拟,分析产生横向开裂、纵向开裂等问题的原因,并在此基础上优化设计冷拔头结构,以解决生产中冷拔头开裂、断头的问题[11-15]。
1 模型建立及模拟参数设定
钢管冷拔头有限元模型如图1 所示。冷拔头为开有缺口的形式,与扬州诚德钢管有限公司实际生产类型一致。来料毛管材质为4140,管坯规格Ф385 mm×50 mm,通过一道次冷拔工序后,目标尺寸为Ф358 mm×47 mm;由于冷拔外模与内模变形量很小,在冷拔模拟过程中将其设置为刚体;冷拔管设置为弹塑性体,冷拔速度为10 mm/s。初始有限元模型的材料参数见表1。管坯材料的流动应力是温度、应变、应变速率的函数,4140 材料的应力-应变曲线如图2 所示。
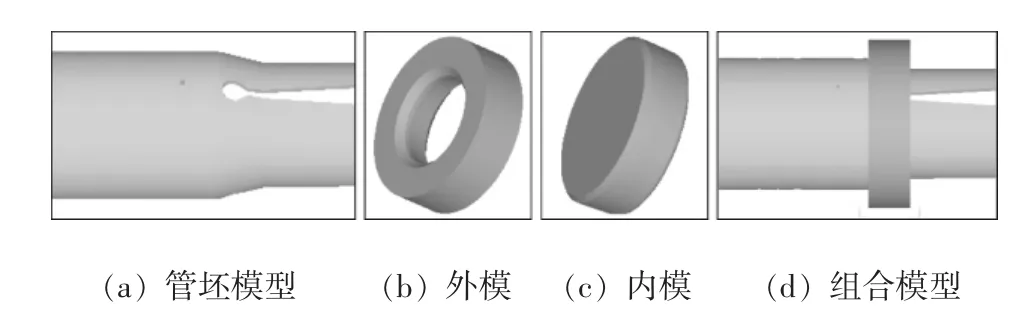
图1 钢管冷拔头有限元模型示意
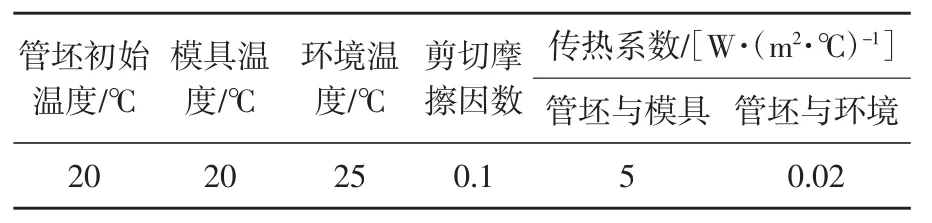
表1 初始有限元模型4140 材质材料参数
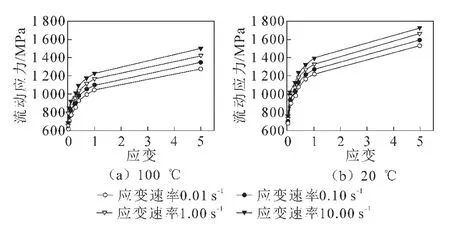
图2 4140 材料的应力-应变曲线
2 应力和应变及金属流动分析
2.1 应力分析
钢管在冷拔过程中的应力分布如图3 所示。由图3 可知,钢管在冷拔过程中,管体轴向受拉应力,径向受压应力;拉应力、压应力分布均匀,最大应力均位于管坯与模具定径带的接触部位,为350 MPa;最小拉应力发生在拔制力作用端,为150 MPa;从圆周方向看,应力分布非常均匀;钢管在冷拔过程中不会发生开裂,与实际生产相符。
从图3 还看出,在冷拔过程中,冷拔头的应力集中点并不在圆弧顶点处,而是在其两侧,因此此区域在冷拔过程中容易开裂,从而形成断头,实际冷拔生产过程中也是在该区域形成断头,验证了上述应力分析结果。
图3 钢管在冷拔过程中的应力分布
2.2 应变及金属流动分析
钢管在冷拔过程中的应变分布如图4 所示。从图4 可知,钢管在冷拔过程中,应变主要集中在定径带处;由于该计算模型的减壁量(3 mm)较大,因此钢管内壁的应变远大于对应外壁的应变。钢管在冷拔过程中的金属流动如图5 所示。从图5 可以看出,冷拔过程中金属沿着轴向流动,在定径带处,外壁金属向内流动,内壁金属向外流动,从而实现了减径和减壁。
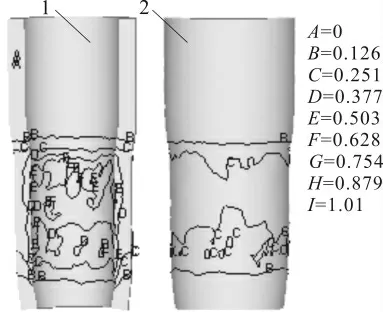
图4 4140 材质钢管在冷拔过程中的应变分布

图5 4140 材质钢管在冷拔过程中的金属流动
3 冷拔头结构的优化改进
为了改进生产过程中冷拔头断裂的问题,对冷拔头的结构进行优化设计。根据现场生产分析,将冷拔头设计成3 种结构形式:相割、相切和相离,并对3 种的冷拔头结构进行应力模拟分析。优化设计的冷拔头形式如图6 所示。

图6 优化设计的冷拔头形式
3 种结构冷拔头的应力分布如图7 所示。由图7 可知,冷拔头结构为相割时应力最大(图7a),相切时次之(图7b),相离时最小(图7c),可认为相离冷拔头结构在冷拔过程中不易开裂、断头。在生产中采用图7(c)所示的相离冷拔头进行生产验证,发现冷拔钢管不再出现冷拔头开裂、断头现象。
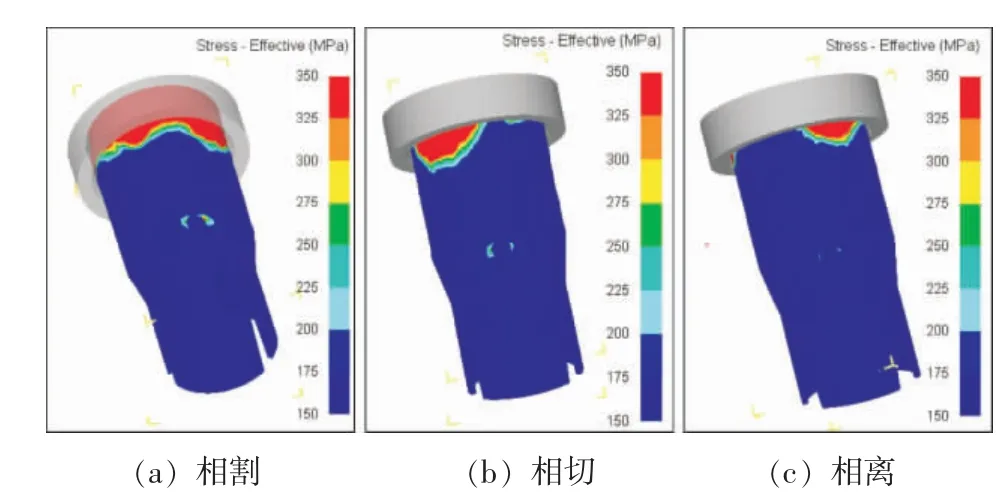
图7 3 种结构冷拔头的应力分布
4 结论
(1)冷拔过程中,冷拔头应力最大的区域并不是圆弧顶点区域,而是在其两侧区域。
(2)冷拔过程中,金属沿着轴向流动,定径带处金属从外壁向内壁流动、内壁金属向外壁流动,从而实现减径、减壁。
(3)冷拔头相离结构在冷拔过程中应力最小,采用这种结构的冷拔头在冷拔过程中不容易发生开裂、断头。
