直缝埋弧焊管焊缝夏比冲击性能试验研究
2021-03-09王林林杨鹏飞韩铁利吴振宇王立柱
王林林,杨鹏飞,范 洁,韩铁利,吴振宇,王立柱
(巨龙钢管有限公司,河北 青县 062658)
从20 世纪80 年代至今,我国油气输送管材的钢级从以铁素体+珠光体组织(晶粒尺寸为8 μm 左右,珠光体相含量占30%左右)为主的X42~X65 中低强度钢(C 含量0.06%~0.09%,Nb+V+Ti 含量≤0.12%)[1-2],发展到了以针状铁素体主导的复相组织的X70、X80 高强度管线钢(C 含量0.02%~0.05%,S 含量≤0.005%)[3-4]。在发展初期,由于国内钢厂的技术水平还较弱,主要通过添加一定量的Mn、Mo、Cr、Ni、Cu 等合金元素来确保管线钢钢板的强度和韧性[5]。但随着控制轧制和控制冷却(TMCP)技术的发展[6-7],钢厂出于成本考虑,更多的是通过提高控轧控冷技术来保证管线钢钢板的力学性能,合金元素添加量总体呈下降趋势,而合金元素添加量的减少将导致焊管焊缝中的合金含量也随之降低,焊缝夏比冲击功降低[8-9],管线项目要求焊管焊缝的夏比冲击功较高时,则很可能发生焊管夏比冲击试验不合格的情况。按照API Spec 5L—2018《管线钢管规范》和GB/T 9711—2017《石油天然气工业管线输送系统用钢管》要求,管线用管的夏比冲击试验不合格时,不能进行复取,被取样管材将直接被降废处理,这给工厂造成很大的损失。在合金元素添加量有限的情况下,目前主要通过优化焊接工艺来改善焊缝的低温冲击韧性[10]。巨龙钢管有限公司利用现有焊材进行了焊材交叉匹配试验,制定超低合金含量钢板的最佳焊接工艺,并在某项目中成功应用。现对该焊材交叉匹配试验进行介绍。
1 试验材料
试验用钢板为某钢厂提供的X65M 钢板。按照ASTM A 751—2014a《钢制品化学分析标准试验方法、实验操作和术语》检验X65M 钢板的化学成分,检验设备为ARL 4460 直读光谱仪;在NI750C 冲击试验机上,按照ASTM A 370—2017《钢制品力学性能试验的标准试验方法和定义》进行-30 ℃夏比冲击试验,试样尺寸为55 mm×10 mm×10 mm。X65M钢板的化学成分见表1,冲击试验结果见表2。

表1 X65M 钢板的化学成分(质量分数)%

表2 X65M 钢板的冲击试验结果
对于钢板元素含量,很多标准仅规定了上限值,未规定下限值,导致不同钢厂生产的钢板的合金元素含量波动较大,钢板的夏比冲击试验结果虽然合格,但是冲击功数值离散度较大。后续应进一步对钢板的元素含量加严控制,如中俄东线天然气管道工程项目技术要求中对X80M 钢级钢板Mo、Ni 元素的下限进行了限制[11],冲击试验结果就十分理想。
2 试验方案
2.1 管段试验
焊接试验预焊及预焊修补均使用CHW-60C 气体保护焊丝;内焊与外焊使用不同厂家生产的H08MnMoTiB 焊丝和烧结焊剂,焊丝化学成分见表3。内焊和外焊均为三丝焊,一丝与二丝焊丝的直径为4.0 mm,三丝直径为3.2 mm,焊接线能量为2 kJ/mm[12]。在合理的焊接线能量范围内,随着焊接线能量的降低,焊缝及热影响区的组织呈细化趋势,同时可减少焊缝中氧和氮的含量[13-14]。焊材匹配情况见表4。

表3 H08MnMoTiB 焊丝化学成分(质量分数) %
制成管段后,在焊缝处截取夏比冲击试样,并加工成55 mm×10 mm×10 mm 全尺寸试样,在NI750C 冲击试验机上,按照ASTM A 370—2017 标准进行-20 ℃夏比V 型冲击试验,结果见表4。

表4 焊材匹配情况及试验管段冲击功
对比发现,使用a 焊丝,搭配e 或g 焊剂时,钢管焊缝冲击功均较高。随后,对两组焊材匹配分别做了焊接工艺评定试验,发现拉伸与弯曲等性能也都全部合格。
2.2 批量生产
通过管段试验确定出焊丝应选用a,焊剂可以选用e 和g 焊剂。用这两种焊材匹配方案批量生产了某项目X65M 钢级Ф559 mm 规格直缝埋弧焊管,共计1 200 余根,根据相关技术要求取夏比冲击试样54 组,试验温度均为-20 ℃,冲击功情况见表5和如图1 所示。
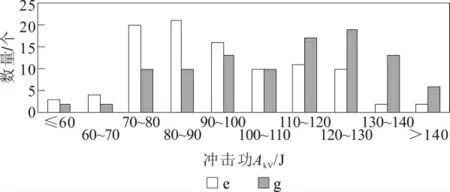
图1 用两种焊剂焊接的X65M 钢级Ф559 mm 规格直缝埋弧焊管的冲击功分布

表5 X65M 钢级Ф559 mm 规格直缝埋弧焊管的冲击功
从图1 可以看出,使用e 焊剂进行焊接时,X65M 钢级Ф559 mm 规格直缝埋弧焊管的冲击功主要分布在70~100 J,而使用g 焊剂时的冲击功主要分布在90~140 J。
3 分 析
将使用e 焊剂焊接的X65M 钢级Ф559 mm 规格直缝埋弧焊管编号为A 组,使用g 焊剂焊接的直缝埋弧焊管编号为B 组,按照ASTM A 751—2014a 标准,采用ARL 4460 直读光谱仪分析这两组直缝埋弧焊管焊缝的化学成分,结果见表6。
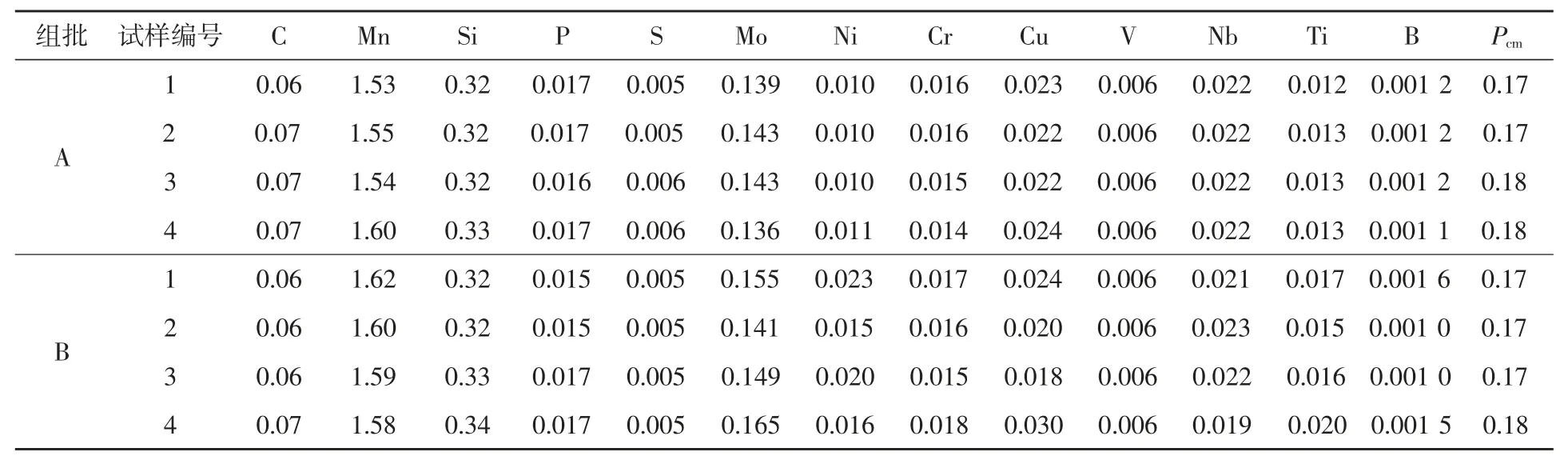
表6 X65M 钢级Ф559 mm 规格直缝埋弧焊管焊缝化学成分(质量分数) %
从表7 可以看出,使用g 焊剂时,焊缝内的Mn、Mo、Ni 含量以及Ti 含量都略有增加。一定含量的Mn、Ni 等元素能起到固溶强化的作用,同时还可改善材料韧性,使得焊缝在调质后具有足够高的强度和韧性。在碳钢及低合金钢的焊缝中,Mn是最常加入的元素,Mn 含量在一定范围时,焊缝的强度和韧性会随着Mn 含量的增加而增加;此外,Mn 含量的增加还可促进焊缝中针状铁素体增加、多边形铁素体减少,有利于得到细化的针状铁素体。Ni 可使焊缝的连续冷却转变曲线(CCT 曲线)右移,因而可促进针状铁素体形成,使焊缝韧性提高。Mo 是促进针状铁素体形成元素,因而适当的Mo 含量有利于提高焊缝韧性。在钢中加入适量的Ti 等强碳化物形成元素,可以减小奥氏体晶粒长大倾向,从而得到细晶粒钢[15]。
X65M 钢级Ф559 mm 规格直缝埋弧焊管焊缝的金相组织如图2 所示。从图2 可以看出,B 组钢管的晶粒得到了细化,要小于A 组钢管晶粒的尺寸,晶粒尺寸的细化有助于提升焊缝的夏比冲击性能,与上述冲击试验结果相一致。

图2 X65M 直缝埋弧焊管焊缝的金相组织
4 结语
受钢板合金元素含量下降的影响,焊管焊缝夏比冲击功也会下降。管线用管项目要求焊管焊缝夏比冲击功较高时,必须提前作出预判,并改变焊接工艺,以避免产生损失;在批量制管开始前,最好先进行焊接工艺评定试验,优选出最适宜的焊材组合。
