低压抽屉式电机控制柜运维常见隐患及预防方法探讨
2021-03-09贾东辉
贾东辉
(中海石油(中国)有限公司天津分公司 天津 300451)
在工业生产过程中,配电系统中的电机控制单元在其中起着重要的作用,连接在配电系统和设备之间,承担着设备供电、启停、监控、报警、保护等责任,为了便于维护、保养、统一管理,通常采用集中安装的方式进行,中大型企业会配置规范的配电间,并根据企业设备的规模程度,配置足够的控制单元,且多采用低压电机控制抽屉单元,因其占地小、安装紧凑、经济实用等特点,被广泛使用。
海上某油田低压设备控制单元采用400 V 抽屉式电机控制单元,共计549 个单元。抽屉柜在线时为推进模式,通过动触头插接到母排的静触头上供电。抽屉柜在线使用时,为了避免造成启动时的误抽出,通常会设计机械、电气等相关联锁来保障操作者和用电安全等,由于采取抽屉柜叠加、紧凑方式安装,也造成了在运行期间的维护困难,发现问题和隐患存在滞后性,隐蔽性更强,不易发现问题和处理,从而造成电气火灾隐患。为了尽早发现该类型控制单元的问题及隐患,本文将多年生产运行实践中如何避免和及时发现该类设备隐患问题的运维方式、方法予以总结,与读者交流探讨。
1 初始检查
一般而言,抽屉式的电机控制单元在多年的发展演变中,都有较为成熟的设计原理,在设计和保护上也较为简单。虽然原理设计上问题较少,但在设计与现场设备参数的实际匹配上,及在厂家生产和装配过程中却常出现问题,因此初始检查是尤为重要的。常见问题归纳如下。
1.1 抽屉控制单元的测试
在初期投运期间,要彻底摸清控制原理,测试完成单元所有功能,特别要注意与外界关联设备的联调,如:ESD 是否可以正常触发跳闸;跳闸是否准确;相关声光报警是否可以进行就地、远传反馈等。我们通常会疏忽这方面的调试,从而造成后续长期运行出现报警时,无法及时提示现场值班人员,导致事故扩大。
1.2 控制单元设计与实际控制功率不匹配
以往排查中也常发现电机额定功率超过设计值的情况,如未及时发现长期运行容易造成元器件寿命缩短发热或保护失效等情况。如:
①现场设备实际功率大于设计主控元件及线路,造成线路整体发热过载。
②热继电保护器调节过大,造成电机超保护范围。
③主接触器选型接近额定电流,随着吸合频次的增加,造成接触器接触面减少,逐步发热烧坏元器件等(图1)。
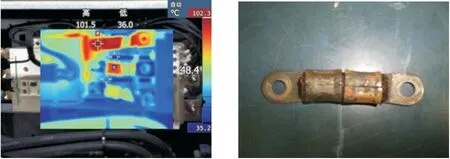
图1 控制单元主线路截面积过小发热Fig.1 Heat generation caused by too small crosssectional area of main circuit of control unit
1.3 元件装配错误,线路压接部位松动
抽屉柜在工厂批量生产过程中易出现检验疏忽或检测不到位的情况发生,如:
①缺少垫片、动触头缺少插接片等情况。
②线路压接部位松动、安装不到位、线路螺丝扭矩不到位(图2)。

图2 动触头插接片压接不良造成A相过热Fig.2 Overheat of phase A caused by bad crimping of plug-in piece of moving contact
1.4 主断路器的校核
主断路器在该类型控制单元起到最后的过载、短路、欠压等相关保护,是抽屉柜的最后一道保护关卡。通常这类断路器的过载、延时可以通过设计的保护模块等进行调节,但调节后的值并不能确认为实际动作值,需要进行校验确认。由于数量众多,常常受到忽视,造成保护失效、精准降低等情况,甚至造成越级跳闸,从而酿成电气事故或更高级别停电情况。
2 运维中的检查
在配电抽屉柜投入运行后,由于工业生产连续性等特点,整体的配电系统停电维护并不能随时进行,如何在运行中保障抽屉盘柜的持续、健康稳定运行,检查是非常重要的一个环节,但如何查出潜在的风险和隐患并及时排除更是关键所在。
2.1 常规检查及预防性维护
在常规检查和维护时,要特别注意每个抽屉柜的三相电压、电流参数的变化情况、绝缘情况等。定期进行设备倒运,抽出抽屉单元,针对内部主回路和控制回路进行逐一检查、紧固和调整,观察线路的颜色是否有氧化变色等情况,初步进行判断,同时对热保护继电器、断路器等保护元件进行测试,达到最佳状态。
2.2 人员巡视检查
配电间通常按照国家标准都会配有相应的烟雾、热探头等设备来监测房间火灾情况,也会配有相应的灭火系统,但电气火灾的形成初期多为阴燃、过热,产生轻微的焦糊味道,此种微量的气体不足以驱动火气系统报警。为了提前发现此类问题,针对无人值守的配电间,可采用操维人员相结合的方法进行半小时巡检或1 小时巡检轮回制,加强这方面的管控补充,同时也可以在雨季检查房间是否存在水浸等常规探头无法监测到的情况。
2.3 元器件的定期更换和修复
在自动化控制中,多存在自动启停设备,此类设备要特别注意主回路上的接触器,可以通过计算每天的启动次数来推算出其吸合频次,提前考虑寿命周期。另一方面特别是控制通断大电流的接触器,随着每次的吸合,触头间的接触面积会在每次吸合的过程中存在拉弧现象,使接触面烧蚀而减小接触面积。以上这两种情况都需要提前考虑修复和更换接触器触头,来保障此类设备的长期稳定运行。
2.4 故障处理后的“回访”检查
在配电系统长期运行中,发现并解决问题属于常见情况,根据每个工人的经验和技术水平,其处理方法也各有不同,有时常会出现一些问题刚解决,没有多久问题再次出现的情况或伴随更为严重的次生故障。在这些年的电气设备管理中,针对故障处理后的最为关键的执行步骤就是“回访”,通过对故障处理后的运行情况、温度、机械结构、电气性能等进行整体后评估,采用该方法曾多次避免过电气设备故障引起的次生故障,能够有效降低故障再发生率。
2.5 倒运即热成像检查
由于抽屉柜单元的紧凑和相对封闭性,运行中如对柜内温度进行检查确实存在困难,很难发现初期问题。通过这些年的摸索,根据温度降温的滞后性,现场在定期倒运设备时,采取断电后立即抽出的形式开展热成像检查,扫测柜内元器件及线路情况,当现场设备单元较多、人员受限时,也可以着重检查大功率设备单元,因该类设备电流较大,更易出现问题。通过3 年多的实际应用其效果显著,使用此方法曾连续多次查出问题设备[1]。
3 新技术在配电系统中的应用
针对配电抽屉柜系统的运行弊端及这些年此类设备造成的故障、损失等,相关的创新优化、科技技术也逐步受到重视,辅助现场设备管理。
3.1 导轨巡视机器人
安装一个集成摄像、温度、烟气等多功能为一体的设备,通过导轨完成对配电设备的巡回检查、参数记录,在巡视过程中可完成电气参数扫测记录、热成像、烟气情况等,可大幅度降低现场人员劳动强度,且安全可靠[2]。
3.2 早期空气采样火灾预警系统
通过多点安装吸气式火灾探测器,监测每一排配电柜发热的早期及各阶段所产生的次微粒,达到提前预警的效果[3]。
