陶瓷岩板高温烧成装备的研究及应用
2021-03-08荆海山程希如陶志坚
熊 亮,荆海山,程希如,陶志坚
(佛山市德力泰科技有限公司,广东 佛山 528137)
0 引 言
陶瓷岩板经高温(≥1200 ℃)烧结而成,因其具有优异的冷加工性能(如切割、开槽、钻孔等),吸水率低(≤0.1 %,大多为“双零”吸水率)、莫氏硬度大(≥6 级)、强度高(破坏强度≥800 N)、韧性好(断裂模数≥45 MPa)、耐污染等特点,除了用于内、外墙,地面装饰外,现已拓展到泛家居领域,如饭桌、茶几面板、厨房台板、卫生间台板、橱柜立面板、门板、电冰箱面板等。因此,成为国内瓷砖行业的一款“火爆”产品,制订《陶瓷岩板》标准的工作也在紧锣密鼓进行,为受到房地产市场下滑、环保压力、国际经济萎靡等因素影响下的瓷砖产业注入了新的活力。
佛山市德力泰科技有限公司是一家以陶瓷干燥、烧成和输送装备为主的出口型国家高新技术企业,主要致力于建筑陶瓷、卫生陶瓷、日用陶瓷、发泡陶瓷、特种陶瓷和锂电池材料等领域整线工程、装备、工艺的技术研究、设计、生产、销售及服务。近年来,德力泰针对陶瓷岩板开发出一种高温烧成装备——宽体辊道窑,通过在陶瓷企业应用、验证,效果好于预期,得到了用户高度认可。本文将重点介绍德力泰陶瓷岩板窑炉相关结构技术,在与同行交流的同时也希望以此为契机,促进陶瓷、陶机行业共同进步、健康发展。
图1 为德力泰陶瓷岩板宽体窑。
1 陶瓷岩板烧成要求
陶瓷岩板的面积一般超过了2.88 m2(如1200 mm×2400 mm 或以上),根据使用要求和功能特点,厚度薄的可达3 mm,厚的在10 mm 以上。由于规格尺寸大、厚度范围宽,对烧成、冷却提出了较高的要求。

图1 陶瓷岩板宽体窑Fig.1 Wide kiln designed for ceramic rock board
1.1 冷却控制要得当
在冷却过程中,如果温差大或冷却速度控制不当,无法消除产品中游离石英晶型转变产生的应力。或出窑后的砖坯存在伤痕、微裂纹、晶化不完全等隐形缺陷,将会在后期出现问题,如自然裂、后期变形、加工时切割裂等缺陷。
1.2 温差小
由于砖坯面积大,无论是烧成还是冷却过程,都要求窑内的截面温差小,否则会出现开裂、色差、变形等缺陷。
1.3 走砖好
陶瓷岩板烧成温度高、吸水率低,砖坯在高温下处于软化状态,如果前后砖坯在运行中因走砖不好而“紧靠”一起,会出现挤压变形;如果走砖歪斜,则会因砖坯不同部位下接触的辊棒数量不一致引起受力不均,出现“角下弯”“上翘”“波浪形”等缺陷。
1.4 节能
节能是工业生产中需要关注的永恒主题。而在陶瓷岩板烧成中,几乎都采用清洁能源——天然气,由于单价高,节能显得更加重要了。
2 关键技术及解决方案
2.1 如何控制砖坯冷却
冷却是控制陶瓷岩板品质的关键环节之一。
针对急冷、缓冷、尾冷各区降温,采取了热风冷却的方式。具体而言,通过缓冷区将窑尾的热风抽到缓冷区,经过换热管的热传递升温后进入急冷区。与直接使用车间内的冷风相比,整个过程的冷却风温与窑内产品的温度差值小,降温梯度更加平缓,利于晶型均匀转换。冷却分区及降温工艺过程见图2。

图2 冷却分区及降温工艺过程(含余热回收)Fig.2 Cooling sub-district and technological process (after-heat absorbing included)
为了控制各区温度,除了急冷区自动控温外,缓冷区的管路也分组控制,使每个窑炉模数段能够独立调节、温度曲线可控。
为了防止“空窑”期间冷却过快,分别在急冷、缓冷区底部设置有烧嘴。当降温幅度超过了砖坯不能承受的温度时,烧嘴自动点火升温,以满足温度曲线要求。
2.2 如何减小截面温差
在烧成区,通过更换燃烧室出口、调节火焰射程及改变烧嘴、燃烧室和窑墙之间的结构来将截面温差缩小到3 ℃以内,如图3 所示。
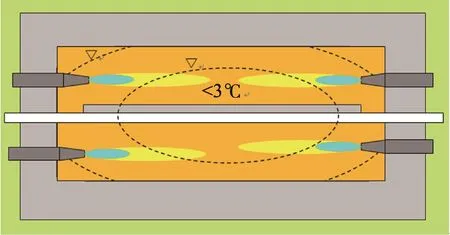
图3 窑内截面温差示意图Fig.3 Sketch-map of section temperature difference in kiln
在急冷区、尾冷区直接鼓风冷却的区域,采用穿过窑炉截面的钻孔细管、两侧同时供风的方式保证细孔出风量、风压均匀,如图4 所示。
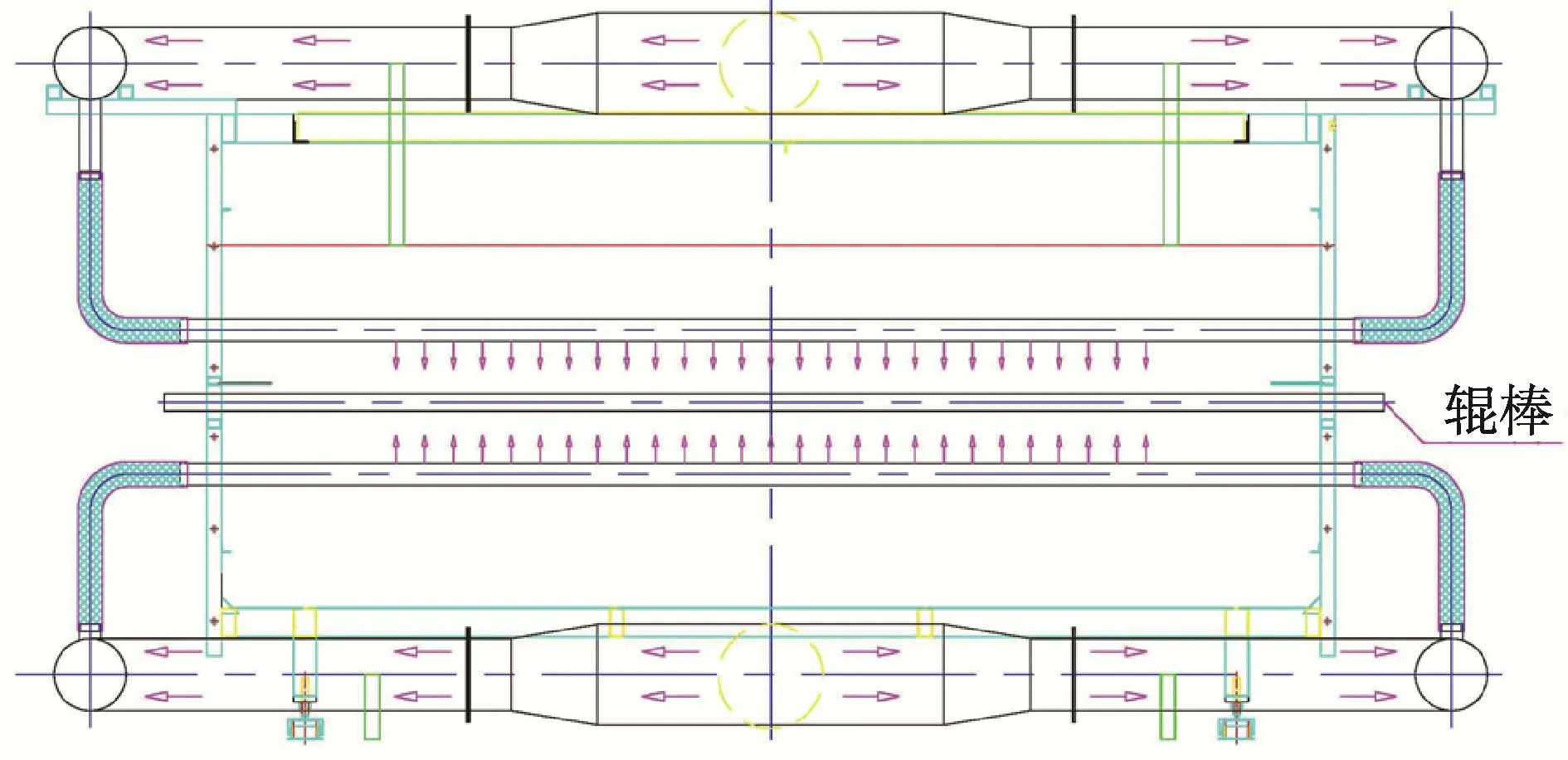
图4 急冷区两侧同时供风冷却示意图Fig.4 Sketch-map of cooling from both sides
在缓冷区内部的产品上方,延窑长方向采取分段纵向布管的方式。窑炉内宽加大时,可以通过增加支管数量来保证截面温差。热交换支管入口管、出口管分别分多组、分窑段独立、自动控制温度;能够根据不同产品的冷却工艺要求灵活、自动控制不同区域的进风量和交换后的热风温度,减少由于冷却制度不合理造成的冷裂、变形等缺陷,提高产品质量。有时,还会回收冷却区热风后从产品下方供入,使产品、直接供风之间的温降幅度小,既能加快冷却,形成循环、搅拌的效果,也可进一步减小截面温差,参见图5。
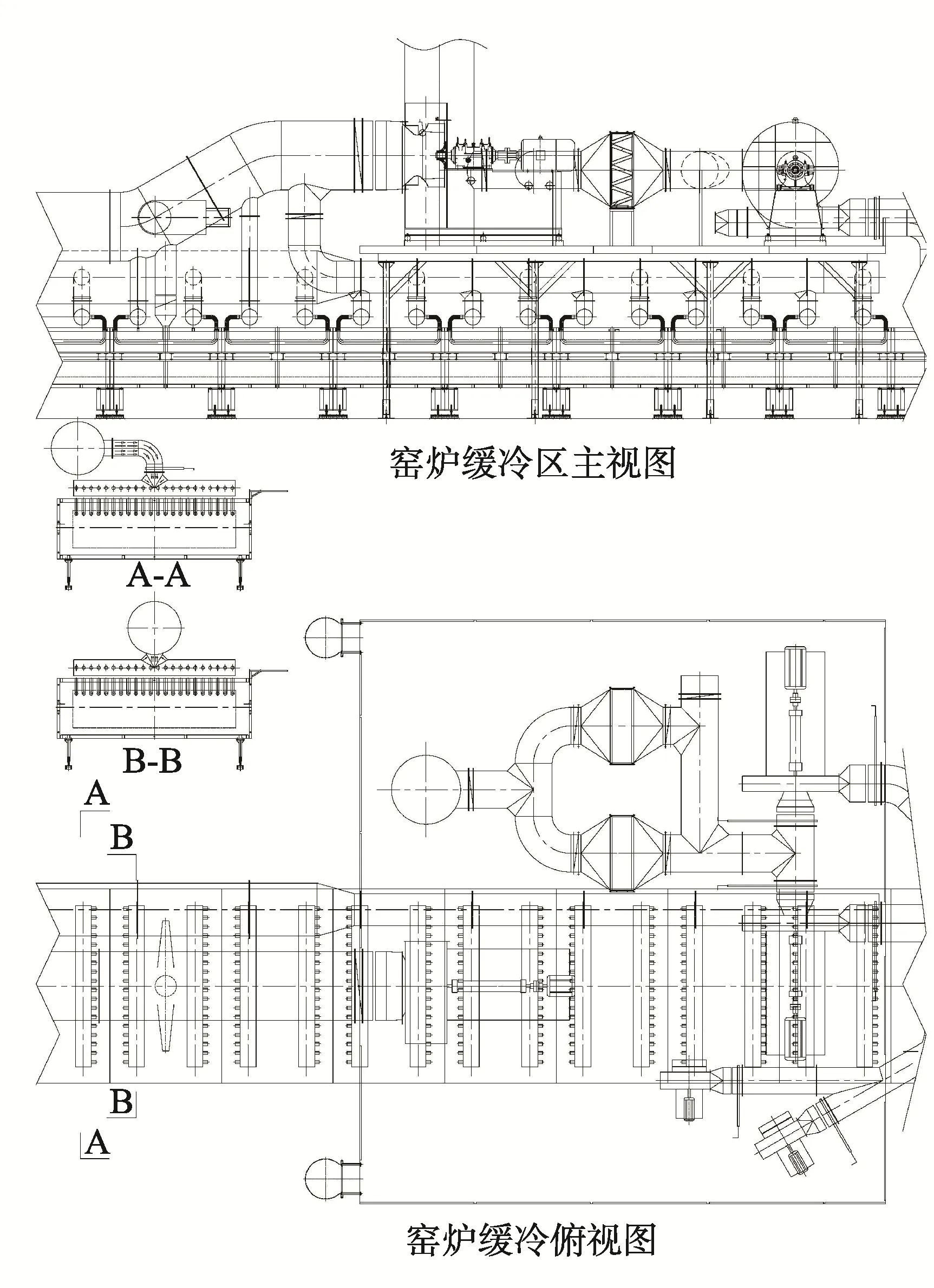
图5 缓冷区间接冷却管Fig.5 Cooling pipes linked to gradual cooling district
2.3 如何保证走砖平直
采取高强度陶瓷辊棒、高精度传动齿轮输送砖坯,在急冷区采用传热快的复合碳化硅材质防止辊棒弯曲,以保证走砖平直。除此之外,还采取横向进砖的方式(砖坯长边的尺寸大于短边),以减少砖坯下的辊棒接触数量,降低传动的干扰,使“砖形”易于控制,参见图6—图8。
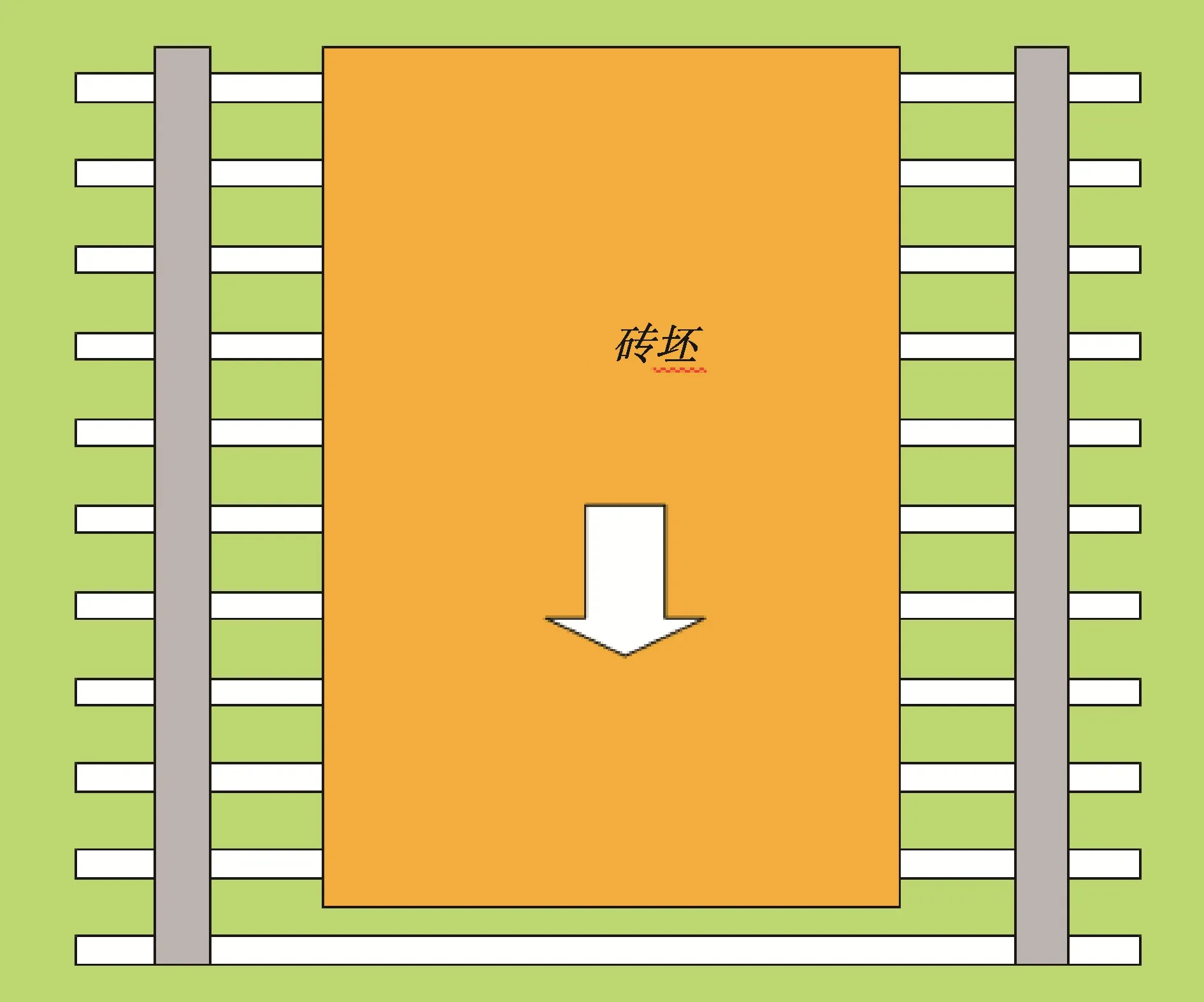
图6 纵向进砖示意Fig.6 Sketch-map of vertical transmission of brick
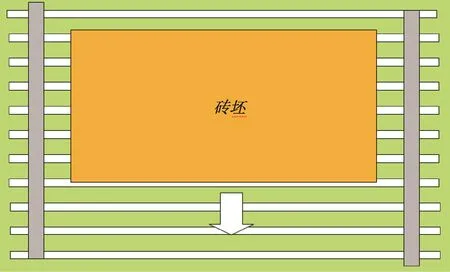
图7 横向进砖示意Fig.7 Sketch-map of horizontal transmission of brick
2.4 降低产品能耗
烧成工序是陶瓷生产的必经流程,辊道窑是制造建筑陶瓷的核心装备。该项目技术装备围绕流体力学、传热学和燃烧技术等原理,通过开发接力回收窑炉冷却余热系统、烟气换热装置,实现余热高效回收和循环利用,提高热利用效率;优化宽体辊道窑的耐火保温结构和技术,提高保温效果,显著降低窑体散热;通过风/气精准比例控制技术、节能型蓄热式燃烧组合结构系统性地增强了烧成温度场稳定性,提高了烧成质量。通过余热循环利用、窑炉高效保温、高效烧成实现降耗,使陶瓷生产更加节能、环保和绿色化。
3 陶瓷岩板高温烧成装备实例
国内典型的高端品牌用户:广东***有限公司,投产日期:2020 年。

图8 纵向、横向进砖时辊棒支撑示意Fig.8 Sketch-map of rolling bar motion in both vertical and horizontal transmission of brick
3.1 主要参数
窑炉长度为275.1 m,内宽为3.1 m,配套了公司多层自循环干燥器。整个过程运行顺畅、合格率高、综合燃耗低。
(1) 窑炉设计参数
参见表1。
(2) 实际使用参数
该项目的日产量实际上超过了9000 m2(烧后单位重量为14.53 kg/m2),产品耗气量为1.25 Nm3天然气/m2砖,烧成单位热耗为714 kcal/kg瓷(或102.01 kgce/t瓷)。
与现有同类产品相比,节省燃料的幅度超过了15 %,参数见表2。
3.2 重要创新点
3.2.1 节能技术结构
(1) 研究出节能型蓄热式燃烧组合结构,解决了窑内空气过剩系数大、能耗高的问题
受急冷区的热风流到烧成区、辊孔四周、观火孔漏风、烧嘴燃烧后存在过量空气等因素的影响,窑内烟气中的氧含量一般在8 %以上,导致空气过剩系数大,不仅浪费了较多的燃料(多余的空气也将被加热到窑内温度),而且废气量多也增加了排烟风机功率。公司技术人员通过改变烧嘴、烧嘴砖与窑墙配合方式及空气、燃气混合结构,第1 次燃烧给予少量空气,让燃烧产物中存在一定的过剩燃气。然后,对窑内蓄有大量热能的烟气中的氧含量回收后,再与燃烧室喷出的火焰进行燃烧加温,将窑内高温区的氧气含量持续控制在3 %—5 %以下,从而达到节能3 %的目的。该烧嘴具有燃烧速度快、射程远等特点,不仅可以缩小窑内截面温差,减少砖坯色差、变形等缺陷,还能够提高烧成合格率,见图9、图10。
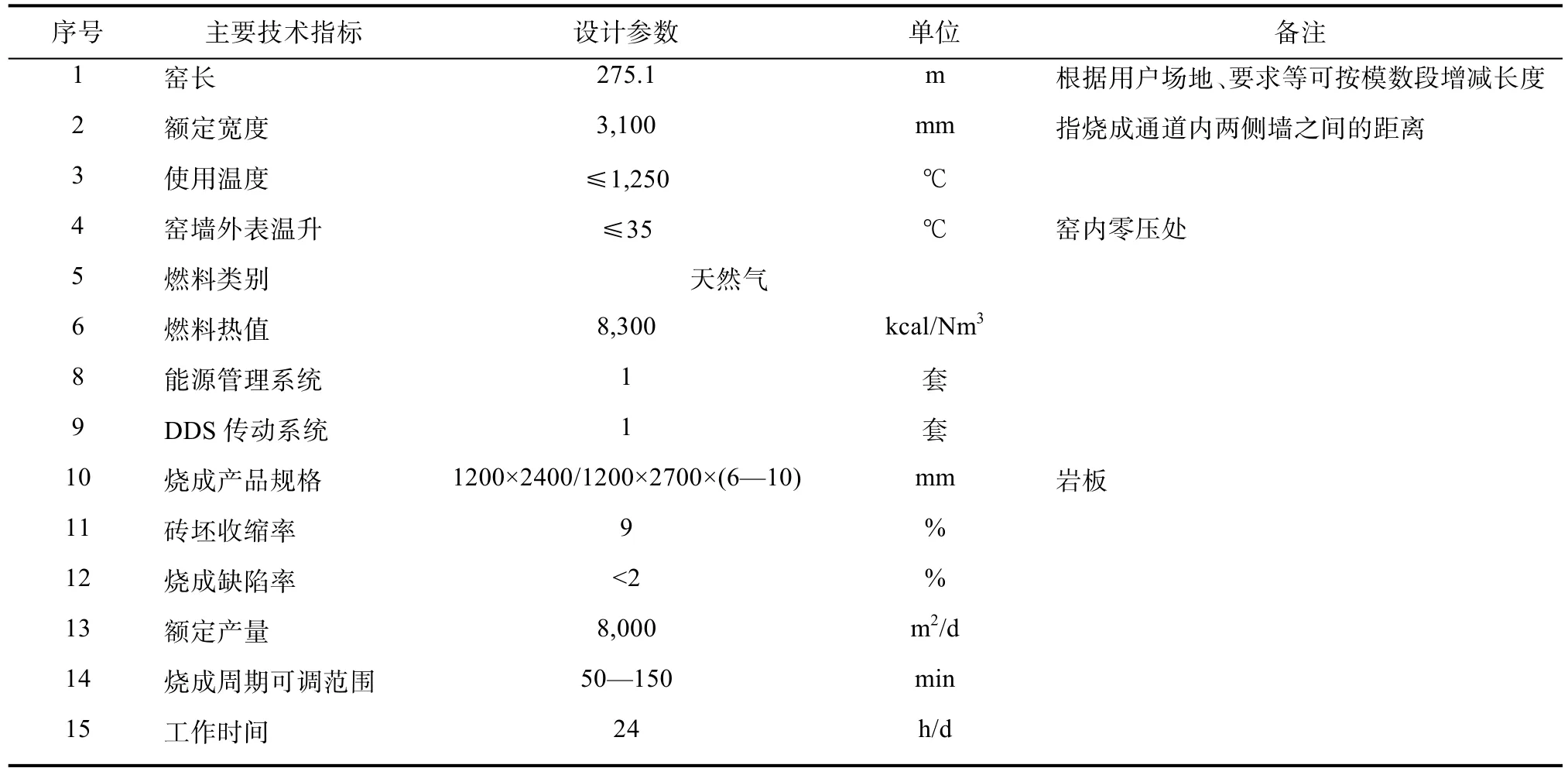
表1 项目窑炉设计参数Tab.1 Kiln design parameters
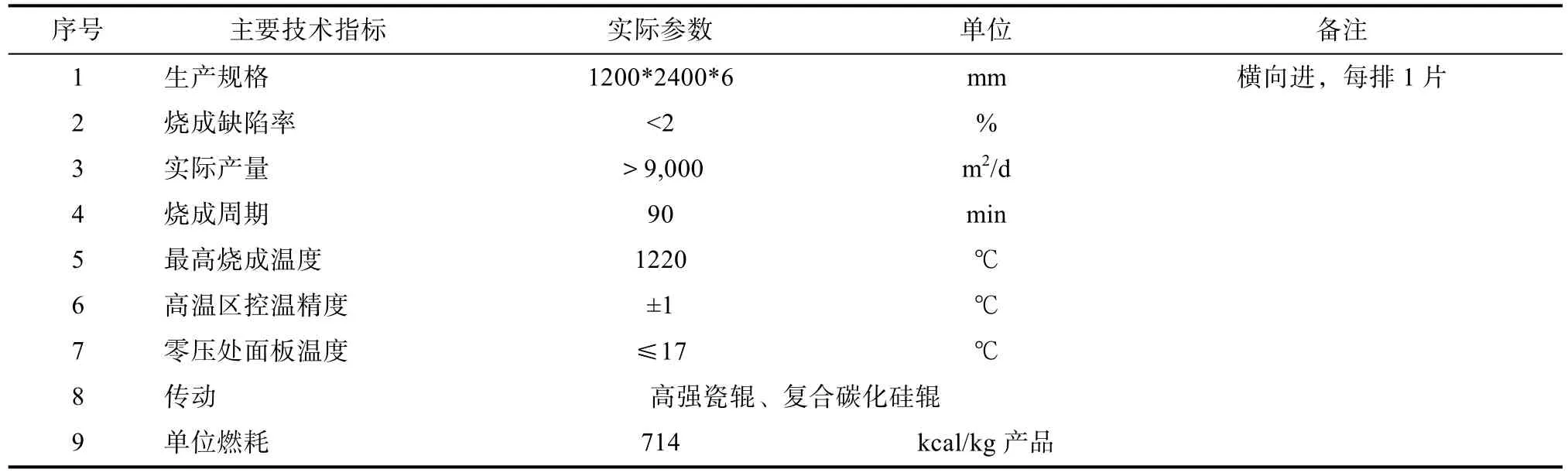
表2 项目窑炉实际使用参数Tab.2 Parameters in kiln application
而国内窑炉公司没有这样的结构和技术,高温区窑内的氧含量超过了8 %,有的在12 %以上。空气过剩系数大、单位能耗高。
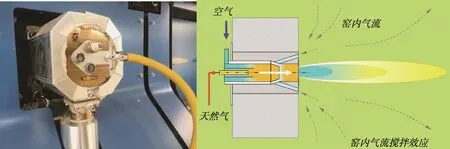
图9 蓄热式燃烧组合结构Fig.9 Conjoining structure of heat accumulating firing

图10 窑内氧含量测试Fig.10 Oxygen content testing in kiln
(2) 研发出高效接力回收冷却的余热系统,实现了冷却热风“零排放”,节能且无热污染
将窑炉末端热风送到缓冷区、急冷区经过多级接力加热后,回收的热风再分别用于助燃、坯体干燥,节能明显,并实现了零排放,如图11 所示。
而不少新建窑炉只能利用少量余热,并将尾冷区80 ℃—100 ℃左右的大量热风直接排入大气,造成浪费和热污染。有些企业尽管全部回收了余热,但无法保证燃烧、烧成稳定性,应用结果不好。

图11 窑炉冷却余热回收系统Fig.11 Kiln after-heat recycling system in cooling process
(3) 研究出分区精准控制的燃烧技术和结构,解决了烧嘴风、气配比混乱的问题,使不同温区的每组烧嘴燃烧状态基本一致,气氛、温度更均匀,也更省燃料。
本项目研究出不同功率的烧嘴,根据温度曲线进行分区安装,同时在每支烧嘴风、气入口增加节流装置。即使因管路、阀门、拐弯等情况导致风、气量波动,在节流装置的作用下,仍然能够保证同一区进入每支烧嘴的风、气量基本一致,从而保持燃烧稳定。此外,按照温度高低对每区燃气电动阀位的范围进行限制(有些区不能开到100 %,也不关到最小点火位),即使窑内温度出现大幅波动,燃气量也不会急剧增减。通过“面对点、点对点”的精准控制,实现了每支烧嘴都能节省燃料,同比可以节约2 %,如图12 所示。
国内窑炉公司的每支烧嘴功率、结构基本一致,一般由电动阀控制燃气,而助燃风压是相对固定的。即不管窑内温度、燃气阀位如何,每支烧嘴的风量变化不大。使用过程中,燃气量大的,存在燃烧不完全的情况;开得小的,则会出现空气过剩。由于窑内温度处于动态之中,燃气量实时变化。如果通过人力对每支烧嘴进行调整,耗力费时且难以做到。这种燃烧系统的设计、配置处于“粗放”状态,风、气比例和温度、气氛波动大,导致燃烧不稳定且燃耗偏高。
图12 分区精准控制燃烧结构Fig.12 Firing structure in district under control
(4) 开发出适应岩板辊道窑的热管式换热器,将烟气的热量回收利用,减少了热污染、降低了生产过程燃耗,参见图13。

图13 窑炉烟气回收热管式换热器装置Fig.13 Heat-exchange facility for smoke and gas recycling with pipes
(5) 集成创新了耐火保温结构,解决了窑体外表温度过高的问题
耐材的导热系数决定了窑炉保温性能。常规窑炉墙体尽管使用了砖、棉板、棉毯等轻质材料,但外表温度仍然较高,散热大。以保温性能较好的棉板为例,在500 ℃的导热系数达到了0.135(W/m.K,下同),砖、毯的导热系数更高。而本项目根据墙体结构、温度的不同,配置了优异的保温材料,如顶部密封料在350 ℃时的导热系数仅为0.045,侧墙保温板在900 ℃时仅为0.020,底部的微孔砖在400 ℃时仅为0.085,无死角的降低了整个窑体外表温度,散热损失大幅减少。以侧壁为例,窑内 1200 ℃—1220 ℃、环境温度34.8 ℃时,公司窑炉侧墙外壁温度仅为51.4 ℃,而在同样烧成温度的情况下,其他窑炉公司外壁在70 ℃左右,参见图14。
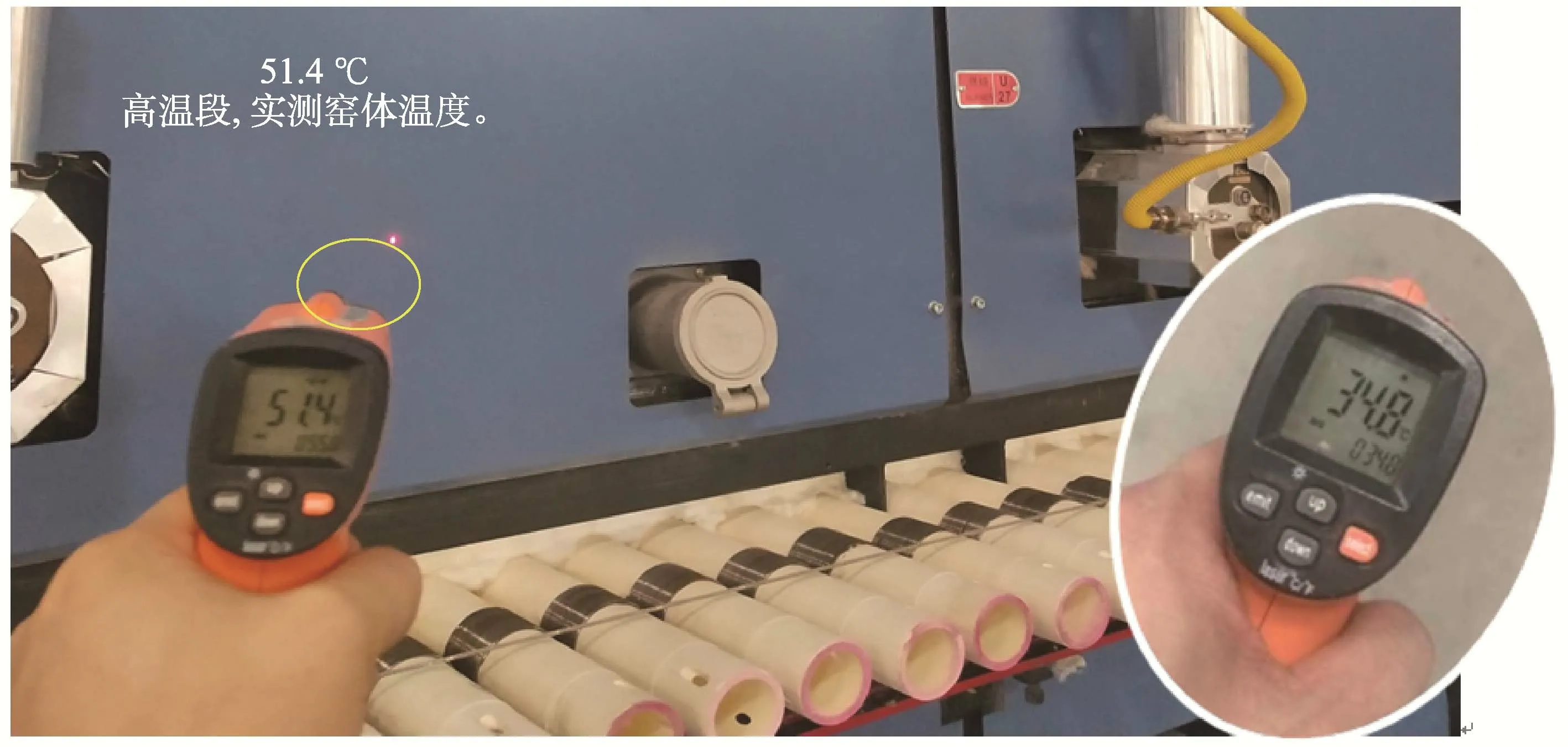
图14 环境温度34.8 ℃,侧壁温度51.4 ℃Fig.14 Outside temperature 34.8 ℃,temperature of kiln side 51.4 ℃
3.2.2 开发出冷却技术结构,消除了坯体应力、解决了冷裂问题
开发出分段、热风冷却、补偿温度的技术结构,使冷却温度曲线得到了有效控制,防止应力的产生;两侧同时供风的冷却支管、纵向换热管的设置,解决了截面和产品面的温差问题,见图15。

图15 冷却结构(部分)Fig.15 Cooling structure
3.2.3 采用横向进砖、高强辊棒等技术,解决了走砖问题,提高了烧成合格率,见图16—图18。

图16 精加工传动齿轮Fig.16 Transmission gear in refined process

图17 急冷复合碳化硅辊Fig.17 Fast cooling composite silicon carbide roller

图18 横向进砖Fig.18 Horizontal transmission of bricks
4 结 语
该项目产品已获得多项专利,尽管主要为烧成岩板而开发,但其结构技术仍然可以用于抛光地砖、内墙砖、透水砖、西瓦等各类烧成工序,具有综合能耗低、保温好、合格率高、外形美观等特点,能够降低陶瓷生产成本,减少废气排放,节约环保治理费用。
随着陶瓷岩板性能的不断提高、其应用领域也将不断扩大,相信该项目烧成装备必将获得进一步推广,促进陶瓷产业向更加节能环保的方向深入发展。
