基于热轧钢卷机器人自动喷号系统开发与应用
2021-03-08徐鸿伟
徐鸿伟
(湖南华菱涟源钢铁有限公司,湖南娄底,417000)
1 引言
随着工业机器人技术的发展,其应用变得越来越广泛,尤其是在切割、搬运、码垛、焊接、喷涂等方面应用较多[1-3]。在中国制造2025方针引导下[4-6],积极缩短我国钢铁企业在工业机器人应用上存在的差距,尤其是提升恶劣环境下工业机器人系统代替人工工作的自动化系统。例如:刘华锋等[7]研发了自动化生产线分拣站,工业机器人引入到自动化生产系统后,能够进一步提高工厂自动化水平、提高生产效率,减小劳动强度,降低人工成本。
本文针对热轧钢卷出口人工喷号标识,存在劳动强度大、出错率高、效率低以及危害风险高等问题。在满足钢卷喷号标识工艺的前提下,采用工业机器人设计集成技术研发一套工业机器人自动喷号标识系统代替人工从事钢卷喷号标识工作,整套系统各结构和功能设计合理、功能齐全,运行稳定可靠,通过现场投运表明,该系统能够自动对钢卷进行喷号标识,故障率低,稳定性优良,不仅降低了工人劳动强度、出错率极低,提高了工作效率,工人零危害风险。
2 钢卷喷号分析
2.1 工艺参数
热轧平整机为单机架四辊热轧平整,安装位置位于出口步进梁3#鞍座,钢卷卷芯与步进梁运输方向一致,钢卷外径为Φ900mm~Φ1950mm,宽度为800mm~2100mm,厚度为1.0mm~6.0mm,开卷速度≥5min/卷。钢卷参数如表1所示。钢卷如图1所示。
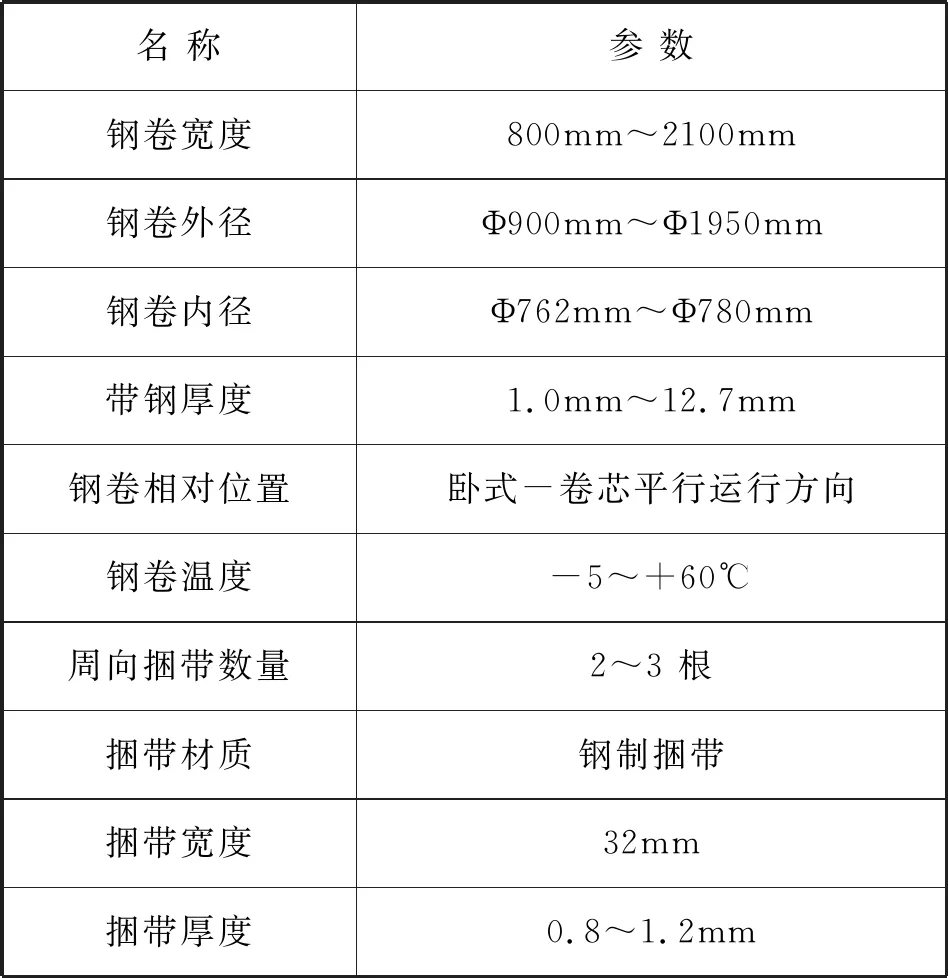
表1 钢卷参数

图1 现场钢卷
2.2 系统功能
工业机器人自动喷号系统能自动或手动提取称重数据并将数据喷到钢卷上。部分喷号参数如下:
打捆带数: 3条,间距 300mm;
喷印形式:连续书写式。(可以避开打包带位置);
喷印位置:钢卷端面和钢卷外圈;
字符数量:任意;
字符类型:
数字:0~9,26个英文字符
特殊字符: *、#、$、&、(、)、%、+、-、.、;、:、<、>、=、?、@、/、kg、【、】、、等
字符高度尺寸:60mm、80mm、100mm可选;
宽度:字符高度的2/3;
喷印字符模式选择: 4种模式选择(其中一种模式为按照大小卷自动选择字体;另外三种为三种字高(60mm、80mm、100mm)的喷印模式;
对齐方式:左对齐;
喷号行数和周期:弧面最大四行,端面一行弧面四行和端面一行时,周期≤90s,弧面三行和端面一行时,周期≤75s;
喷印介质:环保油漆。
3 系统设计与原理
3.1 设备布局
该机器人系统仿真如图2所示,自动喷号机器人设备安装出口步进梁3#鞍座旁,其中机械手、泵柜系统、喷头系统、回收装置以及控制柜安装在安全护栏内,机旁操作箱安装在安全防护栏外。该系统设备现场布局如图3所示。
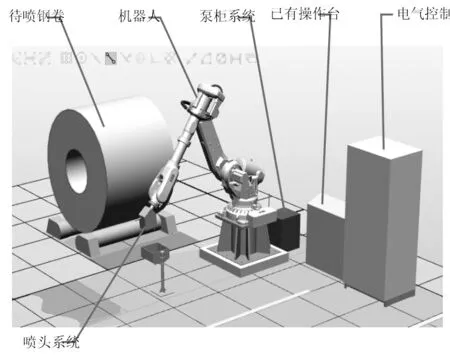
图2 机器人系统仿真图

图3 现场设备布局图
3.2 系统配置
该系统主要包括以下设备:(1)工业机器人(含控制柜及示教器);(2)泵柜与喷头系统。
3.2.1 工业机器人
根据表一参数和喷头系统等条件,采用ABB六轴工业机械手,型号:IRB6700-150/3.2。
拟选择的机械手的额定负载为150Kg,机械手末端安装的喷头重量约为17Kg,喷头重心相对于末端法兰的坐标为(0mm,0mm,220mm),机械手额定负载校核结果如图4所示。由图4可知该机械手各轴承受的静负荷在其能力范围内,而且该机械手的J6轴和J5轴的转动惯量I分别为其最大转动惯量的37%和21%,均低于其实际负荷的80%,因此,该机械手固有的设计使用寿命能够满足工况要求。
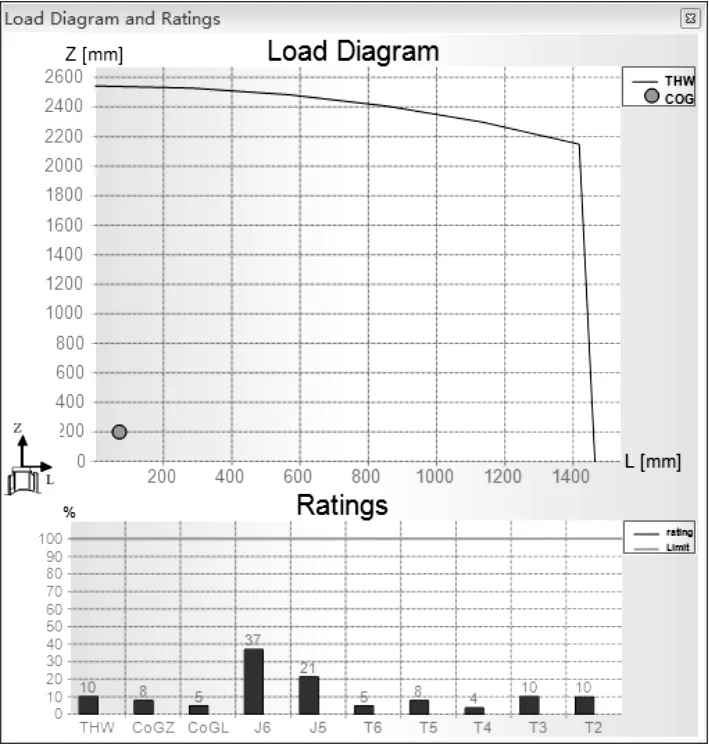
图4 机械手额定负载图
3.2.2 泵柜与喷头系统
喷头系统安装在机器人末端法兰,采用单喷头连续书写方式,具有位置检测,和碰撞保护检测功能,喷头内部通冷却风管,有效保证内部元器件的长期稳定工作,三维示意图如图5所示。泵柜系统为喷号涂料加压、控制设备,主要包含过滤器、薄膜泵、控制阀、称量检测、清洗剂和涂料管路等元器件,泵柜系统如图6所示。
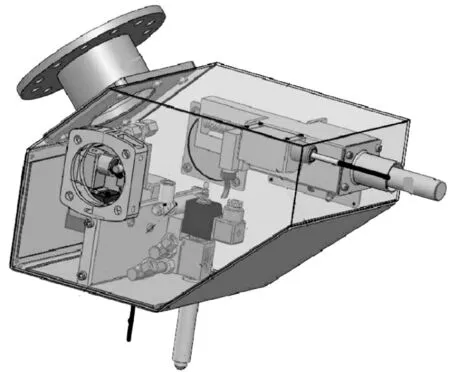
图5 喷头三维示意图
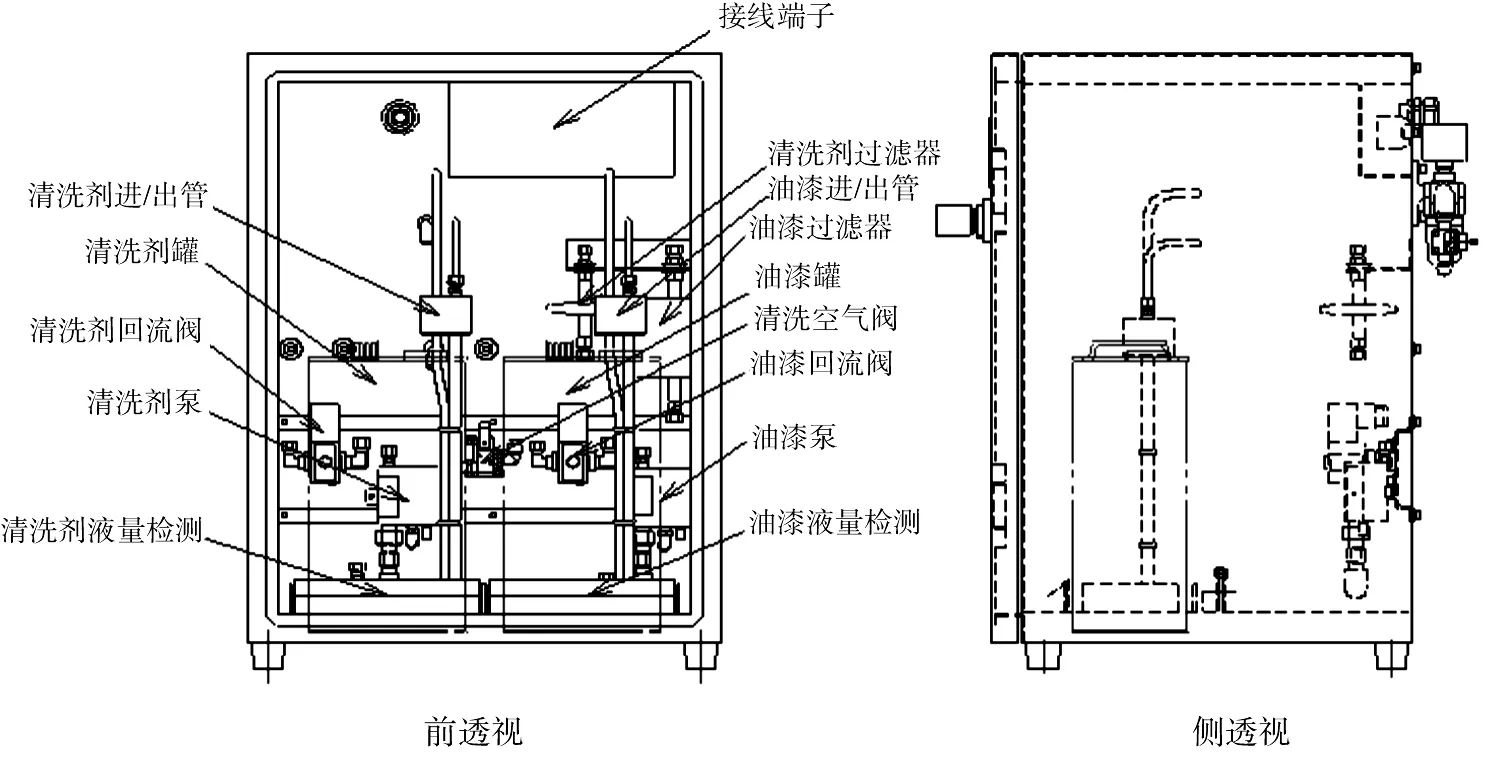
图6 泵柜系统
3.3 电气系统设计
3.3.1 电气控制系统
电气控制系统集成在电气控制柜内,是机器人喷号系统的电气和控制核心,包含三相电源的控制和分配,控制机器人运动的IRC5机器人控制柜,以及配套的西门子 PLC 控制系统,PLC 控制系统负责控制泵柜系统和喷头系统内各种阀门动作和信号处理,包括产生电气自动化连锁信号。
3.3.2 上位监控系统
上位监控用于监控机器人喷号系统喷号状态、各系统相关状态、通讯状态和相关设备报警状态等信息,以及与外界系统的通讯处理,主要包括以下功能:
(1)喷印数据选择来源:手动输入或接收L2数据;(2)上位机模式选择:分为全自动和半自动,结合机旁操作三种控制方式;(3)参数设置:包括弧面边沿距离,侧面边沿距离,弧面喷印距离,侧面喷印距离;(4)与机器人交流信号及喷印状态显示;(5)报警指示:包括机器人报警,撞击报警,探测无卷,清洗剂报警,涂料不够报警,气压报警,重号报警;(6)喷涂记录显示:可记录当前机器人喷号的所有数据,可以进行查询或插入数据记录。
3.3.3 机旁操作盒
机旁操作盒用于就地手动控制,主要用于对机器人喷号系统前期调试和更换涂料时方便现场作业,也可用于在喷号系统非严重故障状态时的纯手工操作。按钮布置如图7所示。

图7 操作盒按钮布置图
3.3.4 安全护栏
机器人喷号系统整个工作区域用安全护栏隔离,并装有安全门锁(含安全门锁及报警灯)。在机器人动作过程中,按下操作面板上“暂停”按钮或打开防护门,机器人立即停止,不再执行任何动作和指令,直至按下“暂停复位”按钮,机器人继续当前动作指令和轨迹,直至完成预设动作。维护人员通过安全门进入护栏内,只要防护门未关闭好,且未按“ 暂停复位”按钮复位,机器人无法再次动作。
3.3.5 系统控制原理与流程
机器人喷号系统控制拓扑如图8所示。喷号系统 PLC 系统采用硬接线 I/O 的方式与操作箱、机器人控制柜、泵柜、各种限位和连锁开关等信号进行通讯联锁控制。同时监控平台通过以太网与机器人喷号PLC、平整L1、L2进行通讯,获取机器人喷号系统状态和报警信息,以及相关钢卷、平整步进梁和打包机捆带信息,信息和控制指令发送喷号PLC系统,喷号PLC通过PN与机器人进行通讯。机器人和泵柜执行喷号动作。

图8 机器人喷号系统控制拓扑图
喷印系统分机旁手动和远程控制两种方式,其中远程控制又分为全自动和远程手动,机旁手动为在现场操作盒直接进行手动喷号操作,远程手动为人工在喷号监控画面上手动输入需喷印内容,发送喷号系统手动执行,全自动为从平整L1、L2系统中获取喷印信号及数据自动执行喷号操作,无需人为干预。以全自动方式为例。喷号流程如图9所示。

图9 喷号作业流程图
4 实施效果
该机器人自动喷号系统的开发和应用,现场投运表明,所设计的喷头系统、泵柜系统、电气控制系统、监控系统能够满足该机器人自动喷号工作,实现了对钢卷的自动喷号标识,出错率为0,文字清洗美观,喷号效果如图10所示。能够满足生产节奏需求,达到了预期的效果。

图10 喷号效果图
5 结论
采用工业机器人集成设计技术,所研发的工业机器人自动喷号系统替代人工从事钢卷喷号标识工作,该系统设计合理,可自动喷号,喷号稳定可靠,文字清晰,从而降低了工人的劳动强度、提高了喷号效率,出错率接近零为以及降低了工人的危害风险。该机器人自动喷号系统可广泛应用于板材、型材等喷号标识工序上,能够对工业机器人的开发与应用起指导和参考作用。