有机固体废弃物热化学制氢研究进展
2021-03-08王博宋永一王鑫孟庆强张彪赵丽萍吴斯侃
王博,宋永一,王鑫,孟庆强,张彪,赵丽萍,吴斯侃
(1 中国石油化工股份有限公司大连石油化工研究院,辽宁大连116045;2 中国石油化工股份有限公司青岛炼油化工有限责任公司,山东青岛266580)
近年来,随着汽柴油标准不断升级、环保法规日益严苛和氢燃料电池技术快速发展,氢气的需求量逐年递增。氢能是最为洁净的二次能源,也是未来全球能源格局中的重要组成部分[1-2]。目前全球的氢气主要产自天然气(49%)、石油(29%)和煤炭(18%),仅有4%的氢气由可再生能源制得[3]。在我国,接近90%的工业用氢由煤炭而来[4]。化石燃料制氢过程会造成大量温室气体排放,这极大削弱了氢能环境友好的属性。寻找更为环保的制氢路线对未来氢能的大规模应用至关重要。
目前,全球每年产生超过20 亿吨的城市固体废弃物(municipal solid wastes, MSW),预计2050年将达到34 亿吨,如何处理这些固体废弃物成为棘手的问题[5]。在MSW中,以厨余垃圾、纸张、木材和塑料为代表的有机物占50%以上,它们都有成为制氢原料的潜力。以有机固体废弃物为原料制备氢气,对于MSW的资源化利用和氢能的大规模、清洁化发展都有重要意义。
截至目前,已有大量学者在生物质制氢、塑料制氢等有机固废制氢领域展开研究,但目前国内尚无关于有机固废制氢的综述性文章。有机固废制氢方案可分为化学法和生物法,其中化学法又可分为热化学法和其他化学法[6]。为了避免综述范围太广而深度不够的问题,本文缩窄综述范围,仅选择有机固废热化学转化制氢作为综述对象,同时加深讨论深度,总结前人的研究,对该领域的原料处理、技术方案、催化剂、吸附剂、技术经济分析、生命周期评价和生态风险评估等方面进行系统地总结和评述。本文注重工业化生产,重点聚焦近年来的新发现、中试装置和大型工业示范项目。本文的最后对有机固废热化学制氢发展过程中需要克服的问题进行讨论,并对该领域未来发展作出展望。
1 原料特性及预处理
1.1 原料特性
MSW 的组成复杂,且来自不同国家和地区的MSW 组成差异巨大。在发达国家和地区的MSW中,厨余垃圾(32%)、纸张(25%) 和塑料(13%)占据绝大多数;而在发展中国家和地区,厨余垃圾占比高达56%,纸张(7%) 和塑料(6%)所占比例有所减少。除上述有机物以外,玻璃、金属以及其他无机物占MSW 的22%~30%[5]。表1总结了几种典型有机固废的工业分析和元素分析结果。由表1 可知,典型有机固废的H 含量为4.38%~14.96%,C 含量为38.64%~84.14%,挥发分含量为59.59%~99.97%(质量分数,余同)。Qiao等[7]对混合有机固废进行分析,发现其挥发分含量为84.55%,C含量为53.76%,H含量为8.77%。上述结果表明,有机固废均可通过热解、气化等热化学方法生产富氢气体。
在有机固废中,塑料和橡胶由石化产品聚合而成,它们拥有较高的C、H 含量和较低的O 含量,因此这些废弃物在热化学作用下解聚、重整并生产富氢气体的潜力更大。在混合废弃塑料中,C和H的含量高达80%和15%,而O含量仅为4%[8]。值得注意的是,聚氯乙烯塑料(PVC)中含有较多的Cl元素,其在高温下分解会产生大量含Cl 气体,这些气体会降低H2产率,并给H2的分离和提纯增加额外的成本,其中的二英还会给环境和人体健康造成较严重的危害。因此在使用热化学方法处理含PVC废弃物时要尤其重视尾气处理工作。

表1 几种典型有机固体废弃物的工业分析和元素分析(质量分数) 单位:%
1.2 原料的预处理
在MSW中除有机物外,还存在一定量的玻璃、金属等不适合热化学处理的无机物。这些无机物会增加热处理过程能耗,并对反应设备造成一定影响。有机固废在进入反应器前,其粒径、水分含量、灰分含量等通常也要满足一定的要求。综上,在热化学转化前对MSW 进行预处理至关重要。图1 展示了一种MSW 的分选工艺流程[14]。MSW 经过一系列的破碎、筛分、风选和磁选,被分选成不同的组分,其中的塑料、可燃物和有机质均可以作为制氢原料。2019年7月1日,我国在上海试点强制生活垃圾分类,并逐步将该政策推广至全国。从源头进行垃圾分类将缩减MSW 分选的工艺流程,降低有机固废制氢等固废资源化利用领域的生产成本。与垃圾分类政策相匹配的一系列固废资源化利用技术在未来将迎来快速发展。
除了上述预处理工艺外,还有部分学者研究了更为复杂的化学法预处理工艺和非常规法预处理工艺,其目的是通过一系列手段改变原料的结构和性质,从而影响其热化学转化后的产物分布。目前这些较为复杂的预处理研究多集中在生物质热转化领域,主要包括酸洗脱灰、臭氧分解、离子液体增溶、脉冲电场处理、电子束轰击、γ 射线照射等[15-19]。通过上述手段对原料进行预处理在一定程度上可以优化热转化后的产品组成,但同时也会增加成本。在未来工业化的有机固废制氢工艺中,原料的预处理手段首先要与制氢工艺相匹配,使经过处理后的原料性质可以满足工艺和设备的需求,而是否采用更为复杂的预处理手段,则需要通过技术经济分析、安全环保分析等方法具体判断。
2 有机固体废弃物热化学制氢技术
2.1 常规热化学转化制氢技术
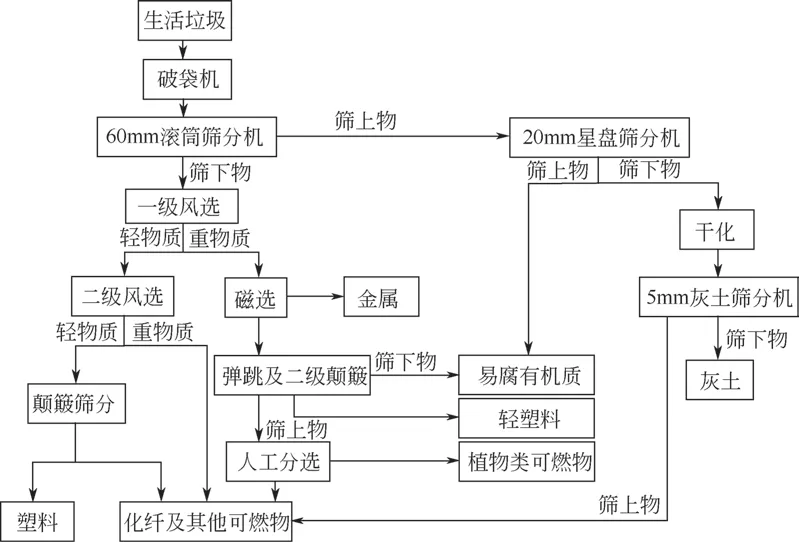
图1 MSW分选工艺流程
常规热化学转化制氢技术是指有机固体废弃物在热化学作用下转化为富氢的合成气,然后通过一系列变换和分离技术增产H2,并将CO等杂质气体分离,最终得到纯净H2的过程。根据热处理的温度以及是否存在气体介质,热化学转化法又可细分为热解法和气化法。仅通过单纯的热解和气化过程得到的H2产率较低,因此在实验室研究和工业生产中,通常会增加后续的重整和水蒸气变换工序,来提高H2的产率。图2展示了有机固体废弃物常规热化学转化制氢的技术路线图。
2.1.1 热解制氢
有机固废在隔绝氧气的条件下受热分解的过程称为热解。经热解后有机固废会分解为气、液、固三相产物,产物的性质及产率与热解条件和原料性质密切相关。Rolando 等[20]利用下落床反应器进行生物质热解实验,考察了热解温度对产物的影响。实验结果表明,热解温度对H2产率有较大影响,当热解温度由1073K 升至1273K 时,气体产率由71.2%升至83.0%,气体中H2的体积分数由16.8%升至34.0%。热解的停留时间对产物分布也有较大的影响,通常来说延长停留时间会增加气相产物和固相产物的产率,从而提高制氢效果。杨帆等[21]采用自垃圾中转站收集来的有机固废作为原料,在自行设计的连续进料外热式催化热解实验装置上进行了城市生活垃圾催化热解制氢实验研究。研究结果表明,在原料中添加适量的催化剂进行原位催化热解可显著提高产气量以及气态产品中H2的含量。其中以纳米NiO/γ-Al2O3为催化剂、催化剂添加量为原料质量的5%、热解温度900℃、进料螺旋转速30r/min 时,产氢效果最佳,此时的气体产量为1.25L/g原料,气体中H2的体积分数为56.8%。除原位催化热解外,还有学者研究了针对热解挥发分的异位催化热解制氢过程。Huo等[22]在固定床反应器上考察了低密度聚乙烯(LDPE)的热解制氢性能,其中热解产生的挥发分经过活性炭和MgO 组成的床层进行异位催化反应和吸附。实验结果表明,当热解温度为500℃,催化剂与原料的质量比为2∶1,催化剂中活性炭与MgO的质量比为1∶1,且挥发分首先经过MgO 床层,再经过活性炭床层时,制氢效果最好,此时气体质量收率为23.9%,气体中H2的体积分数超过90%。
然而,仅通过一步热解反应,产氢量比较低,同时热解产生的焦油比较黏稠,极易堵塞管道影响反应的进行。热解-重整技术可以较好地解决上述问题,其原理是利用水蒸气和催化剂对热解产生的挥发分进行二次高温处理,在二者的共同作用下,大分子量的物质裂解成小分子量的气体,从而提高H2的产率,抑制焦油的生成。在过去的数十年,通过热解-重整手段将有机固废转化为富氢气体的研究逐渐被重视。
姚丁丁等[23]以高密度聚乙烯(HDPE)、聚丙烯(PP)和聚苯乙烯(PS)的混合物为实验原料,利用两级固定床实验装置进行废塑料热解-重整制备富氢气体的研究。其中一级反应器为热解反应器,温度500℃;二级反应器为催化重整反应器,温度850℃。实验结果表明,在不引入催化剂的情况下,合成气产率为87.17mmol/g原料,H2的产率为55.85mmol/g原料。在引入负载Ni 的ZSM-5 分子筛作为重整催化剂时,产氢效果明显提升。当Ni 的负载量为10%,ZSM-5 分子筛硅铝比为30 时,催化效果最佳,此时合成气产率为100.72mmol/g原料,H2的产率为66.09mmol/g原料。Erkiaga 等[24]利用喷动床反应器(spouted bed reactor,SBR)和固定床反应器串联的反应系统对HDPE进行热解-重整制氢实验。结果表明,在最佳反应条件下,气相产物中H2的体积分数为81.5%,该浓度低于气化-重整方案。实验过程中固定床重整反应器内生焦严重,大量的焦炭堵塞了固定床床层,阻碍了挥发分的通过。塑料等高聚物在高温下极易发生熔融和团聚,形成的黏稠液体会造成床层板结。采用颗粒循环剧烈的SBR 可以在一定程度上缓解这个问题。近年来,SBR用于生物质、废弃塑料、废旧轮胎等有机固废的热解得到越来越多学者的重视,开发高效SBR将是未来固废资源化利用,特别是废弃高聚物资源化利用的重点研究方向之一[24-26]。

图2 有机固废常规热化学转化制氢技术路线
生物质能是一种环境友好、储量巨大的可再生能源,木质生物质也是有机固废的重要组成,以生物质为原料制取富氢气体具有良好的发展前景。Arregi等[27]使用松木作为实验原料,采用热解-重整工艺进行制氢研究,其中热解反应器为SBR 反应器,热解温度为500℃,重整反应器为流化床反应器,挥发分在Ni 基催化剂作用下进行水蒸气在线重整,重整温度为550~700℃。研究结果表明,当重整温度为600℃、蒸汽与原料质量比为4、质量空速为30min-1时,产氢效果最佳,此时H2的产率为117g/kg原料。Arregi 团队还对该系统的反应动力学进行模型拟合,结果表明,当重整温度为600~700℃,催化剂装填量为0~12.5g时,利用该动力学模型可以较好地预测反应2h内产物分布情况[28]。
目前,以生物质、废弃塑料、废弃橡胶以及它们的混合物作为原料进行热解-重整制氢实验已经被广泛研究,但是这些研究都集中于实验室级的小试实验,有关有机固废热解-重整制氢的中试研究和商业示范项目还鲜有报道。限制实验放大的主要因素是重整催化剂的性能无法满足商业要求。有机固废热解的挥发分成分复杂,含氧量高且极易聚合,这导致重整催化剂在几分钟至几小时内就会因结焦而失活。对重整催化剂再生时,高温又极易导致催化剂烧结而永久失活。开发高效、廉价、稳定且抗烧结的重整催化剂,是未来有机固废热解-重整制氢技术工业放大需要解决的关键技术问题。热解反应器的选型和设计在工业放大时也需要重点考虑。实验室的小试研究多采用有机固废的模型化合物作为原料,此时原料组成、性质较为单一。但若采用真实的混合有机固废作为热解原料,原料的组成和理化性质将变得复杂,此时就需要热解反应器能够保证器内传热传质均匀,防止出现较大的温差。
2.1.2 气化法制氢
气化是指在高温及存在气化介质(氧气、空气、水蒸气等)的条件下,有机组分与气化剂反应转化为可燃气体的过程。气化时,原料首先被干燥,表面及内部的水分被蒸发出来;随着温度的升高,原料发生热解反应,析出包括H2在内的可燃气体和分子量更大的挥发分;当温度升高至气化温度时,挥发分和未反应的焦炭与气化剂发生复杂的气化反应,包括Boudouard 反应、水煤气反应、甲烷化反应等,并生成更多的气体组分。氧气、空气和水蒸气是最常用的气化剂,采用氧气作为气化剂时,H2的产率最高,但制备纯氧的能耗和成本也较高;采用空气作为气化剂时,空气中大量的N2会稀释H2,增加后续气体分离的成本和负担;采用水蒸气作为气化剂制氢是目前研究的热点[29]。
与热解法制氢相比,气化法制氢的工业化脚步更快。20世纪90年代,Wallman等[30]就提出了使用德士古公司成熟的成套气化技术进行固废气化制氢的构思,该技术的工艺流程如图3所示。固废首先进入转筒热解炉中与热砂混合进行初步热解,热解温度为500℃。经过预热解的原料与水混合,以浆态进入气流床气化反应器内发生气化反应,气化温度为1300℃,气化压力为40bar(1bar=105Pa),气化剂为纯氧。铁、铜、铬等不可挥发的金属杂质作为炉渣从反应器底部排出,气化产生的气体依次经过气体净化单元、水煤气变换单元和气体分离(PSA)单元,以除去杂质气体,增产H2并将其分离。本研究定义热转换效率为H2产品的高位热值与原料高位热值的比值。结果表明,采用典型城市固废进料时,热转换效率约为44%;当采用塑料、橡胶等高聚物进料时,热转换效率可升至60%~70%。

图3 固体废弃物气化制氢工艺流程
欧盟于2012 年至2016 年发布了有关生物质气化制氢的UNIfHY 项目,其目标是整合过去一段时间欧盟在生物质气化制氢领域的研究成果,并尝试从中试规模和工业生产规模验证生物质气化制氢工艺和设备的可行性[31]。在该项目的支持下,研究者分别建立了0.1MWth和1MWth的生物质气化制氢装置。该气化装置采用木屑为原料,水蒸气为气化剂,气化温度为800~900℃。生物质原料直接气化产生富氢合成气,合成气依次经过净化单元和WGS 单元,以脱除气体中的焦油等杂质组分并增产H2,最后通过PSA 单元分离H2。该系统的H2热转换效率可达50%[32]。
在气化过程中引入催化剂或吸附剂可以强化产氢效果。孙宁等[33]以松木屑为实验原料,进行了原位催化气化制备富氢燃气的实验。实验采用自制Ni 基复合催化剂Ni-CaO 与松木屑均匀混合,在固定床反应器中进行催化气化。结果表明,催化剂的加入明显提升了松木屑气化产氢性能,当催化剂与原料的质量比由0 增加至1.5 时,气体产物中H2的体积分数由45.58% 增至60.23%,H2产率由38.80g/kg原料增至93.75g/kg原料;当催化剂与原料的质量比继续增加时,气体中H2的体积分数和H2产率变化不再明显。Zhang等[34-35]利用一套气化-催化重整装置进行了有机固废的气化产氢实验,该装置如图4所示。纸张、塑料、橡胶和织物的混合物首先通过给料螺旋进入流化床气化反应器中发生气化反应,气化剂为水蒸气和氧气,载气为氮气,气化温度为850℃;气化后的粗合成气被载气携带至固定床重整反应器,在850℃下与负载在碳上的Ni基催化剂发生催化重整反应。结果表明,经催化重整后的合成气H2/CO 显著提高,焦油含量显著降低,在催化剂中掺杂适量的Ce元素可以提升催化效果。当催化剂的Ce/Ni物质的量比为0.25,NiO与C的质量比为15%时,催化效果最佳,此时合成气中H2/CO 为2.57,气体中焦油含量为15.32g/m3。王晶博等[36]以含水城市生活垃圾作为原料,利用其本身含有的水分在高温下形成的水蒸气作为气化剂,进行了城市生活垃圾原位水蒸气气化制备富氢燃气的研究。该实验在原料中添加适量的CaO,以吸附气化过程中产生的CO2。实验结果表明,当CaO与垃圾中C 元素的物质的量比为1.5、反应温度为750℃、原料含水率为39.45%时,H2的产率最高,为31.56g/kg原料。原料的含水率过高或过低,都会对制氢过程产生不利的影响。
相较于热解制氢工艺,气化制氢工艺更加成熟,产氢率更高,技术综合评价研究也表明气化制氢工艺更具优势[37]。能耗较高和气体中携带焦油是有机固废气化制氢面临的两大难题。气化过程发生大量强吸热化学反应,而有机固废的能量密度通常较低,这就需要外界提供大量的热量才能够使气化反应发生,而气化过程产生的焦油会造成催化剂中毒、管路堵塞、氢气品质降低等一系列问题。目前国内外的学者已经开展大量脱除焦油方面的研究,开发高效长寿命的焦油裂解催化剂和开发高温气化工艺是未来解决焦油问题的两大重要途径。我国已有大量学者针对有机固废气化制氢工艺开展研究,但这些研究多集中于实验室规模,有关有机固废气化制氢的中试研究和商业示范项目尚未见报道。在未来,我国应借助“十四五”发展规划和城市垃圾强制分类等一系列利好政策,整合实验室取得的成果,结合煤气化制氢领域成熟技术,加快进行有机固废气化制氢的中试研究,以促进有机固废气化制氢的工业化发展。
2.2 新型热化学转化制氢技术
为了解决传统热化学转化工艺存在的不足,在传统工艺的基础上陆续衍生出了一系列新型热转化制氢技术,其中最具代表性的是超临界水气化(SCWG)制氢、高温等离子体制氢和微波/微波辅助热解气化制氢。

图4 有机固废气化-重整制氢装置示意
SCWG 制氢技术是指在水的超临界状态(T>374.2℃,p>22.1MPa)下,有机固废与水发生催化气化反应制备富氢气体。与传统的气化工艺相比,SCWG 制氢工艺的气化率可达100%,产物不含焦油,H2的体积分数可超过50%,同时产生的气体压力较高,更便于储存和运输。对于生物质和厨余垃圾等含水量较高的有机固废,SCWG工艺可以省略干燥环节,直接湿物料进料。目前德国、荷兰和美国已经分别建立起三套SCWG 制氢的中试装置,而有关SCWG 制氢的商业示范项目还未见报道[38-39]。SCWG 制氢工艺被认为是最具潜力的新型热转化制氢技术,但投资和操作成本高,超临界状态难控制,催化剂难以回收利用,设备易发生腐蚀和氢脆等一系列问题限制了SCWG 制氢技术的发展。
高温等离子体制氢是指有机固废在等离子体的作用下发生复杂的均相和非均相热分解反应从而产生富氢气体。常见用于热解的等离子体发射器有直流/交流电弧等离子体系统、射频等离子体系统和微波等离子体系统等。等离子体的温度极高,在直流电弧等离子体系统中,等离子体体焰中心温度可超过30000K,平均操作温度高达5000K;在射频等离子体系统中,中心通道温度可达6000K。极高的温度有助于焦油的裂解,同时等离子体作为重整剂可以促进有机固废中烃类的分解,因此在高温等离子体制氢中,碳的转化率较高,产物中基本不含焦油[40-42]。等离子需要通过电弧放电产生,该过程能耗很高,因此高温等离子体在处理如医疗垃圾、冶金废弃物等有毒有害固废的特殊场合具有一定的优势,此时成本不作为首要考虑因素,但是在更多情况下,高投资、高能耗限制了高温等离子体制氢的工业化发展[43]。
微波热解气化制氢是指以微波作为热源或辅助热源的热解气化过程。在微波的作用下,有机固废分子由杂乱无章的状态转变为有序的高频振荡,分子的动能转化为热能。与常规加热方式相比,微波加热为“体加热”形式,微波可以穿透有机物整体,加热过程中原料内外不存在温差,可以同时达到目标温度。具有不同介电损失能力的物质与微波的耦合能力不同,因此混合原料中不同组分在同一微波场中可以出现不同的升温效应,该特征有利于对混合物料进行选择性加热[44-45]。但微波的产生需要消耗大量的电能,且相较于传统加热方式,微波加热的理论研究依然不够深入,这些问题限制了微波热解气化制氢的发展。
2.3 催化剂和吸附剂
有机固废通过单纯的热化学转化,H2的产率较低,且仅通过调控反应参数来强化制氢的效果有限,同时碳转化率低和携带焦油的问题也限制了有机固废热化学转化工艺的发展。为解决上述问题,学者们在热转化过程中引入了合适的添加剂,以达到强化制氢、提高碳转化率和裂解焦油的效果。根据化学反应形式的不同,这些添加剂可被分为催化剂和吸附剂两类。
2.3.1 催化剂
目前有机固废热化学转化过程使用的催化剂可分为如下几类,即天然矿石类催化剂、碱金属类催化剂、Ni 基催化剂和复合型催化剂,其中Ni 基催化剂因其具有良好的裂化效果且在石油炼制领域已成功商用而被学者重视[46]。在2.1.1 节和2.1.2 节中已经介绍了几类用于催化热解、热解-重整和催化气化过程的Ni 基催化剂,实验结果显示它们均起到了较好的催化效果。寿命和稳定性是限制Ni 基催化剂应用的首要因素。与石脑油相比,有机固废热化学转化的产物组成复杂,含氧量和含水量高,分子量分布范围广,更易结焦,上述因素造成了目前的商用裂解催化剂在催化有机固废热解时极易失活。载体的类型影响催化剂的稳定性,Santamaria等[47]以松木为原料,在喷动床-流化床串联的反应系统中考察了不同金属氧化物载体对Ni 基催化剂抗积炭性能的影响。结果表明,载体对催化剂的稳定性影响较大,催化剂综合性能的排序为Ni/Al2O3>Ni/ZrO2>Ni/MgO>Ni/TiO2>Ni/SiO2。开发适用于有机固废热解条件下的抗积炭、高活性、高稳定性、长寿命的催化剂是催化热转化大规模商业应用的基础。
2.3.2 吸附剂
吸附强化蒸汽重整(SESR)制氢技术是强化有机固废热化学转化制氢的新型技术,其特点是采用固体吸附剂在高温下对CO2进行原位脱除,以改变反应平衡,最终达到提高碳转化率、提高H2产率并减少CO2排放的目的。在SESR中,固体CO2吸附剂的选择至关重要。一种优异的CO2吸附剂应该具有以下特点:①新鲜吸附剂具有合理的孔径分布、较大的孔体积和较多的活性表面;②在反应温度下吸附剂对CO2的吸附容量和吸附选择性较高;③经过多次吸附-脱附循环后,吸附剂仍保持较高的吸附活性;④吸附剂具有较强的机械强度。目前被广泛研究的固体CO2吸附剂有Ca 基吸附剂、水滑石基吸附剂、锂基吸附剂和双功能催化吸附剂[48]。在上述吸附剂中,Ca 基吸附剂因其价格低廉、理论吸附值高、吸附温度与原料热转化温度重合和易于再生等优点,成为最具前途的CO2吸附剂。林启睿等[49]利用纳米Ca 基吸附剂进行了生物乙醇重整制氢的实验研究。结果表明,在最佳反应条件下,乙醇的转化率为90.5%,气体产物中H2的体积分数为98.2%。Wu等[50]在生物质化学链气化制氢过程中加入了CaO吸附剂,结果也表明,CaO可以显著提高H2产率。
SESR 工艺通常会同时引入催化剂和吸附剂来增产H2,但是简单的机械混合会导致两种材料寿命不匹配、催化剂和吸附剂之间传质阻力大等问题。制备兼具吸附功能和裂解功能的双功能吸附剂,将催化剂和吸附剂结合在同一颗粒中,可以较好地解决上述问题,并可通过协同效应提高H2产率。Dang 等[51]通过共沉淀法合成了一种Ni-Cu-Ca-Al的双功能吸附剂并用于甘油重整制氢实验,其中Ni作为催化活性组分,CaO作为CO2吸附剂,Al和Cu 作为助剂。实验结果表明,在最佳的反应条件和最优的吸附剂组成下,气体产物中H2的体积分数超过97%,CO 体积分数低于30×10-6,吸附剂可以稳定循环10个周期。Chai等[52]合成了一种新型的Ni-CaO-C 催化吸附剂,用于强化聚乙烯(PE)和松木的共气化制氢过程。实验结果表明,吸附剂的强化制氢效果优异,在最佳的反应条件下,H2产率为115.33mmol/g原料,气体产物中H2的物质的量分数为86.74%,CO2的物质的量分数仅为7.31%。开发集催化和吸附功能于一体的双功能吸附剂,并通过优化制备工艺使催化活性组分和吸附活性组分的协同效应更强,稳定性更高,是该领域未来的研究重点。
Ca 基吸附剂在使用过程中,存在实际吸附值和理论吸附值相差较大、吸附-脱附循环后吸附剂因高温烧结而性能衰减两大问题。为解决上述问题,学者提出了多种改性手段,包括:①高温预处理增强稳定性;②水合处理增强稳定性;③选择不同的前体;④添加合适的惰性支撑体;⑤添加合适的添加剂诱发晶格缺陷;⑥优化合成工艺;⑦优化吸附工艺[48,53-58]。经过上述方法处理后,Ca 基吸附剂的性能有所提升。美国辛辛那提大学的Koirala团队使用环烷酸钙作为前体,添加2-乙基己酸锆作为惰性支撑体,通过燃烧喷雾热解(flame spray pyrolysis,FSP)的手段合成了一种Ca基吸附剂。实验结果表明,经过FSP处理后前体和支撑体之间发生化学反应,生成的ZrCaO3可以极大地提高吸附剂的稳定性;当Zr/Ca=5∶10(物质的量比)时,吸附剂经过1000次吸附-脱附循环后性能没有明显的衰减[59]。目前,Ca 基吸附剂在捕集电厂烟气中CO2方面的研究较为深入,德国的斯图加特大学和达姆施塔特工业大学已成功建成使用CaO吸附火电厂烟气CO2的中试装置,其中达姆施塔特工业大学建立的1MWth中试装置连续补集CO2超过400h[60-61]。但是关于Ca基吸附剂用于有机固废SESR制氢的研究还仅停留在实验室阶段,未见相关中试研究的报道。实验室通常采用热重分析仪或小型试验装置来考察吸附剂的性能,吸附气氛多为CO2和N2按一定比例混合的模型气,重整原料多为甲苯、甲基萘等焦油的模型物,这些试验条件与真实的有机固废热转化过程还有一定的差距。在有机固废热转化过程中,焦油和气体产物成分复杂,且产物中会含有一定量的水蒸气,这些因素都会加速Ca 基吸附剂的失效。未来SESR 制氢的研究重点应是在更为贴近实际工况的实验条件下考察Ca 基吸附剂的性能,在实验室优选出最佳的吸附剂后加快进行中试研究,在解决工程问题的同时促进SESR 的工业化发展。
3 技术经济分析、生命周期评价和生态风险评估
3.1 技术经济分析
技术经济分析(techno-economic analyses,TEA)是根据经济效益优选各种技术的重要手段,目前已有大量学者针对有机固废热化学制氢领域开展技术经济分析,但这些分析多集中于生物质的热转化,对于以塑料、橡胶、MSW 等为原料的研究还相对较少。通常,研究者会以本国的货币作为技术经济分析的评价单位,为方便比较,本文通过全球经济指标数据网(https://zh.tradingeconomics.com)查阅了历年的通货膨胀率,将文献中的成本数据统一折算为2018 年的等值价格,再根据2018年不同货币间的汇率,将货币类型统一为美元表示。Wallman 等[30]曾对一套以有机固废为原料的气化制氢装置进行了经济性分析,本文在2.1.2节中对其工艺流程有详细的介绍。分析结果表明,有机固废制氢的成本与煤制氢的成本相当,为3.3USD/kg;当添加如废弃机油等高热值组分或使用富含塑料的高热值固废作为原料时,H2的成本可进一步降低,该工艺与天然气制氢工艺相比具有经济上的竞争力。Woo等[62]对生物质气化制氢系统进行了经济分析,结果表明,在考虑储运基础设施建设成本的前提下,H2的平均成本为5.5USD/kg。Salkuyeh等[63]分别对生物质流化床气化制氢和生物质气流床气化制氢两套制氢工艺进行技术经济分析,并考察了有无碳捕集系统对结果的影响,该分析假设装置寿命为30 年,平均资本成本为11%。分析结果表明,在没有碳捕集系统且不考虑生物质原料成本时,流化床气化制氢的H2平均成本最低,为0.5USD/kg;当生物质原料价格为150USD/t(干基)时,H2的平均成本增长为4.3USD/kg;当增加碳捕集系统时,H2平均成本增加0.4USD/kg。与流化床气化方案相比,气流床气化方案具有更高的热效率,但资本成本也更高,只有当生物质原料价格高于125USD/t(干基)时,气流床气化方案才更具经济上的竞争力。Sara 等[64]对前文提到的欧盟UNIfHY 项目中0.1MWth的小规模生物质气化制氢装置进行了技术经济分析,该分析假设装置寿命为20 年,平均资本成本为7%,原料成本为68USD/t。分析结果表明,气体净化单元是主要的成本来源,在不同的工艺条件下,H2产品的平均成本在8.5~11.5USD/kg 之间波动。
技术经济分析结果显示,H2的成本对原料种类、原料成本、工厂效率、技术路线、加工规模、建设投资成本和资本成本等因素较为敏感。每一项技术经济分析都针对特定的案例,因此将不同的研究结果进行横向比较具有一定的难度。综合来看,生物质制氢的H2成本略高于化石燃料制氢,但和风能制氢、核能制氢、光伏发电制氢等新能源制氢方案相比,生物质制氢的成本优势显著[65]。若采用有机固废为原料制氢,原料成本的下降会使H2的成本进一步降低,但同时原料热值降低、预处理工序复杂等一系列因素会增加H2成本,因此最终的结果需要更具体的技术经济分析来确定。
3.2 生命周期评价
生命周期评价(life-cycle assessment,LCA)是评估一个产品体系在整个寿命周期内的投入、产出对环境造成的直接或潜在影响的方法,是研究产业环保效益的有效工具[65]。与技术经济分析类似,现有的生命周期评价多集中于以生物质为原料的制氢过程。Salkuyeh 等[63]对流化床和气流床两套气化制氢装置进行了生命周期评价,结果表明,松木作为一种“碳中和”的原料,其气化制氢过程的温室气体(greenhouse gas,GHG)排放量为负值,其中气流床工艺的GHG排放当量为-0.1kgCO2/kgH2,流化床工艺的GHG 排放当量为-0.5kgCO2/kgH2;在工艺中增加碳捕集装置可进一步降低GHG排放量,增加后气流床气化工艺和流化床气化工艺的GHG排放当量分别降至-21.9kgCO2/kgH2和-15.8kgCO2/kgH2。Moreno和Dufour[66]对葡萄藤、扁桃树枝、松木和桉木四种来自西班牙的典型生物质进行了气化制氢过程的生命周期评价,该评价考虑了生物质的种植和生长过程。对于葡萄和扁桃树两种经济作物,该评价还考察了其农药和化肥使用过程的能耗和物耗。评价结果表明,四种原料在气化制氢过程的GHG 排放当量为-(0.8~6.1)kgCO2/kgH2,其中松木和桉木两种林业作物的GHG 排放量最低,葡萄和扁桃树两种经济作物由于在种植和生长过程的能耗和物耗较高,最终的GHG 排放量也较高。通过上述文献可知,系统边界的界定对于生物质制氢过程的生命周期评价结果至关重要,是否考虑生物质的生长过程对评价结果影响很大,这也是目前关于生物质利用过程生命周期评价的争论热点。谢欣烁等[65]汇总了两种清单划分方法的评价结果,发现生物质制氢过程GHG 释放当量区间为0.4~5.6kgCO2/kgH2,无论是否考虑生物质生长过程的影响,生物质制氢相较煤气化制氢(8.15kgCO2/kgH2)和天然气重整制氢(8.4kgCO2/kgH2)都更为环保。
与传统化石燃料制氢技术相比,有机固废制氢领域的技术经济分析和生命周期评价体系还不够完善,这主要是由有机固废制氢技术的研究相对较少、数据完整性不高、技术不成熟和划分各个流程清单时选择标准不统一等因素造成的。在有机固废制氢技术不断发展的同时,及时地丰富该领域技术经济分析和生命周期评价的研究,并努力建立更为统一的清单划分标准是未来的研究方向。一套优秀的制氢产业应该同时具备经济效益和环保效益,与化石燃料制氢相比,有机固废制氢环保效益优势显著,而与其他新能源制氢相比,有机固废制氢经济效益更高。未来,有机固废制氢技术必将有更大的发展。
3.3 生态风险评估
生态风险评估(ecological risk assessment,ERA)是定量确定危害对人类和生物负效应及其强度的过程,在固体废弃物处理的过程中,生态风险评估尤为重要。有机固废热化学转化制氢过程,产生的污染物主要分为常规污染物、重金属污染物和二英[67]。
固体废弃物处理过程中产生的常规污染物主要包括含硫化合物、含氮化合物和含氯化合物,它们通常为小分子气态化合物。在有机固废中,有机硫主要存在于废旧轮胎、废纸张中,而无机硫则主要存在于生物质中。根据表1也可看出,纸张和轮胎的含硫量相对最高。这些硫化物在高温下主要以H2S的形式析出,也有少量以SO2形式析出[68]。有机固废中的氮主要存在于厨余垃圾和生物质中,在温度低于600℃时氮的主要析出形式为NH3,当温度高于600℃时则主要以HCN形式析出,还有部分氮会残留在焦炭中[69]。氯的析出较为容易,主要析出形式为HCl,当温度高于600℃时,氯的析出率可达80%[70]。刘国涛等[71]对城市有机垃圾热解过程中的NH3、H2S 和HCl 的析出特性进行分析。结果表明,随着热解温度的升高,上述三种污染物的析出率均显著提高,当热解温度为800℃时,NH3-N、H2S-S 和HCl-Cl 的 析 出 率 分 别 为44%、26% 和85%。降低热解温度有助于抑制污染物的析出,但同有机固废产生的挥发分也会减少。
重金属也是有机固废热转化过程中的重要污染物。重金属的排放情况与操作温度密切相关,通常除Hg 以外的重金属沸点较高,在热转化过程中不易挥发,最终会残留在炉渣中。与焚烧工艺相比,热解气化工艺的温度较低,重金属随烟气的排放量也较低[72],但是氯、硫等元素会显著影响金属的挥发性。杨上兴[73]的研究表明,有机氯和无机氯均可显著增加Cd、Pb、Cr 和Ni 等重金属的挥发性。硫对于金属挥发性的影响则与温度有关,当温度低于800℃,硫会与重金属形成硫酸盐,抑制重金属的挥发,但当温度高于800℃时,硫可促进重金属的挥发[74]。
根据这些污染物的来源和形成机理,其控制过程可以分为前端控制、过程控制和末端控制。前端控制即在垃圾分选过程降低原料中污染物的含量,过程控制即在热解气化的过程添加合适的抑制剂抑制污染物的挥发,末端控制即对热解气化后的产品进行净化使其满足环保要求。由于有机固废的组成复杂,通过分选在前端控制污染物的排放工程量大且成本高,在实际过程中难以实施,因此在实际操作中应更加注重过程控制和末端控制。CaO在污染物的过程控制中表现出了很好的效果,将CaO和有机固废共同反应,SO2、H2S、HCl等酸性气体被有效吸收,NH3被催化转化为N2,重金属被固定[73,78]。H2对二英的形成具有明显的抑制作用,在富氢气氛下,键能较低的C—Cl 键很容易定向转化为HCl[79]。在有机固废热解气化制氢工艺中,氢源较为丰富,利用工艺过程产生的H2消除二英具有较高的工业应用潜力。
4 结语
以有机固体废弃物为原料通过热化学转化制氢对于氢能的清洁化发展和固废的资源化利用具有重要的意义。本文通过对该领域的原料预处理、工艺路线、催化剂、吸附剂、技术经济分析、生命周期评价和生态风险评估等方面的综述分析,评述了当前有机固废制氢领域的现状和发展前景,得出以下结论。
(1)MSW 经过分选和预处理后得到的有机组分均可作为制氢的原料,其中有关生物质组分和高聚物组分制氢的研究较为深入。SCWG制氢、高温等离子体制氢等新型热化学转化制氢技术受到工艺不成熟、投资高、能耗大、设备要求高等因素的限制,距离工业化应用还有一定的距离。传统热化学转化制氢技术主要分为热解制氢和气化制氢,其中有机固废气化制氢因其H2产率高、焦油携带量低、工艺设备相对成熟等优势而最具大规模应用的潜力,目前在国外已有相应的工业示范装置。装置能耗高和产品气体携带焦油是气化制氢面临的两大问题,也是未来有机固废气化制氢研究的重点方向。
(2)现有研究已表明,在热化学转化制氢工艺中集成催化单元和SESR单元可以提高H2产率并减少焦油的携带量。目前,有关Ni 基催化剂和Ca 基吸附剂的研究较为广泛。Ca 基吸附剂还可有效抑制污染物的排放。在有机固废热化学转化的条件下催化剂和吸附剂的寿命较短是亟需解决的问题。未来应在更贴近真实工况的条件下对催化剂和吸附剂的性能进行考察,并尝试设计和制备性能优异的多功能吸附剂,使吸附剂同时具备焦油裂解、CO2吸附和抑制有害气体及重金属排放的功能。
(3)有机固废制氢真正得到产业化推广不仅需要技术上的完善,也需要其具有一定的经济效益和环保效益,这就需要在工艺技术不断突破和成熟的同时,污染治理技术也同步推进,同时该领域的技术经济分析和生命周期评价体系也应统一标准并逐步完善。有机固废制氢与传统化石能源制氢相比具有显著的环保效益,而在新型制氢领域中又具有一定的经济效益。在未来,当成本得到控制、技术逐步成熟后,有机固废制氢必将很快得到工业化应用。
