脱硫废渣综合利用研究
2021-03-08朱斌鹏
朱斌鹏
(邯郸钢铁集团设计院有限公司,河北 邯郸 056015)
我国焦化企业在烟气脱硫脱氰过程中,会产生大量成分复杂的脱硫废液,过去,焦化企业为了处理脱硫废液,一些会把废液送进上游的配煤系统中进行再次炼焦,部分会应用提盐工艺对硫酸铵与硫氰酸铵副产品进行制取并外销。最近一些年,我国钢铁产业的产能出现了严重的过剩,所以焦化行业将要面对结构调整,经济不景气还有资金困难等问题,若可以找到一类有效处理焦化脱硫废液的方式,不但可以满足干法制酸工艺技术要求,还可以比干法制酸工艺更好的节能降耗且没有太高的处理费用,这对于企业而言,是最理想的一种选择。此外,若硫磺生产中的废硫磺可以有效的进行提纯,那么企业将会拥有巨大的经济效益,更好的实现自身良好的发展。为此,我们需要持续不断进行研究和探索,以期可以更好的完善和改进,更好的适应行业和社会的发展需要。
1 焦化脱硫废液
1.1 焦化脱硫废液产生的原因
PDS法、HPF法为焦炉煤气进行脱硫处理中最经常应用的一种方式,因煤气自身有着十分复杂的成分,进而导致焦炉煤气在脱硫中会出现诸多化学反应,并形成很多有害的盐分与气体,其中很多盐分均是副反应生成的副盐,这部分盐分将随着脱硫反应的持续进行不断增加,进而会使体系中的盐浓度持续增加。副盐浓度同脱硫效率的关系十分密切,若脱硫体系中的副盐超出一定浓度时,则会使脱硫效率受到严重影响。与此同时,脱硫体系中如果副盐有太高浓度,则会阻塞脱硫装置。所以,想要将将体系内的副盐浓度和其他有害成分降低,需要在脱硫时定期排液,且想要确保脱硫体系正常运转,需要对新的脱硫液进行补充,通常完会将排出的液体称作为焦化脱硫废液。
1.2 焦化脱硫废液特征
部分硫氰酸盐、硫酸盐等化学成分存在于焦化脱废液中,另外发现少量的油质物质、化学催化剂、硫磺,以上化学成分具有的特性为毒性和腐蚀性,因化学成分含量较高,脱硫废液若要完全降解十分困难,化学成分含量较高的焦化脱硫废液还会危害到机器设备和环境等。因脱硫废液中有很多的铵根离子与硫化物,从而导致其有明显的弱碱性。因焦化煤在脱硫中会应用石灰石,进而导致脱硫液中会有一层物质悬浮,这部分物质会随着脱硫过程不断增加,会严重的影响到正常工作。因脱硫废液中也有Ca2+和Mg2+大量存在,其同脱硫废液中硫酸根离作用会形成强硬度的垢,最终会损害到机器设备。
2 焦化脱硫废液制酸工艺流程
预处理、干吸尾吸、净化、转化、焚烧构成了脱硫废液焚烧制酸工艺。
2.1 预处理
焦化脱硫制酸过程中采用预处理工艺,第一步是对液体进行浓缩处理,完成处理后的脱硫废液运送至干化设备中,将废液中的多余水分进行去除,最终获得制酸原料。
2.2 焚烧工序
制酸原材料经过压缩雾化后运送至焚烧炉进行焚烧,进行焚烧处理过后焦化脱硫废液中的硫元素发展转变,更益于将化学物质进行去除,焚烧工序属于无害化处理。因为焚烧中二氧化硫中会有很大热量存在,想要不对环境形成影响,需要对这些带有热量的二氧化硫进行回收,这个热量回收均在废热锅炉中进行的,二氧化硫等气体在肺热锅炉出口,温度不断变为350℃~400℃时,也就能够进入净化系统中开始净化。
2.3 净化工序
来自废热锅炉的350℃~400℃工艺气体依次经过加湿塔、冷却塔、洗净塔和电除雾器,使用稀硫酸分别对过程气实施增湿降温,气体冷却,洗净,以脱出过程气中存在的大量的酸雾与水等容易让后续转化工序催化剂中毒的有害物质。由电除雾器出来的工艺过程气温度降到48℃以后,进入干燥塔,然后对其中夹带的水分脱除以后去催化转化工序。
2.4 干吸、尾吸工序
过程气流入干燥塔将水分清除,出干燥塔的过程气含水量≤0.1g/Nm3,之后通过SO2风机加压以后送往转化工序。
2.5 转化工序
过程气进入SO2鼓风机,通过风机加压以后,进入SO2工艺气换热器,与来自SO2转化器各段催化床的高温工艺气体换热到420℃~450℃,然后进入SO2转化器,V2O5催化剂作用下,经干接触法催化氧化,把SO2转化成SO3。最后一步把三氧化硫气体向吸收塔中输送,通过浓硫酸中的水吸收三氧化硫气体,经化学反应转化成硫酸,化学反应中的热量会被冷凝水带走,经过这些发硬,进而可以成功将脱硫废液制作成酸。
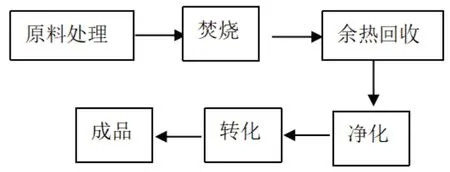
图1 焦化脱硫废液制酸工艺流程图
简言之,焦化脱硫废液制酸的应用前景十分广阔,尽管制酸会投入大量资金,且有着较为复杂的提取过程,然而,它将在解决焦化脱硫废液的基础上,也可以循环使用产品,其应用价值十分巨大,且在整个处理过程中,并未出现对环境的污染,据此可知,对整个焦化煤行业而言,此项工艺具有环保、可持续发展的特性,也可以创造更大的经济效益。
3 废硫横提纯工艺流程
3.1 废硫横来源
化工企业回收的硫磺是国产硫磺的主要来源,其中涵盖了焦化厂与化肥厂,工艺是湿法脱硫工艺,当使用湿法为焦炉煤气脱硫时,脱硫液浮选再生获得的硫泡沫中,不但有硫磺,还有含焦油和萘类的烃化物组分、脱硫剂、脱硫副盐及其他微量杂质,结合资源再利用与环保等相关要求,应该有效处理这些浮选再生获得的硫泡沫,现如今,通常,焦化厂处理硫泡沫的方式有两类,即连续熔硫与间歇熔硫,然而,通过这样方式处理的产品硫含量约为90%,不可在工业生产中直接应用,仅可以低廉的价格向二硫化碳与硫酸等生产企业销售,现如今,我国大概有300多家左右的焦化企业,废硫磺年产量约160万吨~220万吨。这么多的产量,只依靠下游企业很难消化,市场却对这样纯度的硫磺没有太大需求,大多数仅将其当做固废料处理。
3.2 提纯工艺
根据硫磺与其他杂质的物理化学性质的巨大差异以及硫磺的固、液、气相变化规律,应用熔硫——蒸馏——冷凝——固化制片基本工艺过程,这样可以从工业废硫磺中有效分离出纯净的硫磺,流程具体如下(如图2所示)。

图2 废琉磺提纯工艺流程图
回收的废硫磺通过粉碎通过螺旋输送机把硫粉送至熔硫釜进口,硫磺粉从上部进入第一组螺旋输送机,正向输送至末端,从下漏斗进入中部第二组螺旋输送机,然后正向输送至前端,这样通过往返三个行程即18m距离,然后由外部高温导热油加热至150℃以上,硫磺与煤焦油都熔化,并流进沉淀槽澄清,沉淀槽容积为V=5m3,外部采用导热油保温,设置两个沉淀槽交替工作,沉淀时间4h~6h,透过沉淀槽玻璃板视镜可观察到硫磺与煤焦油的显著分层界面,在总体积中焦油约占十分之一,并由底部将焦油排净,并使用硫磺泵把硫磺液体打仅蒸馏釜,浸没蒸馏釜内的硫磺。
电加热器为20mm~50mm,在445℃~450℃下气化,与釜内蒸汽混合,从釜外排入冷凝器,硫磺蒸汽和蒸汽的混合物在冷凝器下部水夹套急冷,大多数硫蒸汽被冷凝,然后经过上段空冷段,硫磺全都被冷凝,水蒸气与微量不凝气体由上部排空口排放到大气中,冷凝的硫磺液从冷凝器下部出口排放到由导热油绝缘的接收槽中,由阀门控制排入内冷式滚筒薄片机均匀制作成薄片,并通过自动包装机将其包装成袋,然后由皮带输送机送到成品仓库。
简言之,废硫磺提纯技术达到了熔硫、提纯自动化以及连续化的目的,解决了敞口式硫磺提纯技术纯度低与污染大灯缺点,有很强的生产力,通过多年运行,有良好的情况,产品有稳定的质量,其中的问题有:提纯中高能耗,为此,应对蒸馏与熔硫工艺进行持续优化,研究节能的电加热器,以期实现能耗的降低。同时,冷凝中会产生一些微量不凝的气体,对气体硫磺冷凝方式进行进一步研究,增设不加凝气体分离与回收装置,能够降低冷凝气体排放。
4 结语
通过上文的分析和论述可知,焦化脱硫废液制酸的应用前景十分广阔,尽管制酸会投入很多资金,且也有十分复杂的提取过程,然而,其在解决焦化脱硫废液的同时,也可以循环应用产品,其应用价值很大,且整个处理中午污染环境的情况出现,据此可知,此项工艺不但环保,也有巨大的经济效益。此外,废硫磺提纯技术也可熔硫,可以实现自动化和连续化提纯,弥补了敞口硫磺提纯技术纯度低且污染大灯缺点,就有较强的生产力,为此可以被广泛应用和推广。
