分级重选—磁选—反浮选联合工艺处理某高泥赤铁矿
2021-03-07杜金明蔡冰冰杨建文
杜金明,蔡冰冰,胡 波,杨建文
(1.中信泰富澳洲矿业有限公司,澳大利亚 珀斯 6892;2.湖南有色金属研究院,湖南 长沙 410100)
我国的铁矿资源存在着多而不富、“贫、细、杂、散”、资源利用率低、开发难度大等特点[1],其中赤铁矿资源无论是累计探明储量还是保有储量均占国内总铁矿资源的首位,与国外相比,我国的赤铁矿具有品位低、目的矿物种类多、矿石结构构造复杂且差异性大、难选高磷鲕状赤铁矿占比高、选矿经济技术指标差等劣势[2],这些痼疾也是限制我国铁矿资源开发的重要瓶颈[3],为解决以上问题,研发经济合理的选矿工艺并实现规模化的工业应用是当前突破我国赤铁矿资源开发瓶颈的主要手段,当前赤铁矿的选矿工艺包括弱—强磁磁选[4]、磁化焙烧—磁选[5]、强磁—反浮选[6]等,对于矿泥含量较高且部分目的矿物嵌布粒度极为微细的赤铁矿资源,采用单一磁选效果较差,主要原因在于此类矿石中的泥质中普遍存在着含量不一的铁绿泥石,这些铁绿泥石本身含铁较高,直接磁选造成尾矿中铁金属流失现象严重,所以多选用摇床、离心、跳汰、重介质分选等重选工艺对磁选前的物料进行处理,以期获得更好的选别指标[7]。本文针对湖北某高泥赤铁矿工艺矿特征复杂、铁矿物与脉石之间性质相近、微细粒泥质干扰磁选等问题突出的特点,通过筛选对比多种技术路线对该铁矿中目的矿物的回收效果,并通过工艺参数和流程结构的优化确定了脱泥—反浮选—高梯度磁选的联合工艺流程。
1 矿石性质
1.1 化学成分及矿物组成
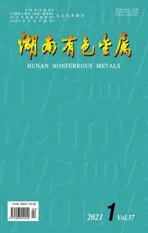
对湖北某高泥赤铁矿产出的代表性样品通过制样后进行多元素分析,得到其主要化学成分见表1。
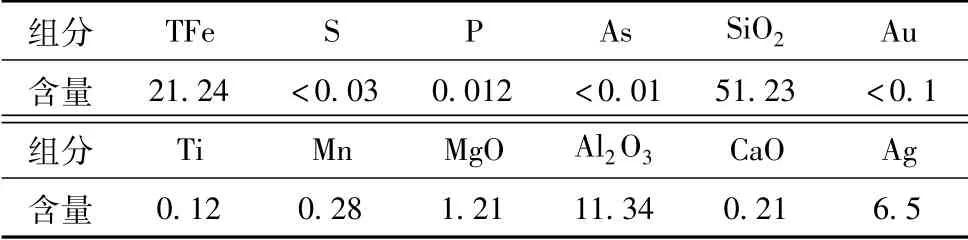
表1 化学多元素分析结果 %
由表1可知,该矿石中主要的有价元素为Fe,含量在21.24%;主要的杂质成分是SiO2,也是最主要的化学成分,占51.23%;其次为Al2O3、K2O及MgO等,由此可以推断出矿石中的脉石矿物主要是石英,其次是硅酸盐和粘土等;有害元素As的含量较低,仅为0.004%,S含量甚微,小于0.03%,P的含量也只有0.012%,贵金属元素Au、Ag的含量均较低,Au的含量小于0.5 g/t,Ag的含量为6.5 g/t,均未达到工业回收标准。对目的元素Fe进行化学物相分析,分析结果见表2。

表2 矿样中Fe物相分析结果 %
由表2可知,矿石中含Fe的矿物主要为赤铁矿,占原矿总Fe的83.38%,其次是为磁铁矿氧化形成赤铁矿而仍保持磁铁矿形貌的假象赤铁矿,占13.09%。褐铁矿及黄铁矿含量极少,根据铁物相分析结果,并结合多元素分析、荧光分析、扫描镜下检测等多种检测手段综合查明,得出该Fe矿中主要矿物组成的种类见表3。
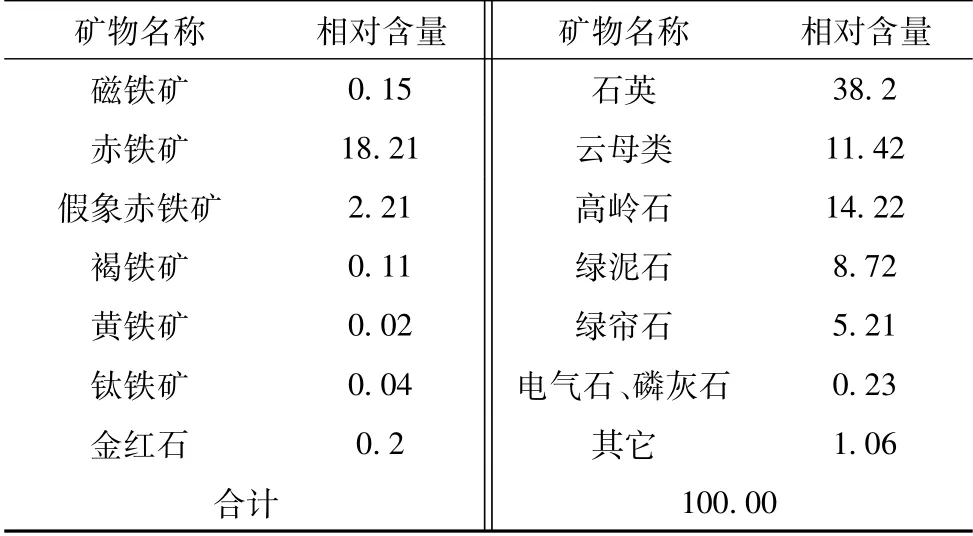
表3 原矿主要矿物组成 %
由表3可看出,该矿石中的金属矿物主要以赤铁矿为主,同时假象磁铁矿含量仅次于赤铁矿,以及还含有少量的褐铁矿、磁铁矿,几乎未见黄铁矿、黄铜矿、闪锌矿、方铅矿等其它的金属硫化物。脉石矿物组成较为复杂,除主要的硅酸盐石英外,还含有大量的黏土矿物高岭土以及易产生次生泥质的如绿泥石、绿帘石、电气石等,这些矿物的组成含量超过了总矿物含量的25%,不利于赤铁矿的选矿。
1.2 主要目的矿物的主要嵌布特征
该矿物中的主要目的矿物为赤铁矿和假象赤铁矿,这两种矿物在镜下主要以他粒状晶型不规则集合体交代于石英、高岭石、绿泥石之间,主要嵌布粒径不均匀,从0.01~0.5 mm均有分布,同时在绿泥石、石英边缘交代的部分赤铁矿和假象赤铁矿多呈现胶结状集结,如图1所示,这样不利于赤铁矿与脉石矿物的分离,同时大部分的赤铁矿与石英相互密切交代,有部分微细粒赤铁矿与<10μm的石英矿物颗粒相互嵌生,形成了包裹体,不利于赤铁矿精矿品位的提升[8]。此外,赤铁矿的集合体中多有黏土矿物分布,为实现目的矿物的充分解离,在磨矿过程中易产生过磨及泥化的现象。
图1 矿石中赤铁矿及脉石矿物的微观形貌
2 试验研究及结果讨论
2.1 工艺对比探索试验
由工艺矿物学分析结果可知,该赤铁矿属于典型的高泥微细粒赤铁矿难处理铁矿资源,针对此类型铁矿目的元素的回收,当前国内外普遍采用细磨多种工艺深度除杂方案以期获得低硅高铁的精矿产品,其中除杂方案多倾向使用强磁—反浮选工艺,该工艺针对高石英脉石的赤铁矿可有效抛除大部分的石英脉石矿物,但当脉石矿物中含有绿泥石时,由于在成矿迁移过程中部分铁元素呈类质同象态充填至胶状结构中致使部分绿泥石含铁,所以直接强磁不利于目的矿物与脉石矿物的分离,经初步试验,该矿直接在磨矿细度为-74μm占75%的条件下进行强磁试验,磁场强度为1.0 T条件下,磁选精矿含Fe 28.45%,磁选精矿中Fe回收率仅为30.25%,尾矿中Fe流失严重,无法达到回收目的元素的效果。所以,为筛选对比不同工艺对该矿目的矿物的回收,结合矿石性质,本试验进行了工艺探索对比试验,试验流程如图2、图3所示,所得结果见表4。
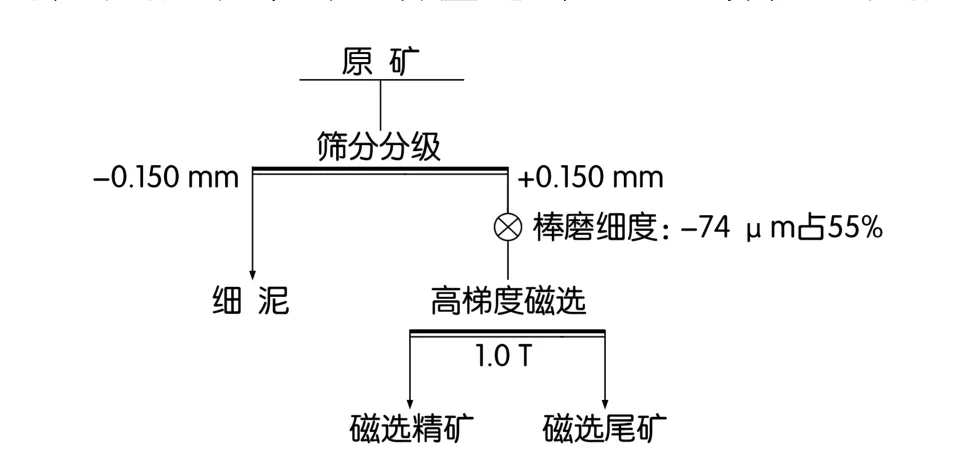
图2 原矿分级—棒磨—强磁流程
由表4可看出,对比原矿细磨—直接强磁试验结果,采用原矿分级或原矿棒磨后分级脱除部分细泥,均可大幅度提高磁选精矿品位,精矿含Fe达30%以上,富集比有明显提升,而先分级再棒磨磁选,磁选尾矿中的Fe含量达到13%左右,且磁选尾矿产率接近,所以推荐采用原矿分级预先脱泥—脱泥后的产品再处理的流程。
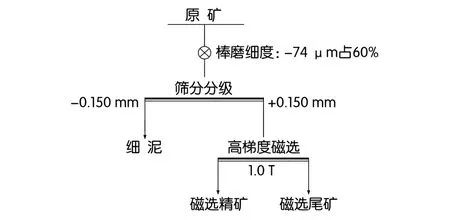
图3 原矿棒磨—分级—强磁流程
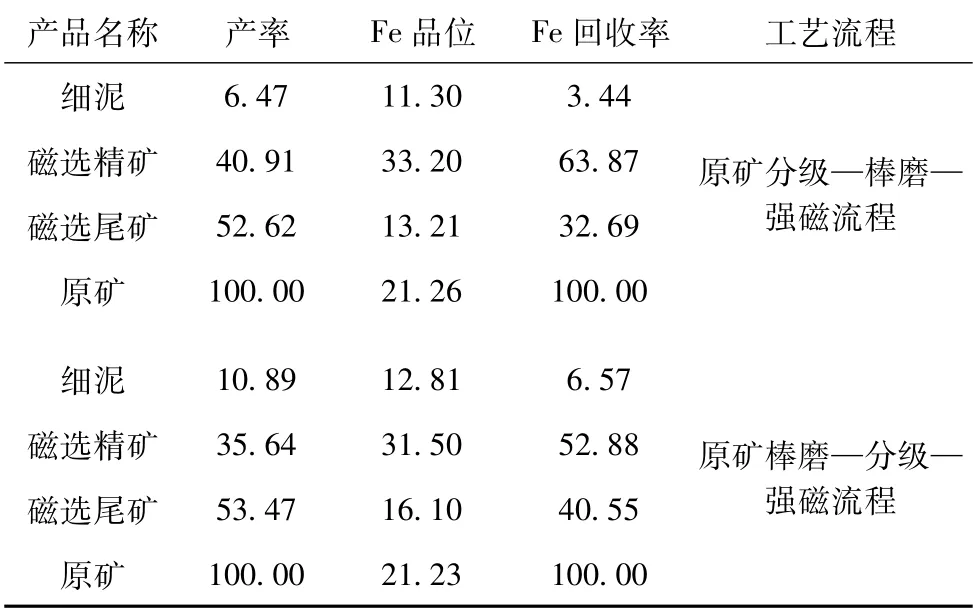
表4 探索工艺对比结果 %
2.2 重选脱泥产率条件试验
由表4结果可看出,无论是原矿脱泥还是棒磨粗磨后进行脱泥均有利于磁选精矿Fe品位的提升,所以拟对原矿筛分分级—棒磨粗磨后的产品进行重选再脱泥处理,重选脱泥后的重选精矿再进行强磁磁选,通过控制脱泥的产率,对比观察对磁选精矿品位的影响,试验流程如图4所示,所得结果如图5所示。
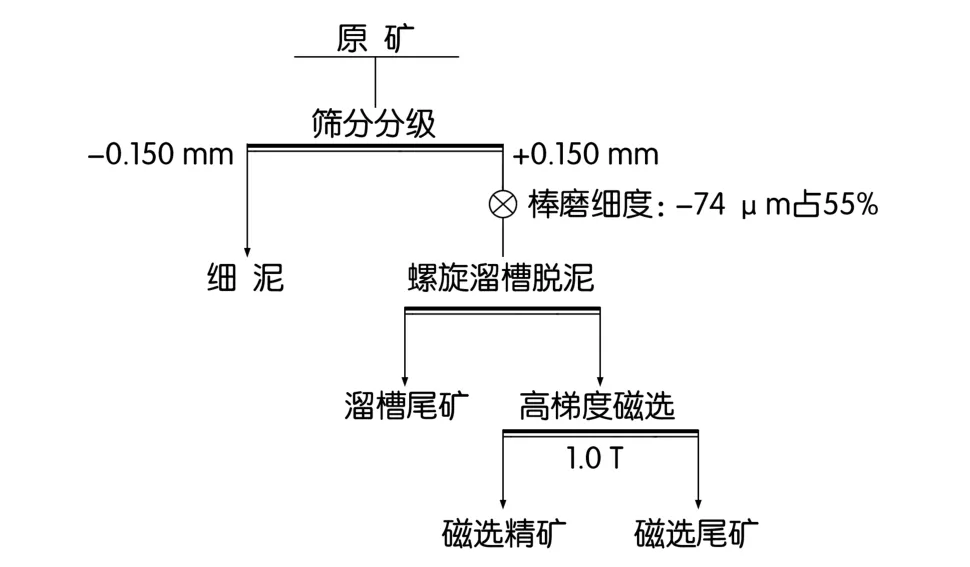
图4 原矿分级—棒磨—重选脱泥强磁流程
由图5结果可看出,相比于棒磨后不重选(脱泥产率为0)的结果,随着溜槽重选脱除泥质的产率增大,磁选精矿中的Fe品位逐步上升,但由于泥质中含有部分微细粒铁矿物,所以磁选精矿中金属回收率随重选尾矿产率的增大而降低,当脱泥产率为11.40%时,磁精矿含Fe 35.81%,再增大脱泥产率时,磁精矿中铁品位上升幅度较小,但精矿回收率下降明显,所以重选脱泥最优产率为11.40%。
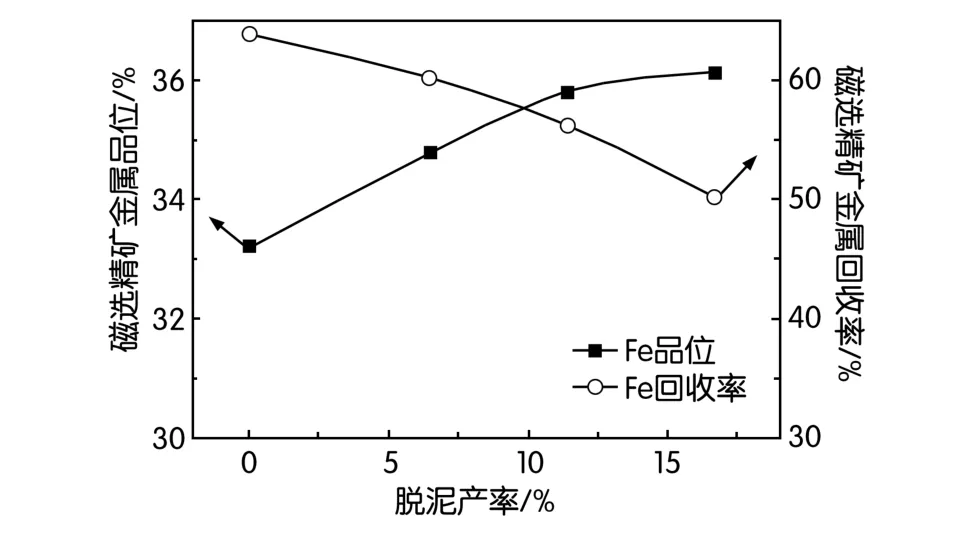
图5 溜槽产率对磁选精矿的影响
2.3 磁精矿反浮选
2.3.1 磁精矿镜下检测及分析
由图5可知,重选脱泥产率为11.40%的条件下,产出的磁精矿含Fe 35.81%,对该产品进行磁精选时,发现精矿品位提升幅度较小,对该磁精矿进行多元素分析可知,该磁精矿含Fe 35.81%、SiO239.14%、Al2O310.42%,其它有害元素如S、As、P含量极微,通过对该磁精矿进行扫描电镜分析和能谱分析,分析结果如图6所示,从图6则可看出,该磁铁矿中杂质含量较高,Si平均含量为10.34%,这部分硅主要以机械混入物形式赋存,同时由部分石英以极小的粒状被赤铁矿包裹,所以为了进一步提高精矿品位,需要对该磁精矿进行再磨,而再磨后的产品平均粒级较为细小,低于常规的磁选设备的粒度处理下限,所以拟采用磁精矿再磨—反浮选脱硅的方式进一步提高赤铁矿精矿的品位。
2.3.2 磁精矿再磨细度条件试验
磁精矿再磨细度条件试验流程如图7所示,固定反浮选捕收剂种类为十二胺[9],用量在30 g/t,浮选泡沫槽底流为产品,以再磨细度为变量,所得结果如图8所示。
由图8结果可知,采用再磨—反浮选脱硅工艺处理磁选精矿,可进一步降低槽底产品中Si、Al的元素含量,随着再磨细度的增大,槽底产品的Fe品位有明显的上升,当再磨细度为-45μm占60%时,槽底产品中Fe品位达到50%以上,再增大再磨细度时,槽底产品的Fe作业回收率有明显的降低,所以,反浮选最适合的再磨细度为-45μm占60%。
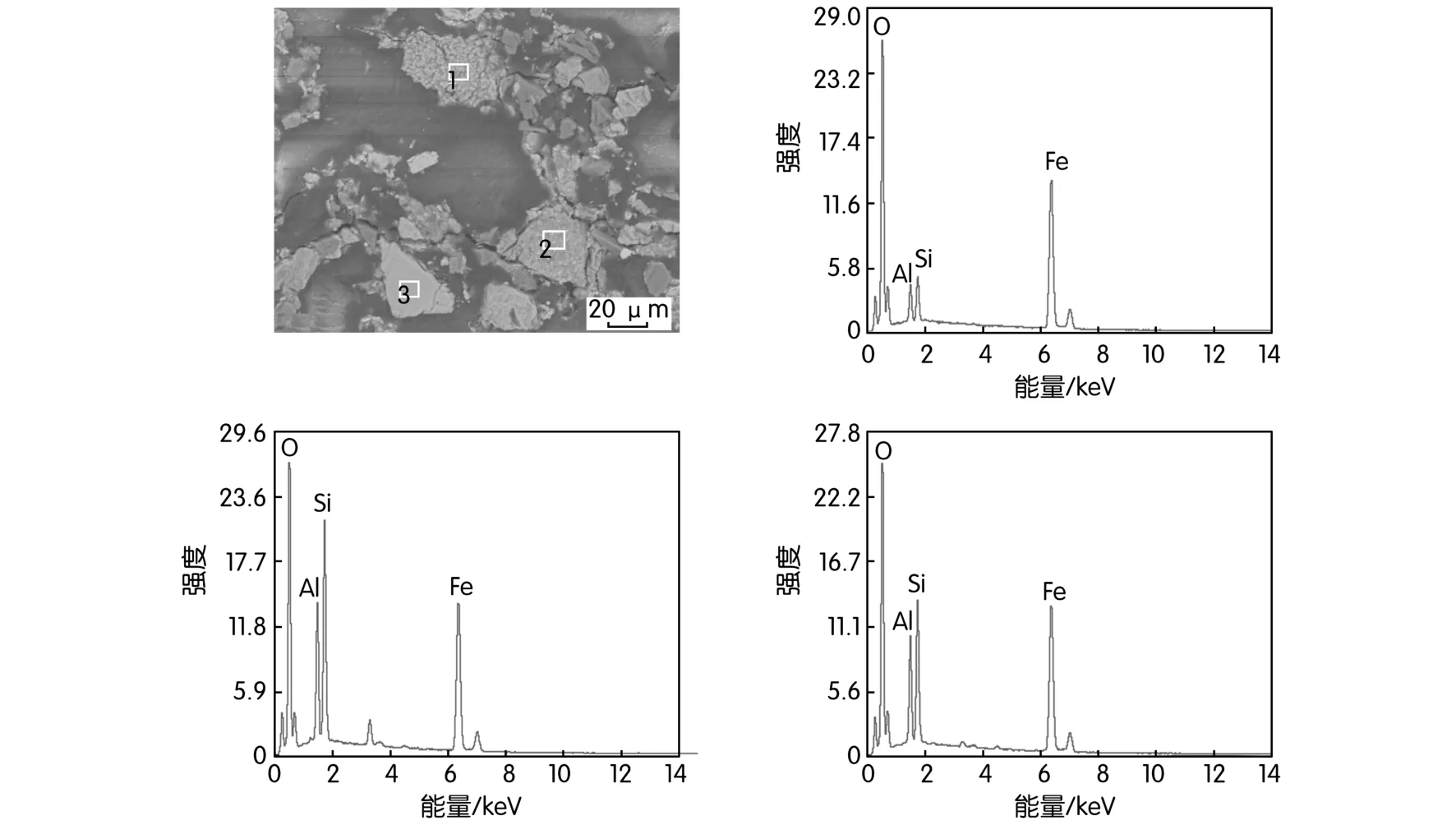
图6 磁精矿扫描电镜及能谱图
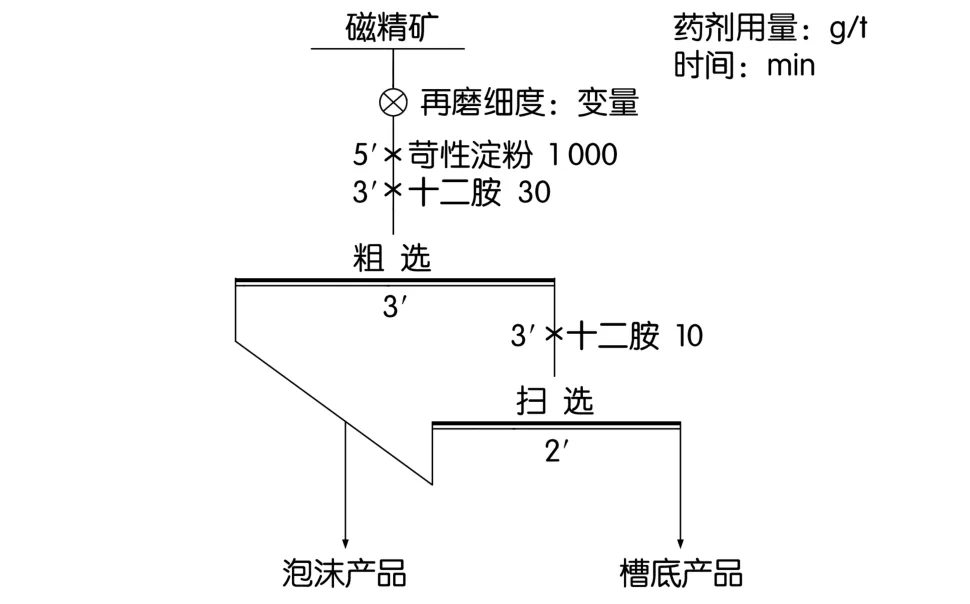
图7 再磨细度条件试验流程
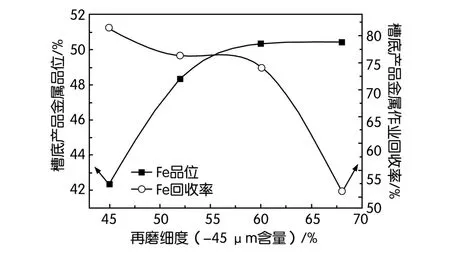
图8 再磨细度条件试验结果
2.4 全流程闭路试验
在已有的条件试验所得最优技术参数条件下进行了全流程闭路试验,试验流程如图9所示,所得指标见表5。
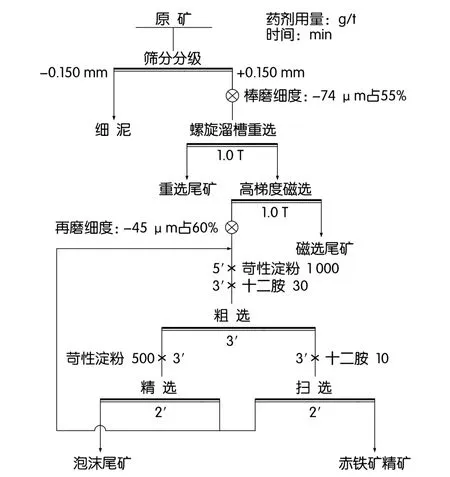
图9 全流程闭路试验流程
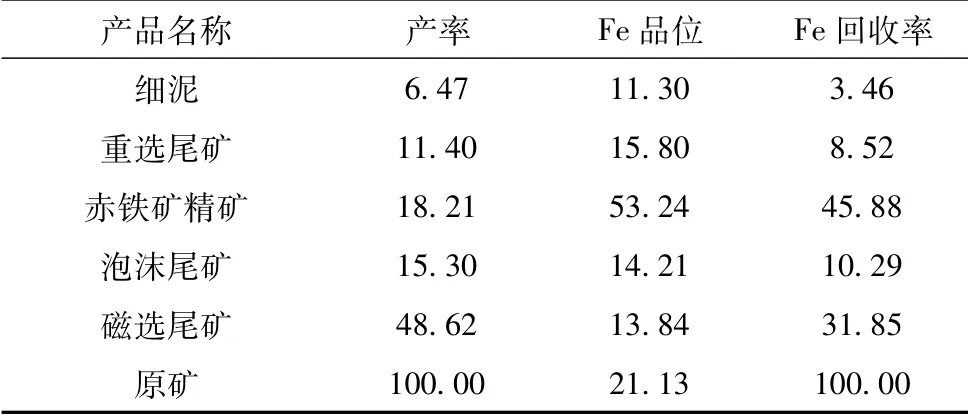
表5 全流程闭路试验指标 %
由表5结果可看出,采用如图9所示的工艺流程,出来的该高泥微细粒赤铁矿,在原矿含Fe 21.24%的条件下,通过分级—棒磨粗磨—溜槽重选—强磁—反浮选工艺处理,可获得含Fe 53.24%、Fe回收率45.88%的赤铁矿精矿产品,且该精矿中各有害杂质元素含量极少,达到了有效回收的目的。
3 结 论
1.湖北某高泥微细粒赤铁矿资源含Fe 21.24%,具有较高的综合回收率价值,通过原矿性质分析可知,该赤铁矿矿物组成成分复杂,还有大量的易泥化的脉石矿物如绿泥石、高岭土等,且目的矿物赤铁矿嵌布粒度不均匀,部分微细粒赤铁矿与石英、绿泥石呈现细粒嵌生相互包裹的关系,不利于赤铁矿与脉石矿物的分离。
2.通过工艺矿物学分析及探索试验可知,直接强磁处理该赤铁矿无法实现合格精矿的产出,同时无法抛废,经探索试验可知,采用筛分分级与重选脱泥相结合的方式对该矿矿石进行预处理,可有效改善强磁的效果。
3.强磁精矿经扫描电镜及能谱分析可知,磁选精矿中含有大量的硅、铝夹杂机械混入物,通过再磨—反浮选处理后可进一步提高赤铁矿精矿的Fe含量。
4.通过流程结构及药剂制度的优化,联合工艺全流程闭路试验可获得Fe品位53.24%,Fe回收率45.88%的赤铁矿精矿产品,达到了入冶标准。