关于丝杠温升问题的分析和解决方案
2021-03-07韩庆元
摘 要:本文针对五坐标数控龙门铣床Y向传动丝杠在空载试运行过程中出现的温升过大导致丝杠支撑轴承损坏的问题进行了分析,主要从轴承预紧,润滑不良,骨架油封摩擦三个方面原因深入的计算分析和试验,最终解决了此问题,并经过了应用验证。
关键词:温升;丝杠;预紧
1.问题描述
公司为某航空工厂自主研发的五坐标数控龙门铣床在进行空载试运行过程中Y向光栅尺报警,机床不能工作,丝杠和两端支撑座发热严重,对丝杠不同的位置(如图1)进行温度测量,经测量各点温度如表1:
空载运行具体试验过程为:伺服电机通过丝杠驱动机床滑板及摆角头沿Y向全行程5000mm范围内以2000mm/min(丝杠转速200r/min)和5000mm/min(丝杠转速500r/min)的速度往复进行空载运行,在运行连续运行3个多小时的时间后,出现上述故障。
将丝杠轴承座拆开发现内侧推力轴承保持架损坏(如图2),滚道磨损严重(如图3)。
2.丝杠支撑结构介绍
机床Y向丝杠支撑形式为两端固定式(如图3), 这种支撑系统保证丝杠不进行轴向移动,支撑装有径向和轴向轴承。
具体支撑结构如图5:其中1后端锁紧螺母,2外隔环,3内隔环,4滚针轴承,5推力轴承,6垫,7丝杠螺母副,8前锁紧螺母,9皮带轮,10辅助支撑轴承,11前丝杠座,12后丝杠座,丝杠支撑跨距为3320mm。
3.原因分析及改进措施
通过对丝杠及支撑轴承分析和计算,初步确定造成此问题原因归纳为三点:
(1)轴承预载过大
开始设计考虑,轴承内隔环2的宽度小于推力轴承的宽度0.02-0.05mm,軸承预紧的时候所有预紧力都会加在推力轴承上,若将轴承与隔环压平,经计算此时预紧力为48085-12022N,此种型号推力轴承推荐预载载荷为11300N,丝杠工作时最大推力才50000N,如此大的预紧力加载在推力轴承上会造成轴承负载过大,导致温度迅速上升。发热导致丝杠温升,丝杠热伸长造成内侧轴承承载过大,内侧轴承承载力大会发热,发热导致温升,温升造成热伸长,如此恶性循环,轴承就会损坏。
根据丝杠支撑长度为L=3320mm,温度没升高1℃,丝杠伸0.012mm/1000mm,整根丝杠伸长。
丝杠的轴向刚度
其中:
当丝杠温升1℃时,丝杠伸长加载在内侧推力轴承上的力
如果按10℃的温升计算,丝杠伸长加载在内侧推力轴承上的力
轴承81216-TV的轴向额定动载荷Ca=201000N,额定静载荷C0a=630000N,温升造成的轴承轴向载荷超过了轴承的额定动载荷,而且由于丝杠两端支座有键块和销子固定,丝杠无法向两端伸长,就会导致丝杠外拱,丝杠外拱会导致丝杠与推力轴承的接触面与轴承的回转中心不垂直,载荷不是均匀的有所有滚子承担,而是由部分甚至几个滚子承担,轴承寿命大降低,很快就会损坏。
改进措施:
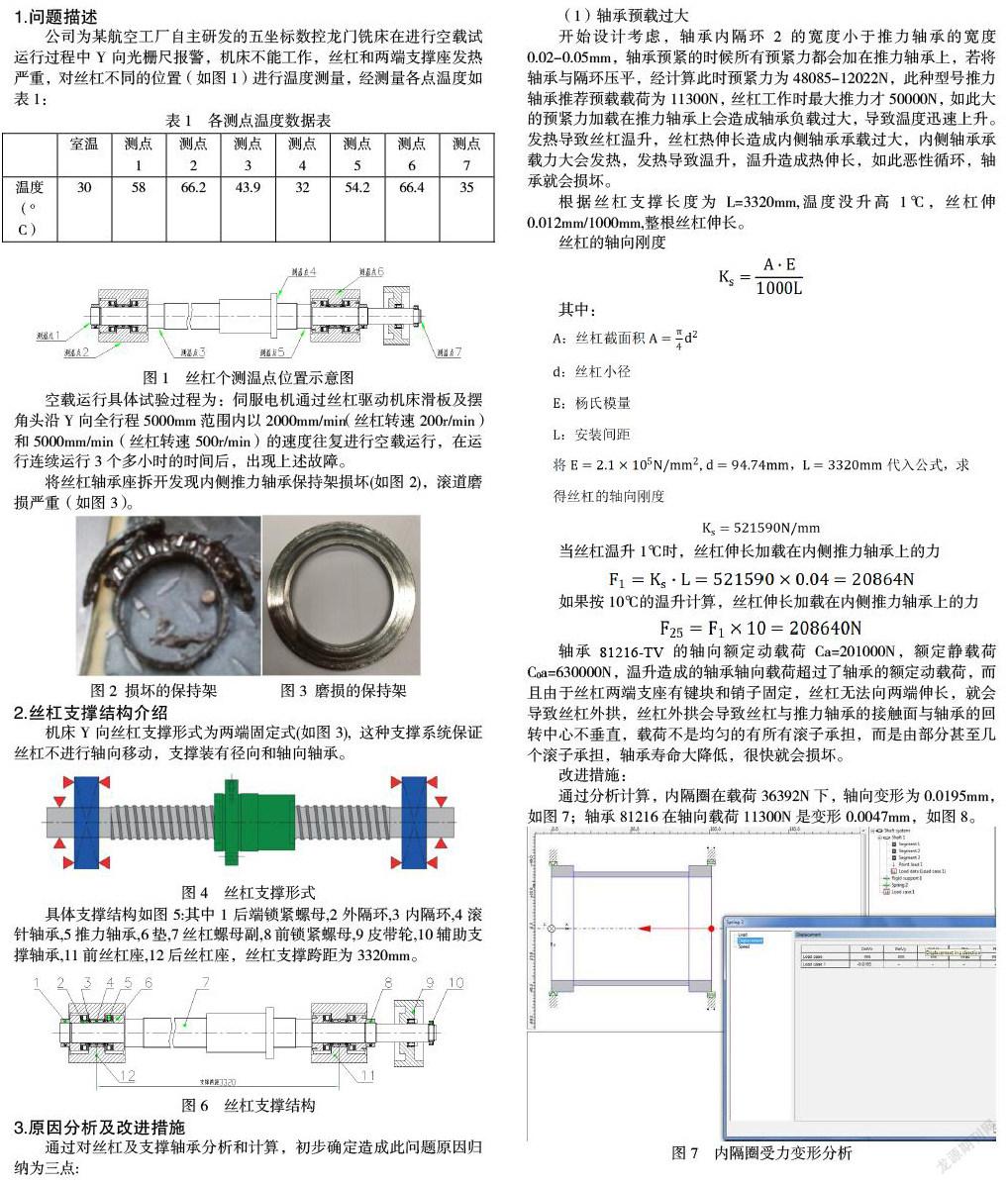
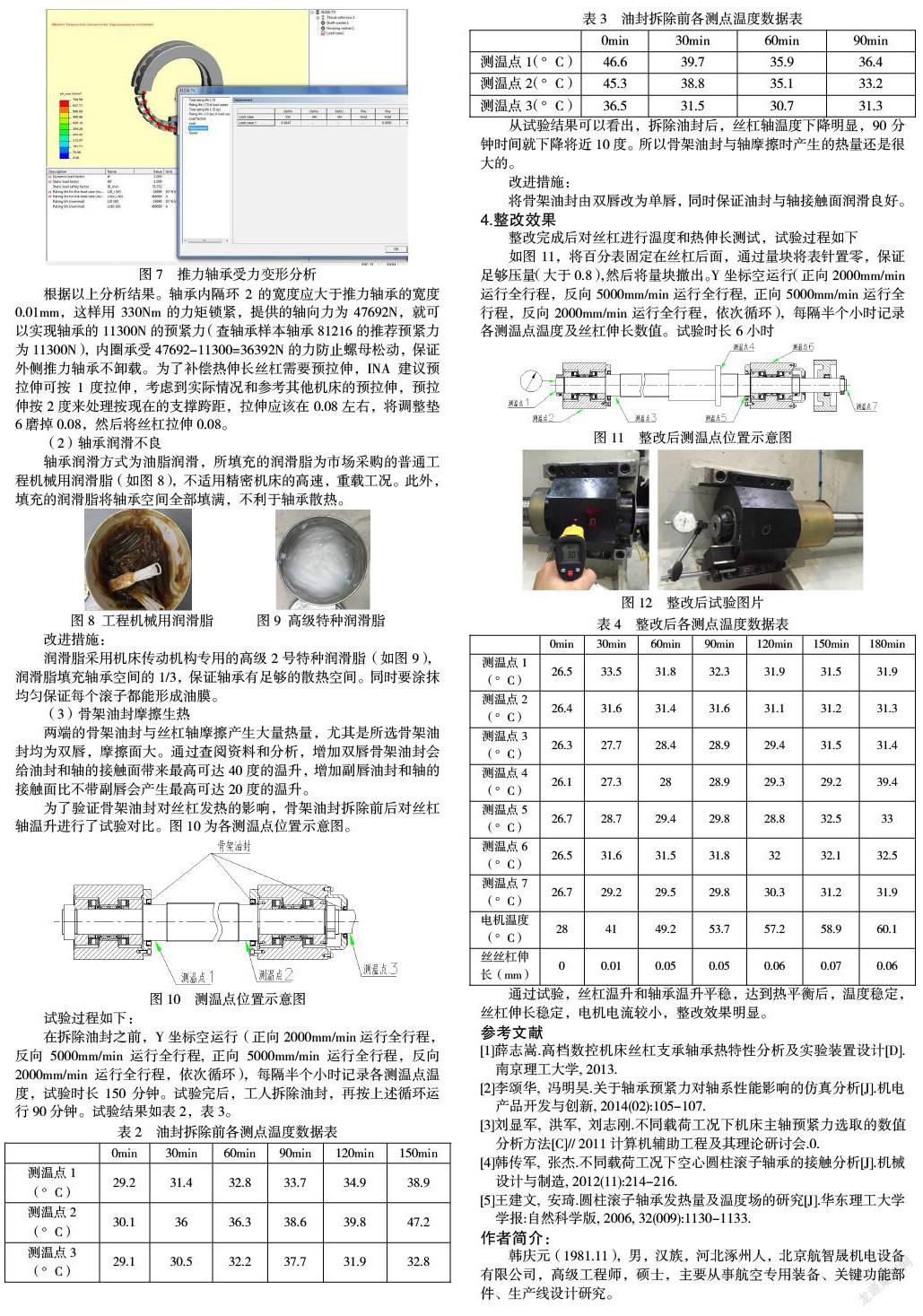
通过分析计算,内隔圈在载荷36392N下,轴向变形为0.0195mm,如图7;轴承81216在轴向载荷11300N是变形0.0047mm,如图8。
根据以上分析结果。轴承内隔环2的宽度应大于推力轴承的宽度0.01mm,这样用330Nm的力矩锁紧,提供的轴向力为47692N,就可以实现轴承的11300N的预紧力(查轴承样本轴承81216的推荐预紧力为11300N),内圈承受47692-11300=36392N的力防止螺母松动,保证外侧推力轴承不卸载。为了补偿热伸长丝杠需要预拉伸,INA建议预拉伸可按1度拉伸,考虑到实际情况和参考其他机床的预拉伸,预拉伸按2度来处理按现在的支撑跨距,拉伸应该在0.08左右,将调整垫6磨掉0.08,然后将丝杠拉伸0.08。
(2)轴承润滑不良
轴承润滑方式为油脂润滑,所填充的润滑脂为市场采购的普通工程机械用润滑脂(如图8),不适用精密机床的高速,重载工况。此外,填充的润滑脂将轴承空间全部填满,不利于轴承散热。
改进措施:
润滑脂采用机床传动机构专用的高级2号特种润滑脂(如图9),润滑脂填充轴承空间的1/3,保证轴承有足够的散热空间。同时要涂抹均匀保证每个滚子都能形成油膜。
(3)骨架油封摩擦生热
两端的骨架油封与丝杠轴摩擦产生大量热量,尤其是所选骨架油封均为双唇,摩擦面大。通过查阅资料和分析,增加双唇骨架油封会给油封和轴的接触面带来最高可达40度的温升,增加副唇油封和轴的接触面比不带副唇会产生最高可达20度的温升。
为了验证骨架油封对丝杠发热的影响,骨架油封拆除前后对丝杠轴温升进行了试验对比。图10为各测温点位置示意图。
试验过程如下:
在拆除油封之前,Y坐标空运行(正向2000mm/min运行全行程,反向5000mm/min运行全行程, 正向5000mm/min运行全行程,反向2000mm/min运行全行程,依次循环),每隔半个小时记录各测温点温度,试验时长150分钟。试验完后,工人拆除油封,再按上述循环运行90分钟。试验结果如表2,表3。
从试验结果可以看出,拆除油封后,丝杠轴温度下降明显,90分钟时间就下降将近10度。所以骨架油封与轴摩擦时产生的热量还是很大的。
改进措施:
将骨架油封由双唇改为单唇,同时保证油封与轴接触面润滑良好。
4.整改效果
整改完成后对丝杠进行温度和热伸长测试,试验过程如下
如图11,将百分表固定在丝杠后面,通过量块将表针置零,保证足够压量(大于0.8),然后将量块撤出。Y坐标空运行(正向2000mm/min运行全行程,反向5000mm/min运行全行程, 正向5000mm/min运行全行程,反向2000mm/min运行全行程,依次循环),每隔半个小时记录各测温点温度及丝杠伸长数值。试验时长6小时
通过试验,丝杠温升和轴承温升平稳,达到热平衡后,温度稳定,丝杠伸长稳定,电机电流较小,整改效果明显。
参考文献
[1]薛志嵩.高档数控机床丝杠支承轴承热特性分析及实验装置设计[D].南京理工大学, 2013.
[2]李颂华, 冯明昊.关于轴承预紧力对轴系性能影响的仿真分析[J].机电产品开发与创新, 2014(02):105-107.
[3]刘显军, 洪军, 刘志刚.不同载荷工况下机床主轴预紧力选取的数值分析方法[C]// 2011计算机辅助工程及其理论研讨会.0.
[4]韩传军, 张杰.不同载荷工况下空心圆柱滚子轴承的接触分析[J].机械设计与制造, 2012(11):214-216.
[5]王建文, 安琦.圆柱滚子轴承发热量及温度场的研究[J].华东理工大学学报:自然科学版, 2006, 32(009):1130-1133.
作者简介:
韩庆元(1981.11),男,汉族,河北涿州人,北京航智晟机电设备有限公司,高级工程师,硕士,主要从事航空专用装备、关键功能部件、生产线设计研究。
3022500589262
