锅炉膜式水冷壁制造过程中的质量控制
2021-03-07高军

摘 要:膜式壁制造出现的质量问题一直困扰锅炉制造厂家,现介绍本公司在锅炉膜式壁质量控制方面的经验,对质量问题的产生原因进行了分析,为锅炉膜式水冷壁制造的质量控制提高科学信息。
前言
随着我国能源消耗需求不断上升,锅炉设计时,普遍选用膜式壁型式。膜式壁具有增大幅射受热面,热能利用率高,易于检修等优点。而膜式水冷壁的制造过程分为膜式水冷壁管排制造、组装及弯制等方面。本文就膜式水冷壁制造的质量控制进行详细介绍。
1.膜式水冷壁制造选材控制
膜式壁的管子应符合GB3087 《低中压锅炉用无缝钢管》和 GB 5310《高压锅炉用无缝钢管》中的规定,表面不可有油污、锈蚀等, 除锈后应露出金属光泽。管子对接焊口必须无损探伤, 焊缝余高应磨平。焊制膜式壁的扁钢表面不允许有锈蚀、油污等,必须用扁钢精整机校平直、无裂边、无毛刺[1]。保证管子的拼接长度及部位都应该符合图纸、相关工艺文件的要求,并需要开展水压试验,采取抽测或者是全测管子外径DW来确定范围,做好存放工作。通常在焊制膜式璧时所使用的扁钢技术要求较高,其扁钢的表面不能够出现有锈蚀和油污等情况,还需要对冷轧或冷拔状态的扁钢采取热处理措施。其中,所使用的扁钢其整体必须是平直和无裂边、无毛刺的状态,并需要定期检查精整过程中的扁钢的尺寸。同时,在对扁钢进行精整之后,再全面积极测量管子的外径范围,并将其分别存放在不同的地方,再在后面与管子进行焊接。
制造膜式水冷璧使用的主要设备包括了下料生产线、自动接管机、焊缝余高磨平机、扁钢精整切断机、砂轮除锈机、膜式壁焊机、埋弧自动焊机、龙门气割机、液压成排弯管机等。在所有的设备中,膜式璧焊机和液压成排弯机是两种关键的设备。其中,通过采用型号为MHQ3200的自行制造的膜式璧焊机,应用混合气体保护焊。该设备具有下列几个特点:①焊制管排的宽度大约为3200mm,焊接过程中所使用的时间少,速度较快,并且能够很好的控制焊接出现变形的情况,成形的质量较好。②通过设置回转轨道,并将焊接好的一些小单元的自动回转进行拼排,能够保证焊接的效率。③通过将上部机头的高度抬升到135mm,焊接弯管的垂直高度应该小于135mm,保证门孔弯管和拼排时抬起的上部机头能够越过弯管部门再进行继续焊接,这样能够有效解决以前使用膜式璧焊机焊接带弯管的管排时需要进行调头两次焊接和弯头两侧中有一段焊接不到的问题,这样不但能够将焊接的速度提高,而且还能够有效减少焊接的工作量。该设备的这几个特点有效改善了膜式璧在生产过程中出现“卡脖”的问题。
应用的液压成排弯管机的成排弯宽度一般为1600mm,其在操作的过程中非常简单,能够更好的控制排弯的弯曲半径,且在弯管之后的椭圆幅度较小,这样便不容易出现压扁的现象。同时,能够保障管子的弯头弯曲的起点位置更加准确,从而将两弯之间的直段长度控制在合理的范围内。
2.膜式水冷壁制造过程控制
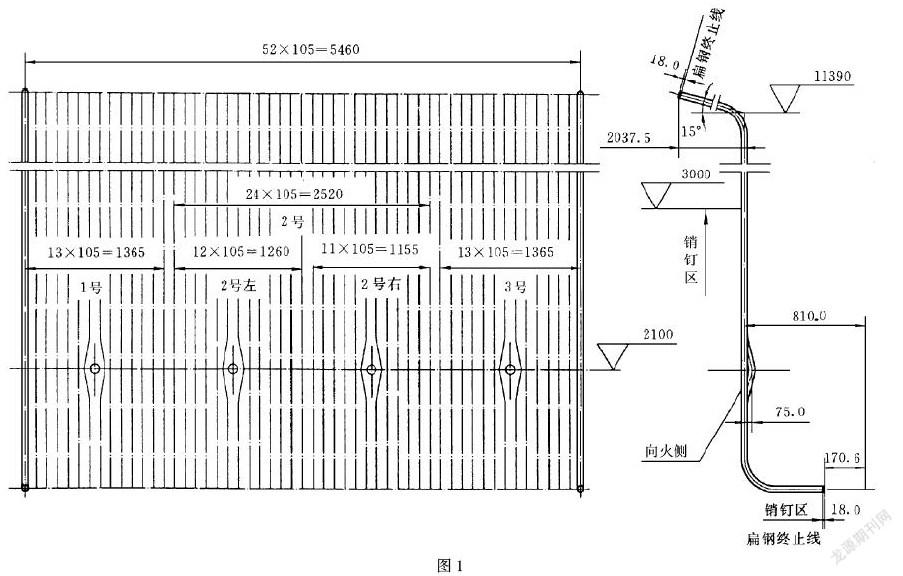
我公司制造膜式水冷壁流程如下:①对门孔处弯管先弯制后拼排,该方法与传统管排上割孔再接弯管比,能提高安装效率、管的利用率、无须探伤检测。②对弯管垂直高度小于135mm门孔弯管与其它管排的拼排,在膜式壁焊机上进行,对于大于135mm门孔弯管用埋弧自动焊。③对需成排弯制的管排,其宽度> 1600mm 要分片成排弯,之后再通过埋弧自动焊拼成大排。④不合格的焊缝用碳弧气刨[2],如图1。
膜式水冷壁的制造先将钢管和扁钢焊接成若干个小单元,再组焊成膜式水冷壁管排,按管子和扁钢的拼排形式分为:①两边都带扁钢;②单边带扁钢;③两边都不带扁钢的小单元。从我厂生产经验说明一下膜式水冷壁的分片及拼排过程。
(1)分片组焊:为减轻工作量,提高效率,根据每片直管和弯管排列情况,分直管管组和弯管管组在焊机上分别焊接,再按排列顺序拼成各片管排。(2)成排弯制:用液压成排弯管机对膜式壁进行成排弯制。弯曲区
膜式璧在制造的过程中应该做好下列内容控制:首先,需要保证原材料的材质书、牌号和规格均符合规定的标准;其次,合理控制扁钢精整之后的宽度;再次,应该准确把握管子的端部加工、焊材和试件在拼接中的质量,优化控制焊缝的质量,尽量保证焊缝无损探伤,并需要做好水压试验;再次,采用砂轮对膜式璧焊接过程进行除锈,合理控制焊材的质量,保证焊缝成型的质量;最后,做好膜式璧的管子节距、长度、宽度和对角线的距离控制,避免出现较大的偏差情况。全面控制好横向的弯曲度、旁弯度和水压试验,以此保证膜式璧制造过程的质量。
3.膜式水冷壁制造过程质量保证
膜式水冷壁制造要有一整套质量保证体系,明确质量控制点,要把质量控制贯穿在整个制造过程,特别在选材,及加工过程控制方面。同时还有在制造过程中进行全面检查,各个环节和加工工序都要严格满足相关标准要求,需要经过完善的检测手段进行全面的质量评估。
参考文献:
[1]李长阳,现场安装膜式水冷壁焊接质量的控制,化工建设工程,2002,25(2),22-23.
[2]龚德平,膜式壁在制造中的压痕问题与原因分析,能源研究与管理, 2019,4,48-50.
[3]张华波,刘恩芳,李丽,锅炉膜式水冷壁的制造技术和质量保证,发电设备,1999,1,8-11.
通讯作者: 高军, 工程师,E-mail:16912394@qq.com
