凹版印花机的多轴协同运动控制技术研究
2021-03-06赵丹瑞朱文亮文西芹
赵丹瑞 朱文亮 文西芹 杜 鑫 于 飞
(1、江苏海洋大学 机械与海洋工程学院,江苏 连云港222005 2、江苏新龙港港口有限公司,江苏 连云港222005)
我国现代的印花业相比较过去已经进入了高速发展的阶段,因为我国人口比较的多,印花行业需求也是每年在不断扩大,这样我国在印花行业的弊端也显示出来了,其中最为主要的是实际研发能力不足,其中比较明显则是高端机型很多都是依赖进口,我国在印花机自主产权则是属于短板,目前印花机的传动技术更多的是以多轴的传动为主,另外在产品上颜色方面并不是非常的突出。
本文则是基于以上问题,提出印花机通过模糊PID 控制多轴同步性进而保证印花的稳定性。
1 模糊控制算法与均值滤波
模糊控制属于智能控制方法一个主要分支,模糊控制最大的优势在于不依赖实际被控的对象,没有确定的数学模型,主要则是根据输入和输出这两个量,在模糊控制中主要采用的是自然语言进行编程,这样使得模糊控制所表现的鲁棒性非常的强,具体的实现主要分为三步,分别是模糊化、模糊性推理、解决模糊化[1]。为了进一步精确化,采用了被控的偏差e 和偏差变化率ec作为输入量,之后再经过MATLAB 软件中的PID 进行计算,可以得到实际的输出量[2]。
1.1 模糊控制算法原理
模糊的PID 控制则是将PID 理论和模糊控制理论两者进行互相的结合,其中主要则是通过被控偏差和偏差率这两个作为主要的输入量,对于现有的被控变量进行模糊化处理,之后在经过模糊的计算规则,在对于PID 三个参数进行选择,具体的如图1 所示:
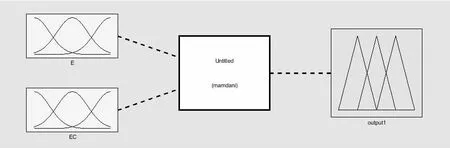
图1 PID 控制过程
当在进行模糊控制器输入e,和ec时候,在具体的模糊的规则以及实际的论域为{-6,4,-2,0,2,4,6}在这一组数字中,对于现有的变量定义则是采用7 个等级进行表示,分别是{NB,NM,NS,ZO,PS,PM}这些则是称为隶属性的函数,也称为三角函数,对于PID 信号的输出则是通过一定隶属函数语言规则进行编译,比方说对于{-6,-4,-2,0,2,4,6}通过三角函数语言规则量化以后得出7 个等级{NB、NM、NS、ZO、PS、PM、PB}[3],它们的关系如图2所示:
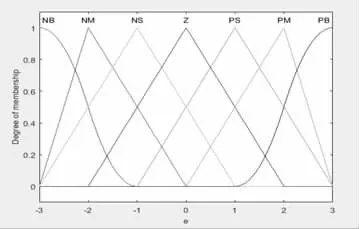
图2 隶属函数关系
在模糊控制规则模糊控制器的核心,是把现有的知识不断的进行总结。因为△Kp,△Ki,△Kd,等3 个参数则是根据的是e和ec的变化进行的取值通过其中的关系进行制定出模糊的PID的定出模糊关系制定PID 的控制性的规则,具体的见表1。
对于输入对象变量e 和ec,通过PID 模糊控制输出三个参数分别是△Kp,△Ki,△Kd,在这使用的过程需要采用的是隶属函数以及量化区间进行计算,同时需要建立FIS 文件,这个文件需要在MATLAB 软件中的SIMULINK 工具箱进行链接[4]。
1.2 均值滤波
对于均值滤波则是一种比较典型的线性的过滤算法,算法最初则是解决图像目标以及像素的问题,之后该算法被使用在其他的地方[5]。本文采用均值滤波则是解决两个伺服电机同步问题,为解决纵向套色问题提供了便利。
2 仿真和结果分析
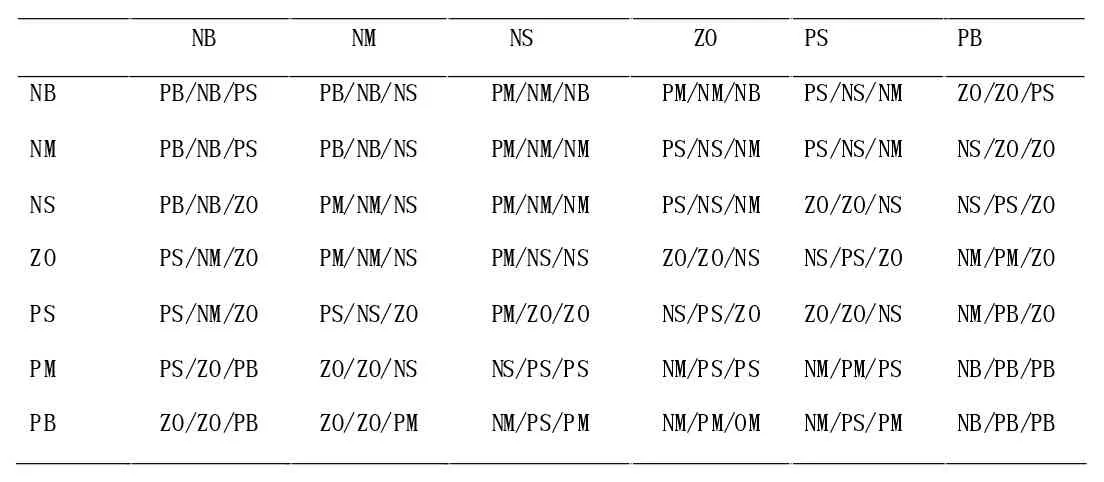
表1 PID 控制规则
2.1 设计思路以及仿真结构
主控体系为同步控制体系,采用两台电机进行独立运行,进行PID 控制以及参数控制。PID 在线性的领域具有非常好的可靠性、参数不变性等优势,被广泛的使用,但是在一些非线性的领域PID 的控制效果就没有那么的好,针对这个问题,本文则是提出了一些模糊的控制理论,进而通过对于参数的调整弥补了在非线性领域的一些不足。对于具体模糊控制而言,需要选择一个电机作为主电机,其余的作为辅助或者是根据模拟的系统设计,进而为后续的仿真设置1 个从电机以及主、从控制具体如图3 所示:
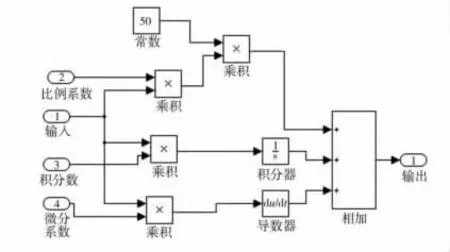
图5 PID 控制结构
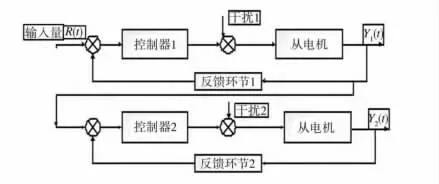
图3 同步控制电路
2.2 仿真结果及分析
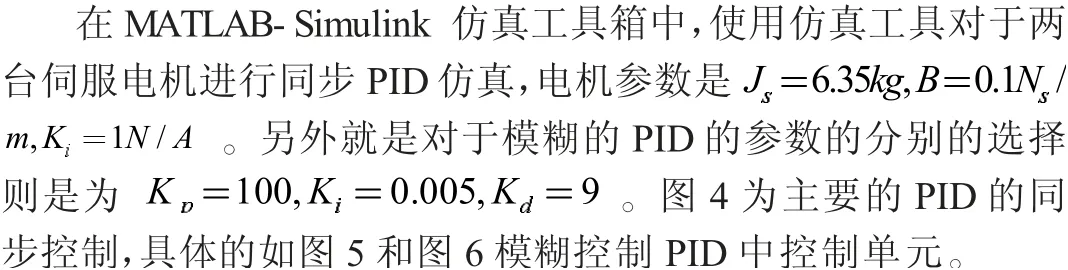
图7 为电机2 的采用均值滤波方法后,反馈出真实数据,为接下来的研究打下了比较好的基础。图8 可以比较清楚的看到在没有使用模糊PID 控制系统之前,他们的运动并不是协同的,各自比较的独立,并不是非常的同步。在使用模糊PID 控制系统后,如图9 所示,伺服电机同步误差控制在允许范围之内,系统表现出调节时间短、控制精度较高且抗干扰能力强,较好地改善了传统控制方式的不足[6]。
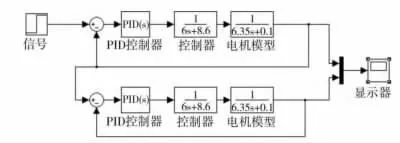
图4 同步控制
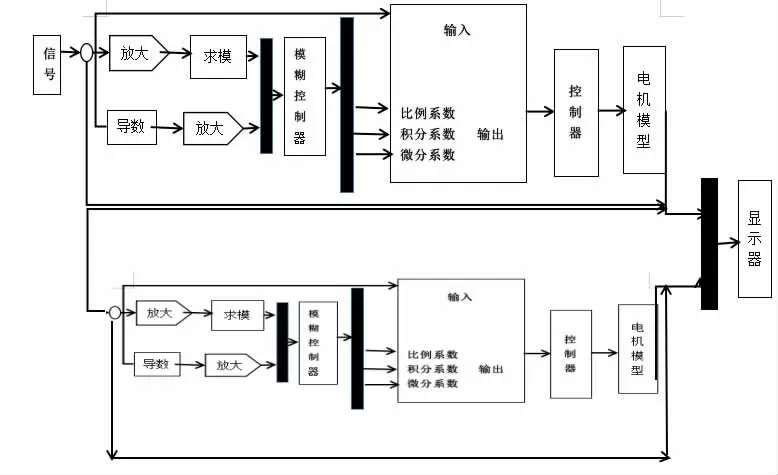
图6 模糊PID 同步结构仿真结构

图7 采用滤波前后对比图
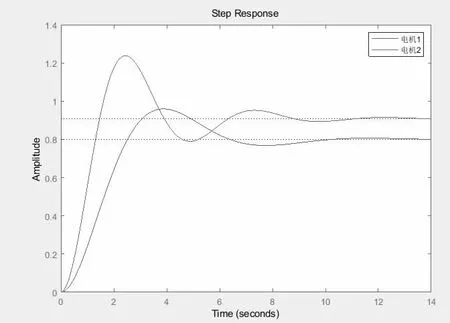
图8 使用模糊PID 控制系统前
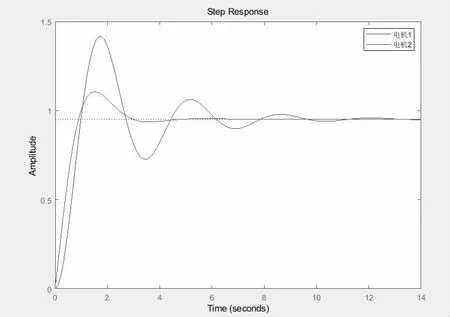
图9 使用模糊PID 控制系统后
3 模糊PID 控制系统实验
3.1 硬件系统的设计
在实际硬件方面的选择主要采用的是自主研发的MSC-MC3 多轴的控制器一台,另外就是伺服电机4 台,但是在本实验则是选择的以2 台电机作为主要的研究对象,另外外部还有HMI MCGS 触摸屏1 台,运动控制器支持采用Modbus-RTU 协议通信,HMI 作为从站的数据通信,整个的工作流程也是非常的简单,就是伺服电机带动的印花辊,同时在多轴的运动中主要是包含的是控制芯片、编码器、以及CAN的总线接口以及具体的输入以及输出接口。Earthnet 接口、支持Modbus 通信和以太网通信、支持32 轴CANopen 控制等。CPU采用STM32F407 芯片,以最新32 位ARM 为控制核心。MSO-MC3 多轴运动控制器如图10 多轴运动控制器所示:
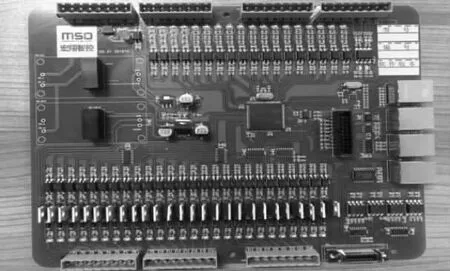
图10 多轴运动控制器
3.2 软件系统的设计
对于程序的编写则是主要采用的是C 语言对于模糊PID进行操作,其中对于整个印花机的主程序则是在进行不断轮回的通讯的判断2 台电机脉冲信号是不是在误差的范围以内,假如在进行实际操作中不相等则是进行模糊的PID 的程序控制电机的转速。MCGS 触摸屏作为上位机监控以及采用组态软件进行设计。
3.3 实验台平台搭建
在本次的研究过程之后,主要是采用2 台伺服电机作为被控制对象。在主函数中被控对象和数据在不断的进行交换,HMI的控制器为主要的主站,同时采用的是RS232 的通讯进行操作,进而实现运动控制器的2 台电机的启动以及停止等简单的操作,并在此基础上实现监控2 台伺服电机脉冲速度数据功能。HMI 和控制器均采用直流24 V 供电,负载实验,直观有效实现同步控制、达到良好的稳态性能。如图11 电机同步控制系统实验台:

图11 电机同步控制系统实验台
4 结论
本文是对于传统的印花机控制系统进行优化,设计采用模糊PID 控制技术,并利用MATLAB 对结果进行数据仿真[7]。实验结果表明:此方法的使用能有效解决设备运行过程中数据反馈速度慢、硬件本身非线性等因素的干扰,多伺服电机同步误差控制在一定范围之内,直观有效实现同步控制、达到良好的稳态性能并解决纵向套色误差问题。使得印花机更能生产出质量好,品质更高的产品,也说明模糊PID 控制的可行性以及思路的正确性,同时也为今后这方面的创新打下比较好的基础。
