卷烟包装盒物理指标测试与闭合性能研究
2021-03-05胡月航陈芳锐杨玺
胡月航 陈芳锐 杨玺
摘要:为提升卷烟包装盒的成型能效以及闭合性能的问题,抽选20种卷烟包装小盒为测试样品,在温度(23±2)℃,相对湿度(50±10)%的条件下对其定量、厚度、弯曲挺度三项物理指标进行测试,同时建立提升卷烟包装盒闭合性能的一元模型。测试结果表明,纸张定量大的,厚度和弯曲挺度也大,包装盒成型越好。特别是当纵向弯曲挺度≥8 mN·m,且横向弯曲挺度≥4.5mN·m时,能有效解决和提升包装盒闭合性能问题。
关键词:卷烟包装盒;物理指标;包装成型;闭合性能
中图分类号:TB48 文献标识码:A 文章編号:1400 (2021) 12-0027-04
基金项目:云南省科技厅计划项目重点研发计划(2018BA085);云南中烟工业有限责任公司重点项目(2020CP04)
Research on Physical Index Test and Closing Capability of Cigarette Packaging
HU Yue-hang, CHEN Fang-rui, YANG Xi(China Tobacco Yunnan Industrial CO.,LTD, Kunming 650000, China)
Abstract: In order to improve the forming energy efficiency and closing performance of cigarette packaging boxes, 20 kinds of cigarette packaging boxes were selected as test samples, and they were quantified under the conditions of temperature (23±2) ℃ and relative humidity (50±10) %. Three physical index of quantitative thickness and bending stiffness were tested, and a unitary model was established to improve the closing performance of cigarette packages. The test results show that the larger the basis weight of the paper, the larger thickness and bending stiffness, the better shape of the packaging box. When the machine direction bending stiffness is ≥8 mN·m, and the cross direction bending stiffness is ≥4.5mN·m, closing performance of the packaging box can be effectively solved and improved.
Key words: cigarette packaging; physical index; packaging molding; closure capability
当前,消费市场竞争日益激烈,对产品的内在品质和外在包装质量的控制和提升都提出了更高要求。在卷烟产品领域,卷烟包装盒大多采用折叠硬质纸张作为包装材质,其主要作用是将烟支储置于相对稳定的空间内,防止烟支受外力挤压变形。同时,起到一定密闭效果,避免烟支受潮、干燥、氧化或串味,以此来确保吸味品质的相对稳定性。目前,在消费者开启包装的过程中,由于反复开启使得许多包装盒在后续使用中出现关闭不严密的问题。为改善部分产品包装盒挺度和闭合性能不佳的问题,研究对包装纸的定量、厚度、弯曲挺度三项指标进行了实验和对比分析[1-2],在充分掌握云产卷烟在行业盒与条包装纸定量、厚度、弯曲挺度指标方面的基础上[3],有针对性的提出改进建议和方法,从而增强消费者的消费体验感、满意度,以及产品的市场竞争力。
研究根据《GB/T 451.2-2002纸和纸板定量的测定》、《GB/T 451.3-2002纸和纸板厚度的测定》、《GB/ T 22364-2018纸和纸板弯曲挺度的测定》和《Q/ YNZY.J04.111-2018卷烟盒与条包装纸及封签》的检测方法,对省外企业生产的竞争性产品和云南中烟在产产品的包装盒进行了包装纸定量、厚度、弯曲挺度指标实验测试及分析[4]。
1 材料与方法


1.1 实验材料和仪器
测试样品为省外企业生产的竞争性产品和云南中烟在产卷烟产品包装小盒,共20个试样。定量采用德国赛多利斯公司生产的电子天平对试样进行测定,型号:AC211S。厚度采用美国TMI公司生产的厚度仪对试样进行测定,型号:49-56。弯曲挺度采用四川长江造纸仪器公司生产的纸板挺度测定仪对试样进行测定,型号:J-TDY500A。
1.2 实验方法
根据标准《GB/T 451.2-2002纸和纸板定量的测定》、《GB/T 451.3-2002纸和纸板厚度的测定》、《GB/ T 22364-2018纸和纸板弯曲挺度的测定》和《Q/ YNZY.J04.111-2018卷烟盒与条包装纸及封签》测试方法如下:定量,测定试样面积和质量并计算定量,以克每平方米表示。厚度,在规定的静态负荷下采用精度为0.001mm的厚度仪测量出单张样品的厚度。弯曲挺度,使用泰伯式挺度仪将规定尺寸的试样弯曲至一定的弯曲角度,读取仪器盘上的弯曲力矩值。此外,试样调节样品按照GB/T 10739的规定,在温度(23±2)℃,相对湿度(50±10)%的条件下调节,并在此大气条件下进行试样制备和试验。
1.3 实验数据
根据实验,20个试样的包装纸物理指标测试结果如表1所示。
2 结果与分析

2.1 定量对包装成型的影响
从测试结果来看,包装纸定量指标检测结果范围在208.7-274.5g/m2之间。其中试样1定量值最大274.5g/m2;试样18定量值最小208.7g/m2。纸张定量是影响卷烟小盒包装成型的重要因素,可能会对纸张挺度、弯曲度等方面造成直接影响。此外,纸张定量均一性较差,也易造成包装纸模切过程中压力难以控制,模切尺寸偏差的问题。
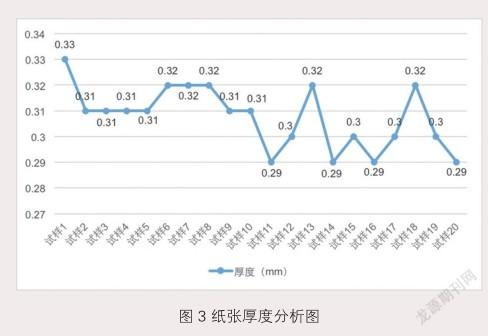
2.2 厚度对包装成型的影响
从测试结果来看,包装纸厚度指标检测结果范围在0.29-0.33mm之间,差距不大。其中试样1厚度值最大0.33mm;试样11、14、16、20厚度值最小0.29mm。

2.3 弯曲挺度对包装成型的影响
根据纸张纤维的走向以及组织排列的不同,纸张纤维方向可分为纵向和横向两种。其中,纵向的拉力与抗损性较强,撕裂度较弱,而横向则相反。当纸张纤维与造纸机运转方向平行或一致時,称为纵向(Machine Direction),纸张纤维与造纸机运转方向垂直时,称为横向(Cross Direction)。从测试结果来看,包装方式按10-10烟支排列的盒与条包装纸弯曲挺度指标纵向检测结果范围在5.86-10.20mN·m之间,横向检测结果范围在3.06-4.92mN·m之间。其中试样1盒包装纸弯曲挺度最大,纵向值10.20mN·m,横向值4.92mN·m;试样18盒包装纸纵向值最小5.86mN·m,试样11盒包装纸横向值最小3.06mN·m。纸张弯曲挺度在小盒包装机进纸过程中造成一定困难,易折皱导致包装质量缺陷,使包装不坚挺,成型效果不佳[6-9]。
2.4 其它影响因素分析
经过实验,发现影响包装盒包装成型的因素较多,是直接导致包装盒闭合性问题的主要因素。除了盒包装纸自身的定量、厚度、弯曲挺度等指标影响外,还有内衬纸和框架纸对包装盒的摩擦力、阻力,纸张耐候性在烟标印刷、运输、卷烟生产过程中产生起泡、湿度大易变形,烟标卷曲等现象[10]。是一个综合性的问题,需要从内到外解决。
2.5 模型建立与数据分析
为建立卷烟包装盒关闭性能的提升方法,增强包装盒成型效果。实验按照GB/T 10739的要求,在温度(23±2)℃,相对湿度(50±10)%的环境下调节,并在此大气条件下进行试样制备和实验。采集拟制成包装盒的原平张纸张克重(g/m2)作为该纸张的定量。再通过采集到的纸张定量带入下列公式中进行计算,预测其做成包装盒后的横向弯曲挺度Y以及纵向弯曲挺度Y。基于上述对纸张定量的测试,模型优选的纸张定量为250g镭射纸。
Y横向弯曲挺度=-0.617+0.019*X定量;
Y纵向弯曲挺度=-3.524+0.048*X定量;
其中,X定量为纸张的定量;Y横向弯曲挺度和Y纵向弯曲挺度的单位均为:mN·m。当Y纵向弯曲挺度≥8 mN·m,且Y横向弯曲挺度≥4.5 mN·m时表明包装盒选纸合格,反之则需要重新进行纸张选择。
3 结论
通过对20个测试样品在规定实验条件下进行定量、厚度、弯曲挺度(纵向、横向)数据对比分析得出,三项物理指标相互关联,定量大的厚度和弯曲挺度也大,包装盒成型越好。研究这三项物理指标与卷烟包装盒关闭性能之间的关系,发现通过建立定量与横向弯曲挺度、纵向弯曲挺度的一元模型可以有效判断小盒是否会出现关闭不全的现象。当纵向弯曲挺度≥8 mN·m,且横向弯曲挺度≥4.5 mN·m,能有效解决和提升包装盒闭合性能问题。此外,在今后的研究工作中还需对包装机的设备调试以及包装小盒模切尺寸等方面进行综合、系统性的持续优化改进,通过对包装的提质维护和升级改造,实现企业品质和价值的提升。
参考文献:
[1] 余振华,曹国荣,刘珈序.黏胶成型的折叠纸盒折痕挺度研究[J].数字印刷,2020,(6):59-63.
[2] 刘湘君,王丽平,刘希,等.卷烟硬盒包装折痕挺力与挺度检测方法研究[J].烟草科技,2008,(10):9-11,24.
[3] 王晨斯.一种折叠式纸容器的结构参数及其性能研究[D].无锡:江南大学,2011.
[4] 刘胜贵,陈建德.一种解决烟包硬包小盒包装成型搭盖及狭缝的工艺方法[J].印刷技术,2021,(02):25-27.
[5] 徐世垣.数字包装生产的压折痕和模切新技术[J].印刷杂志,2016,(10):32-33.
[6] 肖凯丹,汤琳,袁丹宇.压痕挺度仪比对试验结果与分析[J].轻工科技,2017,33(6):134-135.
[7] 王静.卷烟条包装盒压痕挺度测量不确定度的评定[J].包装工程,2019(01):163-167.
[8] 陈振芬,李梅.纸张挺度剂在包装纸中的应用[J].造纸化学品,2005(01):32.
[9] 孔恒,张健,黄江伟.纸质印刷品折痕挺度控制方法与应用[J].印刷杂志,2020(06):54-56.
[10] 房效永,马广省,王炳峰.烟包小盒盖缝过大原因分析及解决措施[J].印刷技术,2019(04):38.
