光纤激光焊在42CrMo钢齿轮修复上的应用
2021-03-01
宁波苏宏机电设备有限公司 浙江宁波 315806
1 序言
光纤激光焊是利用高能量密度的激光束作为热源的一种高效精密焊接方法,其可将热输入量降低到最低需求,热影响区金相变化范围小,因此由热传导造成的变形也最小[1-3]。特别是近年来国内一些厂家推出的手持式光纤激光焊设备,具有操作简单、焊接速度快、焊缝美观、变形微小、无耗材等优点。其拖线长度可达10m以上,不仅可满足大型零部件的焊接需求,而且适合焊接各种金属及其合金材料、有色金属材料等。
本文针对石油平台35CrMo钢大齿轮、42CrMo钢小齿轮的齿面缺陷修复任务,根据产品材质、结构特点,选择CO2气体保护焊、氩弧焊、光纤激光焊三种焊接方法进行对比试验,确定最终的焊接返修方案,为后续齿轮齿面缺陷修复提供有效的工艺修复依据。
2 齿轮的参数以及焊接性能分析
该齿轮为石油平台齿轮箱二级传动齿轮,为双联结构;大齿轮采用环锻齿圈、腹板、轮毂焊接式,齿圈材质为35CrMo钢,调质硬度为210~240HBW,mn=12,z=112;小齿轮为整体锻造式,齿轮材质为42CrMo 钢,调质硬度为230~260HBW,齿面高频淬火硬度48~53HRC,mn=12,z=12。齿轮精度等级为7级。
缺陷产生原因:设备在拉载时,因拉载钢丝绳捆扎不当,绳头卡入齿轮啮合面,造成齿面缺陷,位置在齿长方向1/3处,长度约50mm(双联总长150mm+150mm)。缺陷深度为大齿轮一侧局部齿面凹陷3~4mm,另一侧凸出3~4mm;小齿轮局部凹陷1~2mm,如图1、图2所示。

图1 大齿轮

图2 小齿轮
根据齿面变形情况分析,齿轮局部齿面已经产生塑性变形,即使齿面修复,该齿轮缺陷部分的强度已经造成不可恢复的影响。经设计方对双联齿轮的结构强度、接触强度、弯曲强度等进行重新计算,确认该齿长1/6缺陷部分即使不参与工作,剩下5/6部分齿长强度可以满足工作需要,因此修复工作做到修复齿形缺陷、恢复齿形原始尺寸即可。
(1)齿轮材质碳当量计算 因大小齿轮均为合金结构钢,所以碳当量值可按公式CE=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15计算,评估齿轮材质的焊接性[4]。
35CrMo碳当量:

42CrMo碳当量:

由碳当量计算可知,35CrMo钢、42CrMo钢的碳当量CE≥0.6%,焊接性差,均属于难焊接的材料。焊接过程中如果任何一个环节做不到位,都会导致焊接裂纹的产生,使产品直接报废。因此,必需选用一种热输入量低,焊接变形小,产生焊接内应力小的工艺方案方可解决,同时还要采取焊前加热、焊后保温等相关措施。
(2)焊接方法分析 焊接工艺方法的选择主要取决于材料类型、结构设计以及结构应力等因素。由于该齿轮属于难焊接材料且为精加工状态,因此要求修复时必须采用较低焊接热输入、较小热影响区(HAZ)和焊接变形的焊接方式。
光纤激光焊适合焊接各种金属及其合金材料、有色金属材料;可以实现自动送丝焊接、手工局部熔丝焊接,也可以无耗材焊接[5]。这对已经精加工成形的齿轮来讲,光纤激光束聚焦后的光斑最小可达10μm,焊点非常小,因此变形微小、焊接应力也非常小。
经市场调研,本次采用深圳铭镭激光设备有限公司的功率为2kW手持式光纤激光焊接机,拖线长达10m,操作便利,适合大型设备的返修使用。焊前技术中心制定了详细的修复工艺。
3 光纤激光焊熔覆工艺
1)大小齿轮清理干净,进行齿表面着色检测,结果齿面无裂纹缺陷,可以实施后续焊接工序,如图3、图4所示。
2 ) 焊前缺陷齿采用氧乙炔焰加热到250~300℃,焊后回温到300℃,测温笔实时检测,以保证焊接时层间温度。焊接完成后采取石棉布扎紧缓冷工艺措施,如图5、图6所示。

图3 无损检测位置
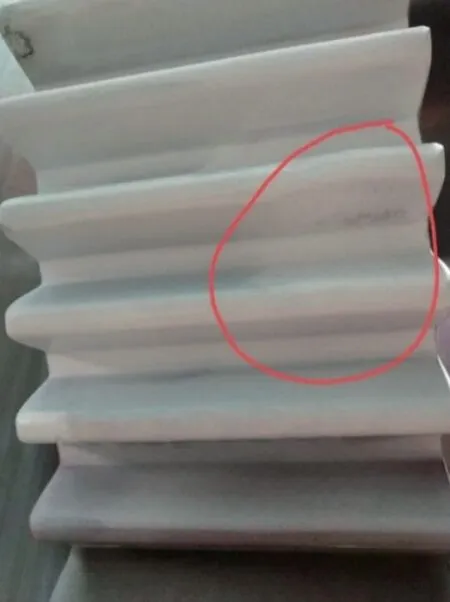
图4 缺陷部位清理

图5 火焰加热

图6 石棉保温缓冷
3)齿面激光焊接:大齿轮焊丝采用ER50-6,焊接后熔覆层硬度可达180~200HBW。小齿轮采用MG600焊丝,熔覆层硬度可达230HBW,工作硬化后可达45HRC,如图7所示。
4)焊接时焊缝高度高于齿面2~3mm,保证焊接平整均匀,焊接时应遮挡防风。
5)齿面修复。线切割制作齿形样板。钳工利用齿形样板、涂红丹粉,使用锉刀、油石修磨焊接齿形,如图8、图9所示。

图7 齿面激光焊

图8 齿形样板修磨

图9 锉刀修磨
4 光纤激光焊熔覆结果分析
激光熔复层与齿面金属经目视检测为全部熔合状态;齿轮熔覆表面着色检测,无裂纹缺陷,个别微小气孔不影响质量,如图10、图11所示。
熔覆层硬度检测数值见表1。

表1 熔覆层硬度检测 (HBW)
从大小齿轮熔覆层硬度检测数值可以看出,大小齿轮的齿面硬度差值为30~40HBW,符合啮合齿轮硬度配置要求。在使用一段时间后,小齿轮堆焊层会产生工作硬化情况,硬度会逐步提高到40HRC以上,不会产生齿面胶合等情况。
经试验台空跑、100%负载、125%超载各30min试验,经检测齿侧隙为0.37mm、0.4mm,符合设计要求,齿面接触良好,无异常噪声等现象。

图10 目视检测

图11 着色检测
5 结束语
此次采用光纤激光焊接工艺成功修复35CrMo钢、42CrMo钢齿轮,确保为客户按期交货,避免了近30万元的经济损失,为后续在合金钢光纤激光焊应用拓展了工艺经验,特别是对于已经精加工成形的、难以焊接的关键零部件的修复,展现了光纤激光焊接的特点和优势。光纤激光焊接正在以热输入量低,焊接变形微小、高效率、操作方便的特点被用户认可,今后会在航空航天、汽车、船舶及家电等行业领域发挥着越来越重要的作用。