基于机器视觉的塑料制品外观缺陷检测
2021-03-01王宇杰
王宇杰
(河南经贸职业学院,河南 郑州 450053)
塑料因具有物化性质稳定、价格低廉、质量轻、密度小、绝缘性好等优点,在建筑、医疗、航天、农业等领域广泛应用[1-3]。塑料制品产量随着经济的增长出现了大幅增长,在生产过程中对塑料质量的要求也越来越高。塑料制品外观质量检测是塑料生产过程中极其重要的部分,对提高生产效率,提升产品竞争力具有重要作用。目前,我国塑料生产企业对塑料制品外观缺陷的检测通常采用人工检测方法,该方法准确率低,劳动强度大,检测效率和准确率均依赖在线检测人员技术熟练程度,严重制约着企业的快速发展。机器视觉是智能化检测发展的重要方向之一,机器视觉可以代替传统人工进行检测和判断,具有广阔的应用前景[4-6]。机器视觉检测系统主要利用图像采集设备和图像处理系统将采集到的图像进行处理,将处理后得到的图像信息与标准信息进行比对后得出适当判断。应用机器视觉检测技术对塑料制品外观缺陷进行智能自动化检测,能够显著提高检测效率和检测精度,同时提升塑料生产企业生产效率和生产的智能自动化程度。本工作设计了一套基于机器视觉的塑料制品外观缺陷检测系统,利用相机进行图像采集,并利用均值滤波和边缘分割算法对图像进行处理,以提高图像的品质,提升检测效率和准确率。
1 塑料制品机器视觉在线检测系统
机器视觉检测技术主要是利用图像采集设备,获得检测物品的原始图像,再将原始图像传送到图像处理系统中,利用图像处理算法对图像进行有效处理,最终获得有效信息,实现塑料生产流水线的自动化、智能化检测。机器视觉检测技术具有检测精度高、效率高、非接触等优点,在众多自动检测领域广泛应用。近年来,机器视觉检测技术逐渐应用于塑料制品生产领域,主要用于塑料制品外观污点、裂痕等缺陷检测,机器视觉检测系统能够实现塑料制品外观缺陷的快速检测。机器视觉检测系统主要包括:光源模块、图像采集模块、图像处理模块、控制模块和机械设备。背光源和环光源为机器视觉检测系统提供光源,电荷耦合器件(CCD)工业相机、模拟量和数字量转换模块构成了图像采集单元,图像处理单元主要对采集到的图像进行处理,并将处理结果传送到计算机中,根据处理结果发出相应控制指令,控制步进电机将有缺陷的塑料制品取走,从而完成整个检测过程。机器视觉检测系统组成见图1。
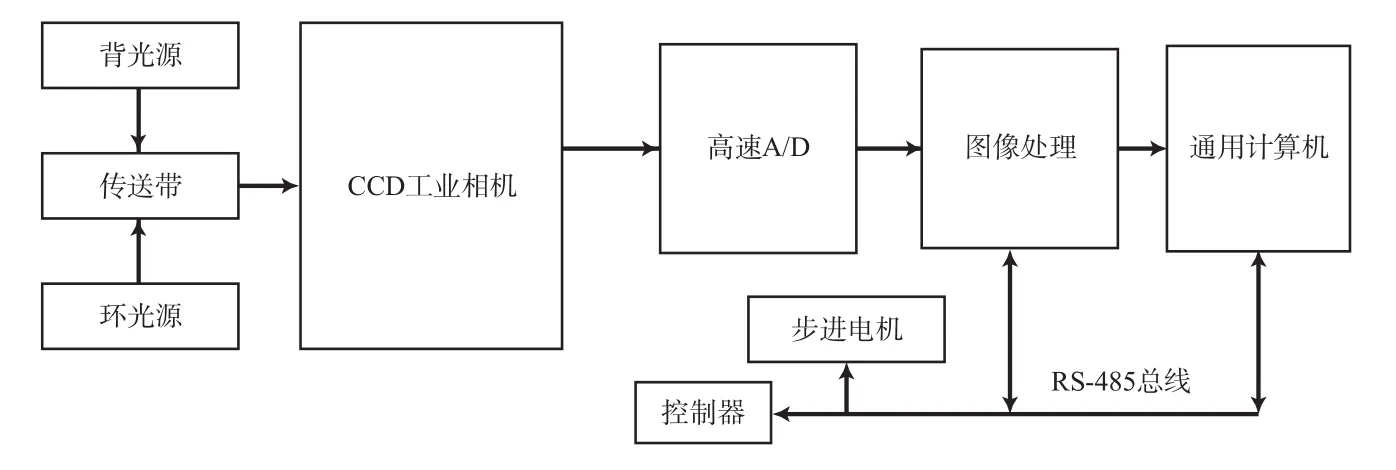
图1 机器视觉检测系统组成示意Fig.1 Composition of machine vision inspection system
相机选择时不仅需要考虑其工作性能是否能够满足检测系统的设计要求,还要兼顾其数据传输过程中是否对系统产生影响。相机选型过程中综合考虑了分辨率、图像传输速度、曝光时间以及接口形式等。基于以上考虑,本工作选择上海方诚光电科技有限公司的IK145M-15CCD型相机。在机器视觉检测系统中,图像采集卡主要负责控制相机进行拍摄,并将采集的图像进行放大和数字化处理。根据实际要求,采用合众达电子技术有限责任公司的SEED-VPM642型开发板处理采集图像,该开发板集成了TMSDM642型数字信号处理芯片,既可以作为图像采集卡使用,又可以作为图像处理单元的硬件仿真使用。
2 图像处理算法
2.1 均值滤波算法
塑料制品图像在采集、传送、成像过程中不可避免地受到外部噪声干扰(如外部设备的电磁干扰、设备振动干扰等),噪声会降低边缘提取等图像处理效果。为了获得准确的图像信号,必须有效滤除图像中的噪声。本工作采用均值滤波算法对图像进行滤波处理,以保证塑料制品图像缺陷检测精度。均值滤波算法是一种空间域局部处理方法,该处理算法主要是将图像区域中的相邻点的灰度平均化处理后作为最终的灰度[7-9]。假设图像中某点的灰度为f(x,y),S为相邻像素组成的点集合,M为点集合S中像素个数,通过均值滤波器后,得到新的灰度,可表示为式(1)。

式中:g(x,y)为新的灰度;f(i,j)为图像中某点的像素灰度,i,j分别为像素。
采用相邻像素的均值来替代f(x,y)。若点集合S为8个邻域,则f(x,y)对应的输出值为式(2)。

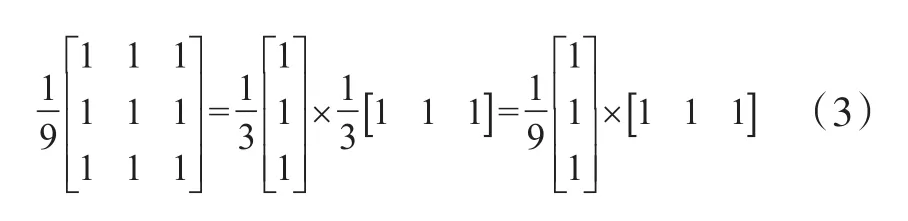
均值滤波算法可以描述为:将原始图像中的一个点的灰度与它相邻点的灰度相加,再进行平均算法处理,平均值处理后便可得到新的灰度。该算法运算量较大,为了降低算法的运算量,提高算法处理速度,采用式(3)的运算方式。
2.2 边缘分割算法
图像分割是将图像分割成多个不同的具有特定性质的区域,并对有价值的部分进行提取。为了有效地对塑料制品图像进行分割,采用Roberts算法的边缘分割算法对其进行处理。首先对图2所示的两个对角线方向的相邻像素之间的灰度做差值,再利用差值对图像进行边缘分割。
假设输入图像灰度为s(x,y),输出图像灰度为g(x,y),n为常数,则Roberts算法可以表示为式(4)。
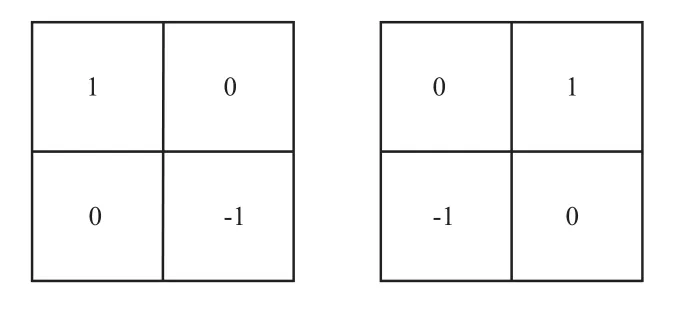
图2 Roberts算子Fig.2 Roberts operator

在实际应用过程中,为了提高控制器运行速度,通常对式(4)进行简化处理,见式(5)。

3 实验分析
使用IK145M-15CCD型相机、SEED-VPM642型图像采集卡搭建了机器视觉检测系统硬件平台,采用均值滤波算法对图像进行处理,最后对图像中缺陷进行判断。
从图3可以看出:采用均值滤波器对遭受噪声污染的塑料图像进行滤波后,图像中的噪声能够有效被滤除,且能够很好地保护图像中的细节。
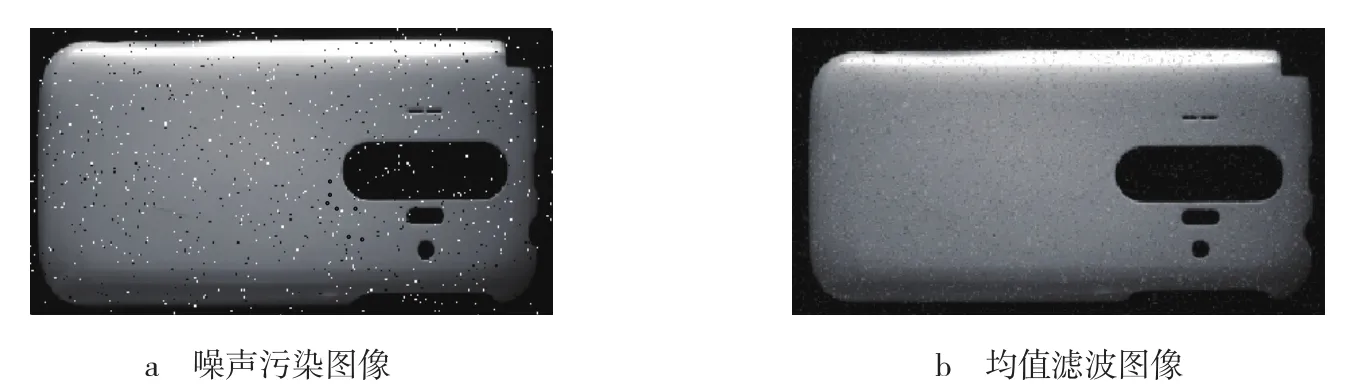
图3 均值滤波结果Fig.3 Mean filter results of images of plastic products
塑料制品的边缘分割是图像校正和目标定位的关键,为此用Roberts算子对图像进行边缘分割处理,从图4可以看出:塑料手机外壳四周的边缘能够完整分割出来,且分割线平滑,连细小细节(如SAMSUNG的图标和话筒)都能完整分割出来,效果较好。

图4 Roberts算子边缘分割Fig.4 Roberts operator edge segmentation
利用上位机统计软件得到表1数据,从表1可以看出:污点、划痕、孔洞检测准确率均在96.0%以上,而毛刺的检测准确率略低,原因是塑料制品毛刺程度较低,对毛刺程度较低的产品分辨较差。总的来说,基于机器视觉的塑料制品外观缺陷检测准确率较高,检测准确率平均值为95.8%,完全能够满足塑料制品外观缺陷检测要求,对于提升生产企业检测效率具有重要作用。

表1 缺陷检测结果Tab.1 Results of defect detection
4 结论
a)设计了一种基于机器视觉的塑料制品外观缺陷检测系统,采用CCD工业相机、光源、图像采集卡、计算机等作为系统硬件,经过图像均值滤波、图像边缘分割算法对采集到的图像进行处理。
b)机器视觉检测系统能够实现塑料制品外观图像的采集,多种缺陷的检测,检测准确率平均值达95.8%。
