铀矿地浸井场自动巡回检测装置的研制与应用
2021-03-01陈福平李绍海苑海涛张慧研周丽华
陈福平,李绍海,赵 波,曹 放,苑海涛,张慧研,周丽华,王 欣
(核工业北京化工冶金研究院,北京 101149)
随着地浸采铀技术的快速发展,地浸采铀已成为中国铀矿采冶的重要组成部分。地浸采铀是指在岩石不发生位移的情况下,将所配制的浸出剂通过管道注入含铀矿层,浸出矿体中的金属铀;然后用潜水泵将抽液井中的浸出液提升至地表,浸出液经过水冶处理得到产品[1-2]。相对于传统采矿方法,地浸采铀生产要素比较集中,生产中的各个工序都需要进行计量、监测和控制[3]。
内蒙某铀矿以硫酸为浸出剂进行酸法地浸开采,在每个井场的集控室,将多个生产井的浸出液用潜水泵从地下抽出。为了保证矿石中铀的浸出率,同时避免硫酸和氧化剂等的过量消耗,需要严格测量或控制浸出液中的铀浓度、pH、ORP等参数。地浸铀矿山的1个井场集控室一般集中控制约35个生产井,1个地浸铀矿山大约有十几个井场集控室[4]。该铀矿山地浸井场采用传统人工取样和分析测量方法,耗费大量人工与试剂。因此,研制铀矿地浸井场自动巡回检测装置,用于铀矿山地浸井场集控室生产井浸出液中铀浓度、pH、ORP等参数的自动在线取样与测量,对及时掌握每个生产井的状态、金属衡算以及对铀矿山地浸工艺实现自动化、智能化有着重要的意义。
1 自动巡回检测装置设计原则
地浸生产过程中,潜水泵把每个生产井的浸出液经抽液支管输送至的集控室的抽注液管道间,浸出液汇聚至抽液主管后被输送至水冶厂进一步处理。因此,自动巡回检测装置安装位置选择在集控室的抽注液管道间最为理想。根据地浸采铀工艺过程,自动巡回检测装置的设计遵循以下原则:1)在进行自动巡回检测和保养维修时,不能影响浸出液正常流动;2)巡回检测装置取样流路、测量流通池和测量传感器电极需具有一定耐压能力,以适应浸出液输送管道的密闭性,并保证取样与测量过程中被测溶液与外界的密封隔离,减少外界因素对测量的影响;3)测量过程不添加任何其他物质,测量完成后的溶液能安全返回抽液主管,不会对浸出液造成污染;4)在细长的取样软管流路中设置水样输送动力装置,把从抽液支管中取得的水样准确可靠地输送至密封流通池中进行测量,并把检测后的水样输送回抽液主管;5)在每个抽液支管设置1个耐腐蚀取样电动球阀,采用程序控制扫描巡测方式控制电动球阀的开启和关闭,完成对每个生产井浸出液的取样和多参数测量;6)考虑巡回检测装置的可重复使用性,当一个井场的金属铀开采完毕后,巡回检测装置经过简单拆卸后可移至下一个井场集控室继续使用;7)在取样流路上设置流量检测仪表,当水样流量小于设定值时,自动跳过对该路溶液的测量并进入下一个水样的测量,提高测量结果的可靠性;8)在隔膜计量泵出口设置带压力接点的压力表,提高巡回检测装置运行的安全性。
2 自动巡回检测装置设计内容
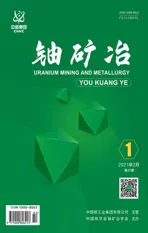
依据上述巡回检测装置设计原则,设计了多路生产井浸出液自动巡回检测装置,如图1所示。该自动巡回检测装置包括:多路取样系统、多参数分析系统、被测水样返回系统以及计算机控制和数据处理系统。
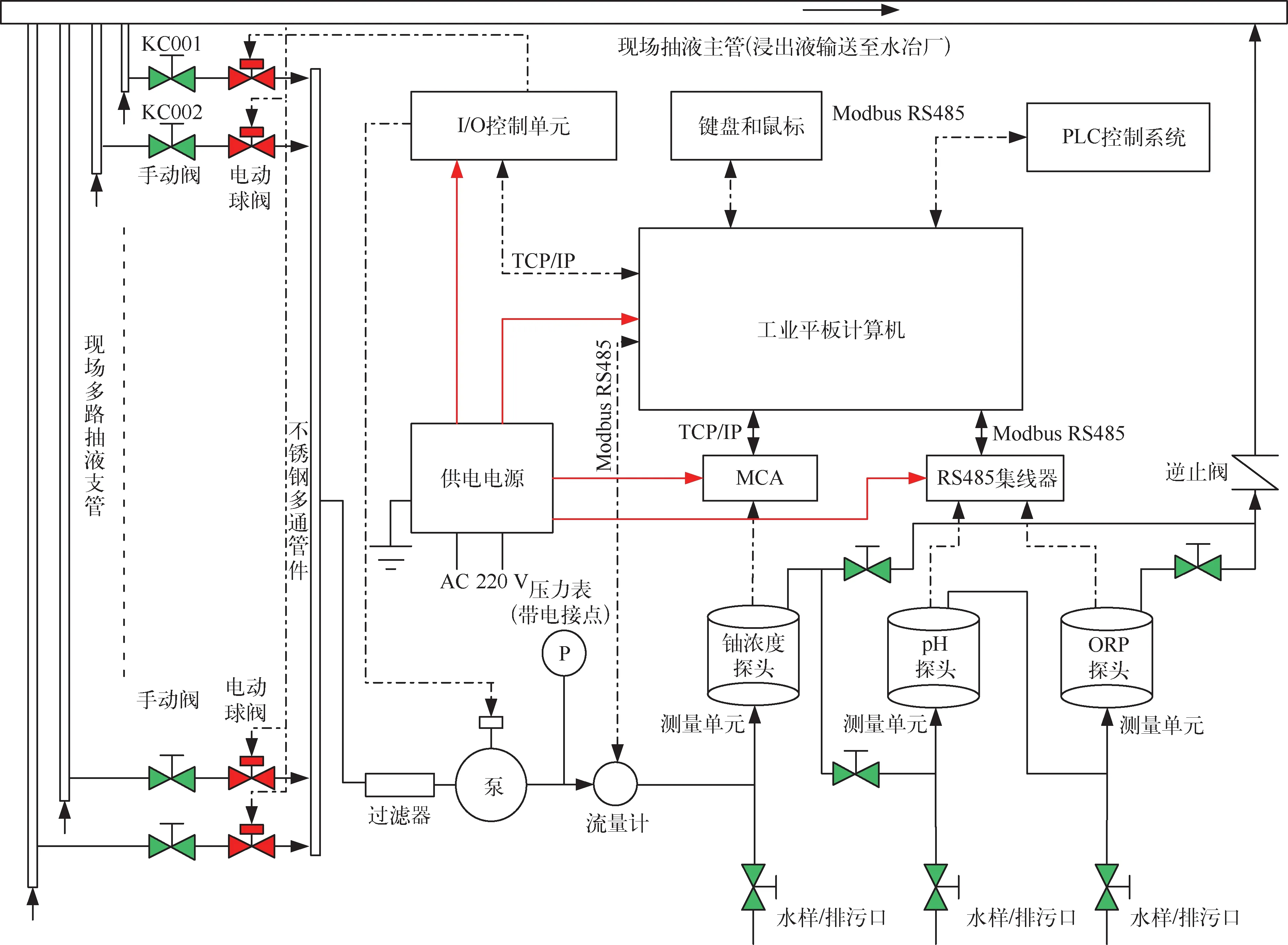
图1 自动巡回检测装置结构示意图
2.1 多路取样系统
多路取样系统包括以下部件。
2.1.1 电动球阀
阀体通径为DN15,阀体材料为耐腐蚀UPVC,由驱动电机带动球形阀芯正转或反转,实现电动球阀的开启或关闭。该电动球阀由工业平板计算机控制。
2.1.2 水样软管
巡回检测装置各个部件之间,从抽液支管取样口至巡回检测装置水样入口,以及被测水样出口至抽液主管之间均采用内径8 mm、外径12 mm的PU塑料软管连接。
2.1.3 多通管件
各抽液支管的浸出液通过多根内径8 mm、外径12 mm的PU塑料软管,通过多通管件连接至隔膜计量泵入口,实现巡回检测装置多路取样功能。
2.1.4 计量泵
选用KD180/0.5型隔膜计量泵,确保巡回检测装置从不同抽液支管上取样流量的一致性。该泵与水样接触部分选用UPVC材料。
2.1.5 流量计
选用LDY-10S型电磁流量计,测量范围0.2~2.0 m3/h,供电电压24 V,输出RS485标准信号,供平板计算机采集被测水样流量。当被测水样流量小于设定值时,平板计算机判定该路抽液钻孔无水样而自动跳过测量。
2.1.6 压力表
选用YXH-100型不锈钢电接点压力表,测量范围0~1 MPa。当巡回检测装置取样流路压力达到压力表设定的报警上限时,上限报警接点断开,隔膜计量泵停止运行。
2.2 多参数分析系统
2.2.1 铀浓度测量
铀浓度测量流通池容积约5 L,选用UPVC材料,流通池上设置铅金属屏蔽罩,以防止环境γ射线对铀浓度测量探头的干扰。
利用内嵌黄饼的NaI(Tl)探测器对溶液进行γ能谱测量,分析235U在185.7 keV的γ能量峰峰面积,扣除黄饼的自有本底后,得出235U在185.7 keV的γ能量峰净峰面积。由于被测溶液的体积一定,故根据以上面积可计算出溶液的铀浓度。
NaI(Tl)探测器在长期工作过程中,受到环境温度变化、电子学线路参数变化、自身性能变化等因素的影响,235U在185.7 keV的γ能量峰峰位会发生变化,进而影响铀浓度测量结果的准确性。NaI(Tl)探测器中的内嵌黄饼,可作为235U在185.7 keV的γ能量峰峰位的指示器;一旦获得被测铀溶液的γ能谱,就可利用这个指示器寻找到235U在185.7 keV的γ能量峰峰位,进而消除上述因素对测量的影响[5]。
2.2.2 pH和ORP测量
根据铀矿山地浸井场集控室工艺及环境条件,要求测量生产井浸出液pH和ORP的传感器探头具有结构简洁、安装使用方便等特点。自动巡回检测装置采用复合型测量电极,该电极集成了指示电极、参比电极以及测温元件[6-7]。选用的传感器探头具有以下特点:1)采用聚四氟乙烯(PTFE)环状隔膜,抗污染、抗阻塞,耐强酸腐蚀;2)采用夹有KCl的聚合塑料基体,即采用固体电解质代替液体电解质,使参比电极的耐压能力大为提高;3)采用包含测温元件的复合电极,使其具有温度补偿功能;4)采用小型数字化一体式传感器探头,即传感器探头将复合型电极产生的与pH、ORP相关的模拟信号就地转换为相应的RS485数字信号,供工业平板计算机进行数据采集与处理。
2.3 被测水样返回系统
被测水样流经测量流通池测量后,在隔膜计量泵的驱动下,通过塑料软管输送至抽液主管,形成完整闭环系统,避免因被测水样外排造成金属铀的损失和对环境的污染。
2.4 计算机控制和数据处理系统
用工业平板计算机对巡回检测装置的电动球阀、隔膜计量泵等的启动或停止进行控制;采集铀浓度、pH、ORP探头的信号,进行数据处理后在液晶屏上显示,并将各参数的测量数据自动存储和输出给PLC控制系统。
3 自动巡回检测装置研制样机
设计完成的巡回检测装置宽2.0 m、厚1.1 m、高1.8 m,内部结构如图2所示。

图2 巡回检测装置内部结构示意图
巡回检测装置工业平板计算机显示屏如图3 所示。左边显示每个抽液钻孔的运行状态,包括停止、运行、待机;右边显示每个抽液钻孔的测量结果。如果不需要显示测量结果,可以点击设置菜单中的隐藏测量结果子菜单,即可实现全屏显示所有抽液钻孔运行状态。
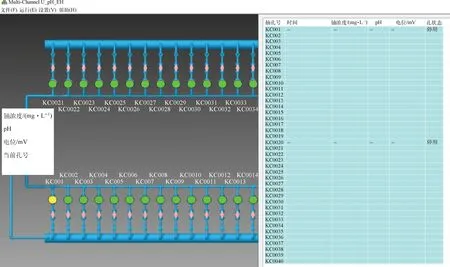
图3 工业平板计算机显示屏
4 巡回检测装置现场应用
为了检验巡回检测装置的实际效果,在内蒙某铀矿山地浸井场集控室进行了现场连续试验。对试验井场集控室的38路生产井浸出液进行在线多参数测量,测量每路生产井浸出液的铀浓度、pH、ORP,并与人工取样实验室分析数据进行对比,以检验巡回检测装置的性能和测量精度。
设计的巡回检测装置测量范围及精度要求:1)铀质量浓度测量范围为5~100 mg/L,精度≤±15%;2)pH测量范围为1.00~7.00,精度≤±0.1 pH;3)ORP测量范围为-1 000~+1 000 mV,精度≤±10 mV。
进行了约1个月的现场试验,部分生产井浸出液的铀浓度、pH、ORP在线分析结果与人工取样实验室分析结果见表1。
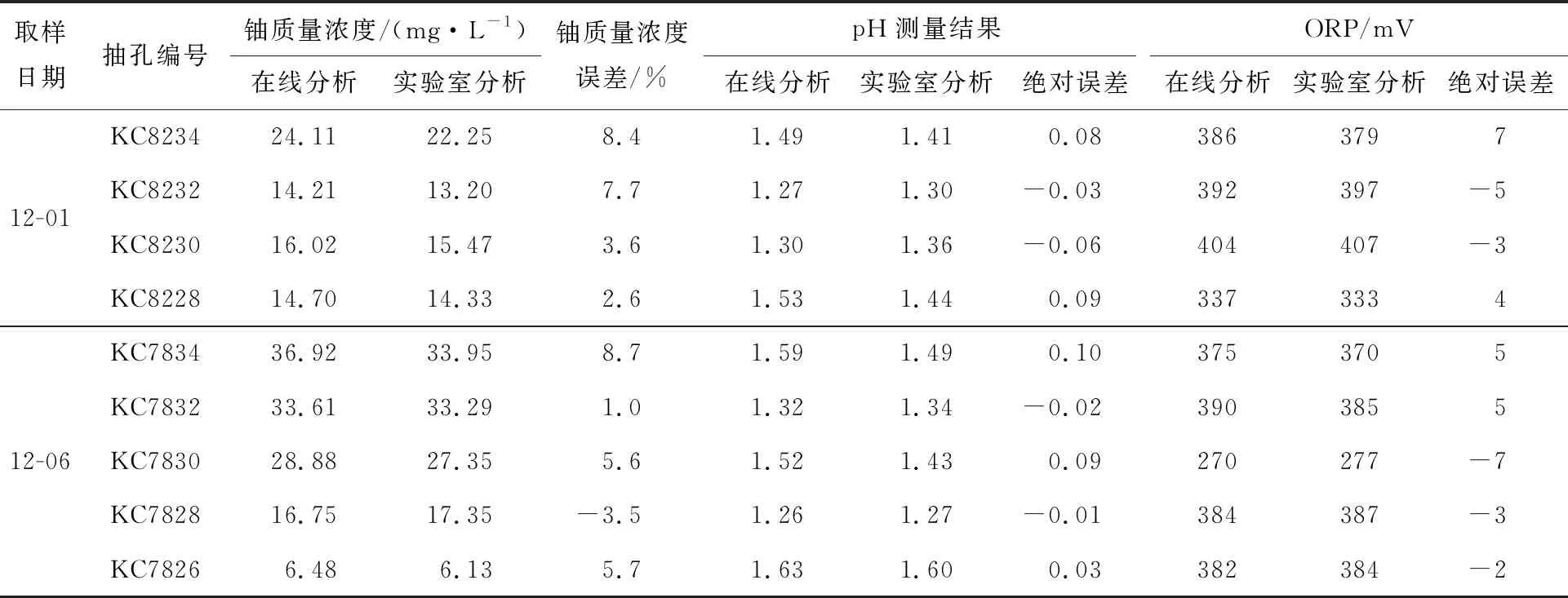
表1 自动巡回检测装置在线分析结果与实验室人工分析结果对比

表1(续)
从表1可看出,铀矿地浸井场自动巡回检测装置对集控室生产井浸出液的铀浓度、pH、ORP进行在线测量时,铀浓度测量误差≤±15%;pH测量误差≤±0.1 pH;ORP测量误差≤±10 mV,达到了自动巡回检测装置的设计目标。自动巡回检测装置性能稳定,数据可靠,能够满足铀矿山地浸井场集控室多路生产井浸出液的在线测量需要。
5 结论
研制的铀矿地浸井场自动巡回检测装置采用工业平板计算机循环扫描各个取样电动球阀的方式,实现对各生产井浸出液的自动取样,并在线测量每路生产井浸出液的铀浓度、pH、ORP。现场试验表明,自动巡回检测装置测量精度能够满足工艺要求,装置运行稳定可靠,能够实现24 h无人值守在线测量。