高精度高集成度多波束馈源组件一体化设计及制造方法 ①
2021-03-01何佳欢王旭东陈修继万继响刘云天
何佳欢,王旭东,龚 琦,陈修继,万继响,李 静,刘云天
(中国空间技术研究院西安分院,西安 710000)
0 引言
随着卫星通信业务需求的迅猛增长,发展宽带高通量卫星,研制与宽带大容量需求相适应的多波束天线技术成为迫切需求。多波束天线采用多点波束极化和频率复用,使得在同样频谱资源的条件下,整星通信容量成倍提升,成为星载天线领域研究的重点方向[1]。而反射面天线则是目前实现多波束这一性能的最佳方案[2-7]。通过反射面天线的多波束形成方案对比分析,综合考虑馈电难度及星上的布局空间,针对每波束7馈源合成的单口径多馈源多波束天线馈源阵列馈电部件无源器件数量大、级联复杂、结构包络小、无法采用传统方法设计加工等特点,给出了相应的馈源阵列一体化设计、制造及实现方法,为未来高性能宽带高通量卫星后续应用提供了技术支持。
1 多波束形成方案的比较与选择
为了在星上产生更多高增益低旁瓣的点波束,通常需要大口径的星载天线,而反射面天线则是目前实现多波束这一性能的最优方案。反射面多波束天线的馈源通常由多个喇叭单元组成,其波束的形成方式可分为单馈源每波束(single feed per beam,SFB)和多馈源每波束(multiple feed per beam,MFB)两种[8-9]。
SFB利用多口径(3~4副反射面天线)实现馈源阵子波束间隔排列,采用大口径馈源获得较高的波束交叠并降低天线旁瓣,实现高增益高C/I的多波束无缝覆盖,满足高通量卫星的使用需求。该类天线性能优良,但需要的反射器数量较多,对天线安装精度及异步展开精度提出了较高的要求。由于该波束形成方案难以实现波束重构,当波束需求数量增加时,相应的馈源数量也会增加,进而馈源阵的体积和重量急剧增加,对卫星平台的承载及火箭的运载提出了较高的要求。
MFB采用馈源阵列模式排布,馈源阵中每个子阵(通常7个馈源或4个馈源)合成后形成一个波束,相邻的子阵共用1~2个馈源形成相邻波束,采用波束形成网络(beam form network,BFN)向阵列单元激励所需的振幅和相位,以形成不同形状的多波束[10-12]。其优点是对不规则区域的覆盖具有明显优势,只需两个反射器便能实现对数据的收发,节约了卫星表面空间,安装相对方便,且各波束指向误差相对较小。但在形成相同点波束覆盖的情况下,MFB所需的馈源单元数量通常是SFB所需的数倍,使得馈电网络要比SFB成束方式紧凑且复杂得多。
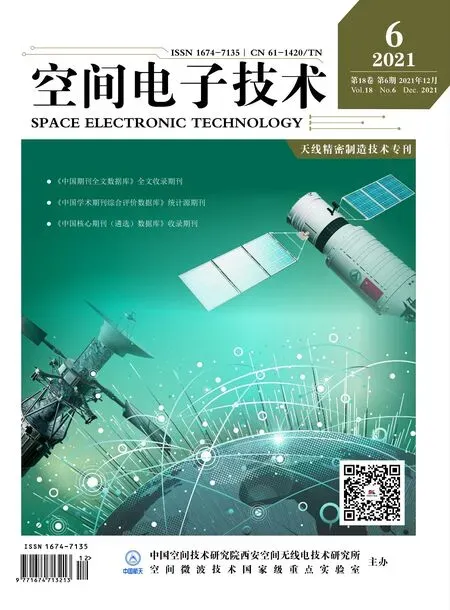
两种典型SFB及MFB多波束天线馈源阵列的结构示意图如图1所示。

(a)SFB多波束天线馈源组件示意图
对于星上空间足够的通信卫星来说,综合考虑馈电难度,SFB方案不失为一种理想的方案,但对于安装空间有限或有极化复用要求的多波束天线来说,MFB方案则更为适合[3]。在相同点波束覆盖的情况下,MFB所需的馈源单元数目通常是SFB所需单元的数倍,文章针对单口径每波束7馈源合成多波束馈源阵列及其波束形成网络无源结构数量大,级联复杂,结构包络小,很难通过传统的设计、加工、装配方式实现等特点,提出了适合该类高精度、高集成度馈源组件的一体化设计、加工及装配方法。
2 馈源阵列多维一体化、集成化设计
2.1 馈源阵列的剖分设计
单口径每波束7馈源合成多波束馈源阵列及其波束形成网络BFN作为单口径多馈源多波束天线技术(MFB)的核心部件,其网络拓扑及结构设计很大程度上影响着天线的性能。单口径多馈源多波束天线在进行多波束覆盖应用时,波束数量往往较大。波束形成网络BFN部分需要几十甚至上百个无源耦合器、大量移相器及连接波导级联,结构紧凑,腔体复杂,无法采用传统的部件剖分、加工及连接方式。馈源阵列腔体拓扑结构示意图如图2所示。
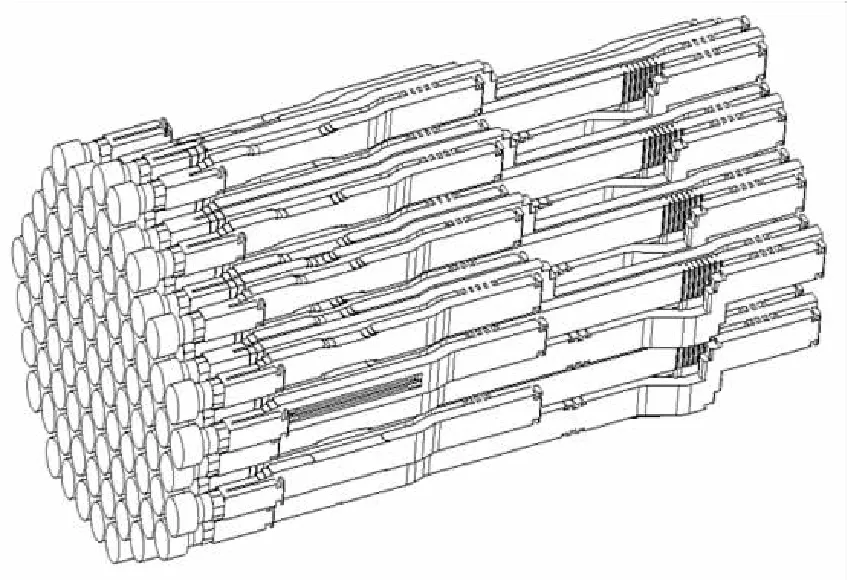
图2 馈源阵列腔体拓扑结构示意图
该馈源阵列采用了分层剖分的设计方法,根据馈源阵列的射频和结构特点将喇叭阵列、圆极化器阵列与后端的波束形成网络进行分离,剖分后喇叭阵列与圆极化阵列可采用数铣、辅助电火花一体加工,可很好地保证各馈源相互间的尺寸精度及位置精度。其位置关系如图3所示。

图3 馈源阵列各部件关系示意图
波束形成网络(BFN)在综合考虑射频特性和可加工性的基础上,将无源多端口定向耦合器、移相器及连接波导分入若干层,分层后的网络结构均为开放式腔体,通过常规的高精度铣削及电火花加工即可满足零件的尺寸精度控制要求,极大的降低了网络的加工难度,有效的提升了加工效率。高精度、高集成度的网络结构通过馈电腔体与分层式结构联接螺钉位置的优化布局及层间定位,实现了复杂网络的级联一体化设计。单口径每波束7馈源合成多波束馈源阵列分层结构示意图如图4所示。
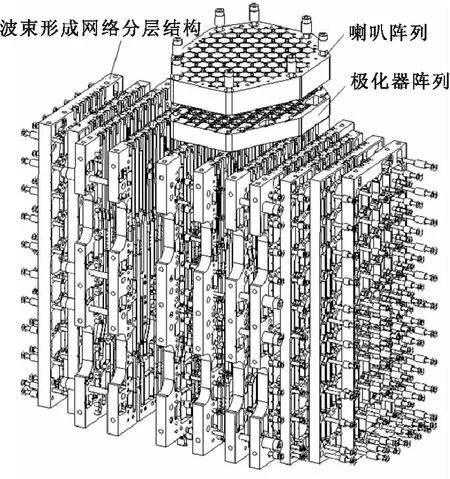
图4 单口径多馈源多波束馈源组件阵结构示意图
分层剖分的设计方法实现了馈源阵列的一体化、小型化、轻量化设计,兼顾了后期的加工及装配,有效地降低了加工难度,通过提高加工装配精度以控制其对指标所带来的负面影响。同时,多维一体化的结构设计将整个馈源阵的插损控制在较低的水平,通过对插损的控制提升天线辐射效率。
2.2 馈源阵分层结构连接及压紧设计
馈源阵列采用分层剖分,层间连接定位的级联一体化结构形式,波束形成网络(BFN)的无源器件被分入不同的层,网络层间连接点布置时,在避让无源腔体及保证一定的压紧力的前提下,按照一定波长网格化布点、空间允许的位置可穿层连接,保证腔体压紧。连接点数量一定时,通过减小接触面积的方式提高接触面间的压强。同时,各层间设置定位销孔,既保证了加工及装配过程中的层间定位,又保证后期馈源阵列各层间的复装精度。馈源阵列各分层结构层间连接示意图如图5所示。
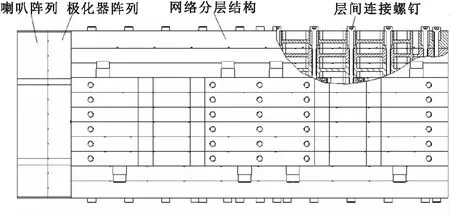
图5 馈源阵列各分层结构层间连接示意图
为了保证馈源阵列及波束形成网络(BFN)分层结构的层间连接、紧固及压紧,该馈源阵列需在较大的温度梯度下保证馈源阵各层尤其是波束形成网络各层层间保持一定的压强及压紧力,从而保证各通道的射频性能。传统的紧固件、弹垫及平垫的压紧方式仅在安装时施加一定的拧紧力矩以保证网络的各层压紧,但随着温度的变化,由于材料的热膨胀系数不匹配,无法始终保持压紧状态,可能会造成电磁波泄露、微放电,影响产品的性能。
基于此,馈源阵列及网络层间采用热补偿垫圈替代传统的平、弹垫,目的是当产品温度发生变化时,馈源阵网络各连接层始终保持一定的压强及压紧力。分层结构的厚度及螺钉连接长度可根据各器件的走向及安装螺钉的布置确定,热补偿垫圈的高度H为:
(1)
其中:L为分层结构的厚度,单位为:mm;
α1为分层结构的热膨胀系数,单位为:10-6/℃;
α2为热补偿垫圈的热膨胀系数,单位为:10-6/℃;
α3为连接螺钉的热膨胀系数,单位为:10-6/℃。
该温变环境下的螺钉压紧力保持方法及热补偿垫圈不但适用于合成多波束馈源阵各组成部分及网络各分层结构层间压紧力的保持,还可用于有压紧力保持要求的其他结构,借以平衡和匹配不同材料温变环境下尺寸变化对螺钉压紧力的影响。
3 基于剖分结构的加工方案选择
相比于使用较早、应用较为广泛的UHF频段、X频段、Ku频段、Ka频段及更高频段,大宽带、高数据吞吐量的技术特点更适合多波束天线的应用。由于频率较高,对应的产品结构尺寸小,尺寸精度要求高,尺寸精度一般不超过±0.02 mm。传统馈电部件复杂封闭腔体大量采用电火花加工,加工成本高、加工周期长,且随着电极的磨损还将对产品的尺寸精度造成一定的影响[13-14]。单口径每波束7馈源合成多波束馈源阵在综合考虑射频性能和可加工性的基础上,采用了分层剖分的设计。喇叭阵列、极化器阵列、波束形成网络(BFN)各分层结构均为开放腔体结构,90%有高精度尺寸控制要求的馈电腔体尺寸均可采用铣削的加工方法,极大地规避了上述电火花加工的弊端,降低了加工和装配难度,提高了加工效率。
其中,喇叭阵列、喇叭锥面采用效率较高的数铣成型进行加工。一次成型锥面、内孔,电火花成型环槽相结合的加工方式,减少了电火花的加工量,有效的提高了加工效率,降低了电火花加工电极损耗带来的质量控制问题。极化器阵列通过铣削加工铣毛坯,电火花加工成型方腔及膜片阶梯。波束形成网络分层后,各无源部件腔体开放,可采用铣削加工为主,电火花加工为辅的加工方式,极大的降低了加工难度,提高了加工效率。喇叭阵列及极化器阵列结构示意图如图6所示。

(a)喇叭阵列结构示意图 (b)极化器阵列结构示意图
4 基于精度匹配的厚度补偿装配
馈源组件及网络各分层结构无源部件腔体尺寸精度可通过机床加工精度保证,BFN加工及装配的难点在于网络各分层结构厚度方向尺寸精度的控制,若单层网络厚度方向的公差控制在±0.01 mm,则N层网络装配后的厚度公差累积将达到±N×0.01 mm,无法与喇叭阵列与极化器阵列所能达到的加工精度匹配,造成通道腔体无法对正。为此,波束形成网络在加工时,通过层间公差匹配及厚度补偿的方式保证腔体的尺寸公差控制在要求的范围以内。
装配时,馈源阵列波束形成网络以中间层为基准,对称装配,每对称装配两层测量其厚度方向的尺寸公差,直至装配完成的每组厚度方向的尺寸公差均与喇叭阵列及极化器阵列的尺寸精度匹配。若厚度超差,则加工处理厚度为正偏差的层,直至厚度方向的尺寸公差满足精度要求。装配厚度满足要求后,通道腔体对正,喇叭阵列、极化器阵列与波束形成网络按照“直销孔粗定位→芯模精定位→扩铰锥销孔”方式配对装配,保证射频通道内腔同轴连续、配合面无间隙,完成装配。扩铰后的锥销孔定位,具有较高的复装精度,可在各组件反复拆装后保证较高的定位精度。高精度、高集成度馈源阵列波束形成网络的装配流程如图7所示。
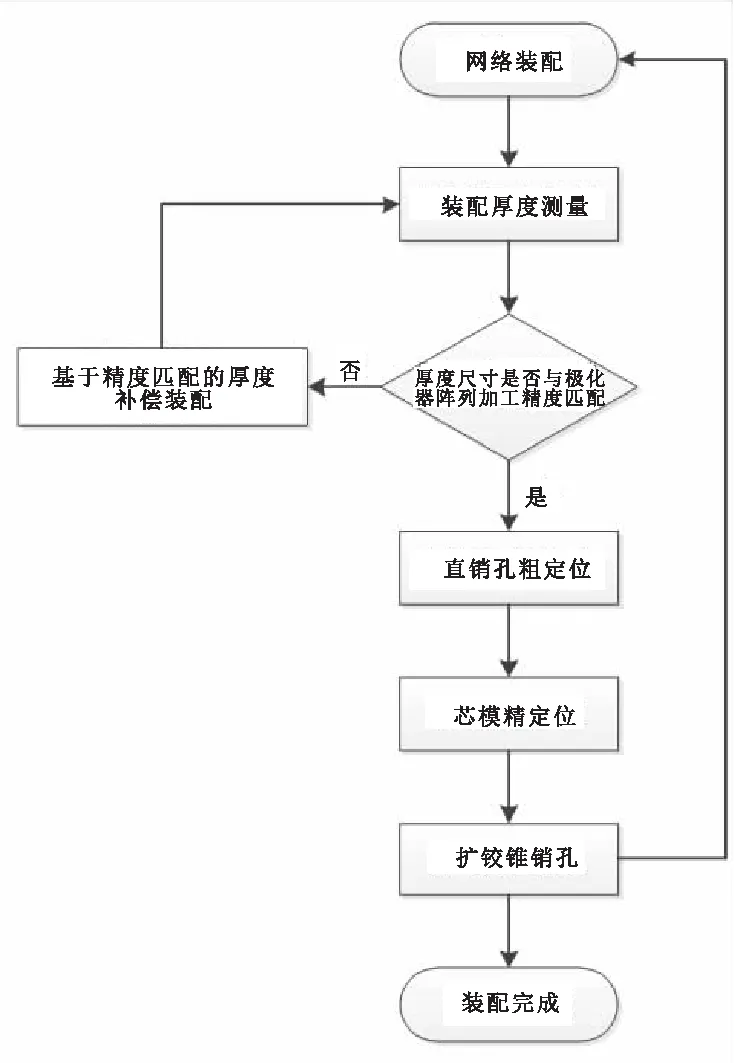
图7 高精度、高集成度馈源阵列波束形成网络装配流程
5 结论
针对宽带高增益背景需求下的多波束覆盖应用,对反射面天线多波束形成方案SFB及MFB进行了比较分析。在综合考虑馈电难度及星上布局空间的基础上,针对单口径每波束7馈源合成多波束馈源阵列馈电部件无源器件数量大、级联复杂、结构包络小、无法采用传统方法设计加工等特点,从馈源阵列剖分设计、分层结构的连接及压紧设计、加工方案选择及基于精度匹配的厚度补偿装配等方面开展了相关研究,提出的方法有效的解决了该类高集成度、高精度馈源阵列无法采用传统方法设计、加工的的技术难题。采用剖分设计后的各分层结构均为开放腔体,90%有高精度尺寸控制要求的馈电腔体尺寸均可以采用铣削的加工方法,提高了加工效率,降低了加工成本,同时有效地降低了加工及装配难度,为该类馈源阵列在后续高性能宽带高通量卫星上的应用提供了技术支持。